
 商标分类
商标分类  商标转让
商标转让 
一种特殊涂层结构的车用彩钢板及制备方法与流程
 2021-01-30 05:01:49|
2021-01-30 05:01:49| 321|
321| 起点商标网
起点商标网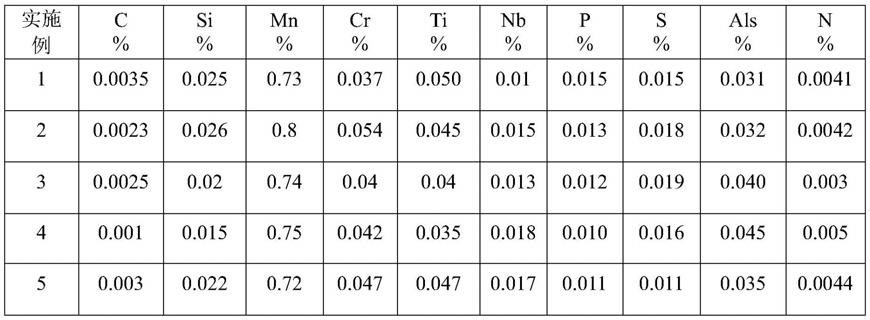
[0001]
本发明涉及一种彩涂板及其制备方法,确切地属于一种特殊涂层结构的车用彩钢板及制备方法。
背景技术:
[0002]
我国彩板市场以建筑板为主,而且薄规格、高强度彩板占市场主导地位。随着彩涂板技术的发展,家电彩板应用已经非常普遍,而且随着国家环保意识的加强,彩板的应用也正在向更广的领域拓展。
[0003]
环保问题是卷钢涂层工业发展中最为注目的世界性问题。根据欧洲市场有关汽车车身大规模的涂漆和工业性金属涂装放散出的挥发性有机化合物(voc)含量的指令规定,将迫使所有这些汽车产业部门重新考虑其现有的后涂漆工艺。随着我国汽车企业的环保意识的不断加强,对彩涂板的应用认识也随之进步,这无疑对促进卷钢涂层的发展创造了一个极为有利的时机。由于汽车冲压变形比较复杂,所以研制特殊涂层结构专用汽车用彩板应运而生。
[0004]
采用特殊涂层结构专用汽车用彩板生产专用车外壳,能省却脱脂、磷化、初涂这些工序,只需要在冲压加工后直接按照面漆要求喷涂面漆,这样就大大节约人工成本,减少排放。
[0005]
特殊涂层结构专用车用彩板不仅要满足专用车生产节奏,而且要保证所需的强度及优良的加工性能。
技术实现要素:
[0006]
本发明的目的在于扩大彩涂板的应用领域,减缓现用汽车面板存在的由于后涂漆而存在的环保压力,提供一种不仅满足专用汽车厂家生产要求的1/1特殊结构涂层,而且在加工过程中无加工应变纹即具有良好抗时效性,热镀锌基板经过彩涂工序后,屈服强度变化值ai≤5mpa,正反两面均满足:反向冲击≥9j,t弯≤2t,且t弯后用10倍放大镜观察表面无裂纹,无亮点的特殊涂层结构的车用彩钢板及制备方法。
[0007]
实现上述目的的措施:
[0008]
一种特殊涂层结构的车用彩钢板,其组分及重量百分比含量为:c:不超过0.004%、si不超过0.03%、mn:0.7~0.8%、cr:0.035~0.055%、nb:0.01~0.02%、ti:0.035~0.050%、p:≤0.020%、s:≤0.030%、als:0.015~0.060%、n≤0.005%,其余为fe和不可避免的杂质。
[0009]
优选地:c重量百分比含量不超过0.003%。
[0010]
优选地:cr重量百分比含量为:0.039~0.050%。
[0011]
优选地:ti重量百分比含量为:0.038~0.050%。
[0012]
制备一种特殊涂层结构的车用彩钢板的方法,其步骤:
[0013]
1)经酸洗及冷轧后进行退火并镀锌:控制退火温度在735~750℃;带钢入锌锅温
度459~472℃;
[0014]
2)进行光整:在钢板表面不钝化不涂油前提下进行光整,并控制光整延伸率在1.2~1.4%;
[0015]
3)进行预处理工艺:
[0016]
a、进行喷淋式无泡沫脱脂碱洗:控制碱洗温度在49~58℃、溶液电导率10~14ms/cm、喷淋压力在3.5~4.5mpa;并控制钢板运行速度在120~146m/min;
[0017]
b、采用脱盐水刷洗:清洗槽中脱盐水温度控制在43~58℃,刷洗直至钢板表面无残留物为止;
[0018]
c、脱盐水漂洗:控制脱盐水温度在48~53℃,电导率≤30μs/cm;
[0019]
d、进行碱式成膜:控制碱式成膜液电导率在50~65ms/cm、成膜温度在45~55℃、碱式成膜液中碱比控制在0.8~1.4;控制成膜层中钴及镍的总含量在7~15mg/m2,其中钴含量75~92%;
[0020]
e、脱盐水漂洗:控制脱盐水温度38~45℃,电导率≤30μs/cm;
[0021]
f、进行铬酸盐成膜,控制铬酸盐处理液中的总酸度(铬点)为18~25个/5ml;
[0022]
g、烘烤、冷却:烘烤温度为175~200℃;采用水冷却,水冷至温度不超过40℃时进行卷取;
[0023]
4)进行彩涂工艺:
[0024]
a、辊涂:采用两辊逆涂的方式进行涂覆,且正反面均涂敷环氧背漆,正反面涂层的厚度控制在10~12μm,且正反面涂层的厚度差不超过1μm;
[0025]
b、烘烤固化:采用五段变温烘烤制度:第一段烘烤控制温度在225~235℃,第二段烘烤控制温度在235~245℃,第三段烘烤控制温度在260~270℃,第四段烘烤控制温度在255~265℃,第五段烘烤控制温度在230~240℃,并控制钢板在第五段烘烤炉出口温度为232~238℃;
[0026]
c、冷却卷取:水冷至钢板温度不超过40℃时进行卷取。
[0027]
其在于:所述碱性水溶液的原料组成及重量百分比含量为:氢氧化钠:1.2~3.0%,硼酸盐:0.03~0.12%,无泡沫表面活性剂:0.015~0.063%,其余为去离子水或脱盐水。
[0028]
其在于:所述碱式成膜液的原料组成及重量百分比含量为:碱性处理液:2.4~4.0%,硝酸镍:0.015~0.035%,硝酸钴:0.055~0.096%,其余为去离子水或脱盐水。
[0029]
本发明中各元素及主要工艺的机理及作用
[0030]
本发明的c含量选择在≤0.004%,优选地c含量不超过0.003%。由于渗碳体相对于碳钢(基体为铁素体)是阴极。因此,当碳含量增加时,增加了阴极数量及面积,相应地其腐蚀电流增加了,因而导致其耐腐蚀性降低。众所周知,碳是最有效的固溶强化元素,因此,随着碳含量的增加碳钢逐渐变硬,同时其冷加工(冲压、拉拔)和焊接性能变坏。此外,钢中碳含量对热镀锌有显著的影响,含碳量愈高,铁-锌反应就愈烈,铁的损失愈大,铁-锌合金层变得愈厚,使镀锌层粘附性变坏。另一方面为了保证产品有良好的抗时效性,所以c含量要尽可能的低。综合上述因素,在保证彩涂板力学性能的前提下,需对c含量进行严格的控制,碳含量为≤0.004%。
[0031]
本发明的si含量≤0.03%,优选地si含量不超过0.002%。硅是一种较强的固溶强
化元素,加入一定量的硅可提高钢的强度,但钢基中较高的含硅量对会热镀锌产生不利影响。随着钢基中的硅含量升高,则硅被氧化生成的sio2含量随之增高,这将影响到后续的酸洗工序的效果,当酸洗后若钢板表面仍有残存的sio2,则镀锌后镀层中铁-锌合金层ζ相剧烈增厚,形成灰色镀层,而使镀层粘附性变坏。因此,必须将硅含量控制在合适的范围内。因此,si含量为≤0.03%。
[0032]
本发明的mn含量0.7~0.8%。mn能强化铁素体,而且还固溶增加预涂层基材的强度。此外,钢中加入锰能防止在热加工时因硫引起钢的脆化,但随着彩涂板mn的含量越高,其加工性能将逐渐下降。因此,mn含量为0.7~0.8%。
[0033]
本发明的cr含量选择在0.035~0.055%,优选地cr含量为:0.039~0.055%。cr加入钢中,能提高强度和硬度,而断面收缩率和伸长率也略有提升,另一方面,cr的加入能增加钢的抗腐蚀能力,提高基体的耐腐蚀性能。因此,cr含量为0.035~0.055。
[0034]
本发明的nb含量选择在0.01~0.02%。nb是典型的微合金元素。nb在钢中的特点就是提高奥氏体的再结晶温度,从而达到细化奥氏体晶粒,提升钢的屈服强度的目的。但是nb含量>0.03%时,强化效果就开始降低,因此,nb含量为0.01~0.02%。
[0035]
本发明的ti含量为0.035~0.050%。ti也是典型的微合金元素。它和n、o、c都有极强的亲和力。另外ti和s的亲和力大于fe和s的亲和力,因此在含ti钢中优先生成硫化钛,降低了生产硫化铁的几率,可以减少钢的热脆性。ti与c形成的碳化物结合力极强,极稳定,不易分解,只有当加热温度高于1000℃,才开始缓慢溶解于固溶体中,在未溶解前,tic颗粒有阻止钢晶粒长大粗化的作用。ti还能与fe和c生产难溶解的碳化物质点,富集于钢的晶界处,阻止钢的晶粒粗化,ti也能溶于γ和α相中,形成固溶体,使钢产生强化。因此,ti的加入量应控制在0.035~0.050%。
[0036]
本发明的p含量≤0.020%。一般来说,对于要求具有良好耐蚀性的预涂层基材而言,磷的含量最好尽可能低,因为磷容易发生偏析,引起钢的脆化,可焊性变差等,因此,p含量≤0.020%。
[0037]
本发明的s含量≤0.030%。一般来说,在钢中s是有害杂质元素,s的含量是越小耐蚀性越好。因此,s含量≤0.020%。
[0038]
本发明的als含量为0.015~0.06%。钢中al的加入则会形成酸溶铝(als)和酸不溶铝,而als包括固溶铝和aln,弥散的aln粒子能阻止奥氏体晶粒的长大,细化晶粒。但对于低碳铝镇静钢来说,随着als的增加,钢的夹杂物数量增多,夹杂物尺寸也将变大,将导致彩涂板的镀层附着力、耐蚀性能及冲压加工性能变差。但为了保证钢中n与al充分结合生成aln,减少彩涂板成品的时效,以及钢水完全脱氧及连铸坯的表面质量,als应保证≥0.01%。因此,solal含量选择在0.015~0.06%。
[0039]
本发明的n含量≤0.005%。n与c一样,也是固溶元素。随着钢中n含量的增加,将导致其冲压加工性能变坏(如n、r值下降),同时,固溶n是造成预涂层原板成品时效的主要原因,特别是对于平整后的应变时效作用,氮的影响尤其大,因此要求n尽量低。因此,钢中的n含量应≤0.005%。
[0040]
本发明控制退火温度在735~750℃,采用低温再结晶退火方式,相比于常规if钢的高温退火(800℃以上),能够减少炉内煤气消耗,达到低成本绿色制造目的。
[0041]
本发明采用两辊逆涂的方式进行一次涂敷(1/1),且正反面均涂敷高性能环氧背
漆,通过优化涂敷工艺将膜层的厚度控制在在10~12μm,且要求正反面膜层的厚度差不超过1μm。是由于:1)正反面均涂敷环氧背漆,有利于用户后续的冲压加工,省却区分正反面时间及成本;2)相比2/1或2/2涂层结构(背面膜厚为5μm采用一涂,背面膜厚大于8μm,一般采用两涂),采用1/1的一次涂敷方式能够节约成本。
[0042]
本发明之所以采用五段变温烘烤,是为了保证该1/1结构的涂层具有良好的涂层性能,其中,五段变温工艺中1段、2段温度要稍低,以使漆膜中溶剂能在漆膜固化前充分挥发;3段及4段温度稍高,以保证涂膜固化完全;5段温度设定要保证烘烤炉出口钢板的温度控制在232~238℃,从而保证有机涂层的固化品质。
[0043]
说明:在本发明各实施例中所述碱性水溶液的原料组成及重量百分比含量均在所限定的如下范围:氢氧化钠:1.2~3.0%,硼酸盐:0.03~0.12%,无泡沫表面活性剂:0.015~0.063%,,其余为去离子水或脱盐水取值的,混合均匀即可使用。
[0044]
同样,在本发明各实施例中所述碱式成膜液的原料组成及重量百分比含量均在所限定的如下范围:碱性处理液:2.4~4.0%,硝酸镍:0.015~0.035%,硝酸钴:0.055~0.096%,其余为去离子水或脱盐水取值的,混合均匀即可使用。
[0045]
本发明与现有技术相比,解决了现用汽车面板由于后涂漆而存在的环保问题,提供一种不仅满足专用汽车厂家生产要求的1/1特殊结构涂层及力学性能,而且在加工过程中无加工应变纹即具有良好抗时效性,热镀锌基板经过彩涂工序后,屈服强度变化值ai≤5mpa,正反两面均满足:反向冲击≥9j,t弯≤2t,且t弯后用10倍放大镜观察表面无裂纹,无亮点。
附图说明
[0046]
图1为本发明的金相组织图。
具体实施方式
[0047]
下面对本发明予以详细描述:
[0048]
表1为本发明各实施例及对比例化学成分列表;
[0049]
表2为本发明各实施例及对比例主要工艺参数;
[0050]
表3为本发明各实施例及对比例性能结果。
[0051]
本发明各实施例均按照以下步骤制备:
[0052]
1)经酸洗及冷轧后进行退火并镀锌:控制退火温度在735~750℃;带钢入锌锅温度459~472℃;
[0053]
2)进行光整:在钢板表面不钝化不涂油前提下进行光整,并控制光整延伸率在1.2~1.4%;
[0054]
3)进行预处理工艺:
[0055]
a、进进行喷淋式无泡沫脱脂碱洗:控制碱洗温度在49~58℃、溶液电导率10~14ms/cm、喷淋压力在3.5~4.5mpa;并控制钢板运行速度在120~146m/min;
[0056]
b、采用脱盐水刷洗:清洗槽中脱盐水温度控制在43~58℃,刷洗直至钢板表面无残留物为止;
[0057]
c、脱盐水漂洗:控制脱盐水温度在48~53℃,电导率≤30μs/cm;
[0058]
d、进行碱式成膜:控制碱式成膜液电导率在50~65ms/cm、成膜温度在45~55℃、碱式成膜液中碱比控制在0.8~1.4;控制成膜层中钴及镍的总含量在7~15mg/m2,其中钴含量75~92%;
[0059]
e、脱盐水漂洗:控制脱盐水温度38~45℃,电导率≤30μs/cm;
[0060]
f、进行铬酸盐成膜,控制铬酸盐处理液中的总酸度(铬点)为18~25个/5ml;
[0061]
g、常规烘烤、冷却:烘烤温度为175~200℃;采用水冷却,水冷至温度不超过40℃时进行卷取;
[0062]
4)进行彩涂工艺:
[0063]
a、辊涂:采用两辊逆涂的方式进行涂覆,且正反面均涂敷环氧背漆,正反面涂层的厚度控制在10~12μm,且正反面涂层的厚度差不超过1μm;
[0064]
b、烘烤固化:采用五段变温烘烤制度:第一段烘烤控制温度在225~235℃,第二段烘烤控制温度在235~245℃,第三段烘烤控制温度在260~270℃,第四段烘烤控制温度在255~265℃,第五段烘烤控制温度在230~240℃,并控制钢板在第五段烘烤炉出口温度为232~238℃;
[0065]
c、冷却卷取:水冷至钢板温度不超过40℃时进行卷取。
[0066]
表1本发明各实施例及对比例化学成分列表(wt%)
[0067][0068][0069]
表2本发明各实施例及对比例主要工艺参数
[0070][0071]
续表2-1
[0072][0073][0074]
续表2-2
[0075][0076]
表3本发明各实施例和对比例性能结果
[0077]
[0078]
[0079][0080]
从上表3中可以看出,本发明车用彩板,屈服强度控制在270~310mpa,延伸率≥32%,且经彩涂烘烤时效后屈服强度变化小于5mpa,具有良好抗时效性能;该彩板为1/1涂层结构,双面均为环氧树脂背漆,膜厚控制在10~12um,正反两面均满足:反向冲击≥9j,t弯≤2t,且t弯后用10倍放大镜观察表面无裂纹,无亮点(露锌点)。
[0081]
上述实施例仅为最佳例举,而并非是对本发明的实施方式的限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 彩钢板

 热门咨询
热门咨询




tips