
 商标分类
商标分类  商标转让
商标转让 
一种低辐射镀膜玻璃生产用镀膜装置及其镀膜方法与流程
 2021-01-30 04:01:47|
2021-01-30 04:01:47| 321|
321| 起点商标网
起点商标网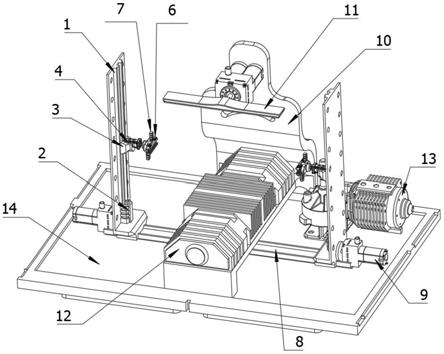
[0001]
本发明涉及真空加热镀膜技术领域,具体为一种低辐射镀膜玻璃生产用镀膜装置及其镀膜方法。
背景技术:
[0002]
真空镀膜玻璃技术,就是将所需镀膜的玻璃处于一个真空空间内,采用一个低电压与高交流电流的电弧放电技术,利用加热器将镀膜材料通过气体蒸发,并使被蒸发的镀膜物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在所需镀膜的玻璃上,这也称为物理气相沉积(pvd)。
[0003]
现有技术的真空加热镀膜玻璃装置通常需要大量的电机与气泵互相配合,导致装置外侧必须配置一个配电箱,接线繁琐的同时也会造成检修的困难,造成生产资源和场地资源的浪费。
[0004]
并且,可能会根据所需镀膜的玻璃尺寸的变化,其镀膜加热器是固定在某一位置的,这可能导致被蒸发物质及其反应产物由于距离因素,无法完善沉积在所需镀膜的玻璃上。
[0005]
同时,玻璃由外界运输过程中会不可避免的沾染一些细小的灰尘,在传统镀膜的情况下回导致灰尘也被镀膜包覆其内,这导致玻璃与镀膜中心产生气腔,随着时间的发展,这种气腔可能会导致镀膜寿命减少,影响使用效率
[0006]
基于上述所提出的技术问题,提出一种低辐射镀膜玻璃生产用镀膜装置及其镀膜方法。
技术实现要素:
[0007]
本发明的目的在于提供一种低辐射镀膜玻璃生产用镀膜装置及其镀膜方法,以解决上述背景技术中提出的问题。
[0008]
为实现上述目的,本发明提供如下技术方案:一种低辐射镀膜玻璃生产用镀膜装置,包括底座,所述底座的上表面焊接有第一导轨,所述第一导轨的内侧壁滑动连接有两个第二导轨,两个所述第二导轨的一侧底部均固定连接有第一气泵,所述第一气泵的活塞杆贯穿所述第二导轨的一侧,所述第二导轨相邻的一侧底部均固定连接有第二气泵,所述第二气泵的活塞杆固定连接有第一连接块,所述第一连接块的内侧壁固定连接有电机,所述电机的输出轴固定连接有第二连接块,所述底座的上表面焊接有支架,所述支架的前表面顶端固定连接有第四气泵,所述支架的上表面固定连接有镀膜加热器。
[0009]
作为本技术方案的进一步优选的:所述真空传感器的电性输出端与plc控制器的电性输入端电性连接,所述plc控制器的电性输出端与电机、电动轴、第一气泵、第二气泵、第三气泵、第四气泵、抽气泵与镀膜加热器的电性输入端电性连接。
[0010]
作为本技术方案的进一步优选的:所述第一气泵、第二气泵、第三气泵与第四气泵的进气口管接有压缩气瓶的出气口。
[0011]
作为本技术方案的进一步优选的:所述底座的上表面焊接有外壳体,所述外壳体的一侧固定连接有plc控制器,所述外壳体的顶部固定连接有压缩气瓶,所述外壳体的前表面通过两个电动轴固定连接有两个门体。
[0012]
作为本技术方案的进一步优选的:所述第二连接块的外表面焊接有两个第三导轨,两个所述第三导轨的内侧壁固定连接有第三气泵,所述第三气泵的活塞杆固定连接有第三导轨,两个所述第三气泵的活塞杆固定连接有两个卡爪。
[0013]
作为本技术方案的进一步优选的:所述卡爪的内侧壁固定连接有橡胶垫。
[0014]
作为本技术方案的进一步优选的:所述第四气泵的活塞杆固定连接有清洗刷,所述清洗刷的下表面固定连接有海绵垫。
[0015]
作为本技术方案的进一步优选的:所述外壳体的外表面开设有排气口,所述底座的上表面焊接有抽气泵,所述抽气泵的出气口连通有排气口,所述抽气泵的上表面固定连接有真空传感器。
[0016]
本发明还提供了一种低辐射镀膜玻璃生产用镀膜方法,包括以下步骤:
[0017]
s1、通过plc控制器启动抽气泵,将空气抽出装置内使其保持真空状态,同时启动第三气泵与第一气泵,两个第三气泵将第一导轨通过第二导轨送至所需镀膜的玻璃长度所对应的位置,两个第三气泵的活塞杆通过两个第三导轨分别控制两个卡爪的上下运动,夹紧玻璃,接着启动电机将两个卡爪与两个第三气泵旋转一百八十度,将玻璃被清理灰尘的一面送至镀膜加热器镀膜;
[0018]
s2、plc控制器控制启动电动轴将门体打开,工作人员取出镀膜成功后的玻璃,随后将下一块玻璃装至相应位置并关闭门体;
[0019]
s3、真空传感器将信号输入至plc控制器,plc控制器控制抽气泵启动二十秒并自锁断开其余电路,二十秒结束后装置内已为真空工作环境,随后启动第三气泵,开始重复上述动作,实现自动化控制。
[0020]
作为本技术方案的进一步优选的:在所述s2中,当遇到紧急情况时,通过plc控制器按下急停按钮,断开所有电路,实现设备保护。
[0021]
与现有技术相比,本发明的有益效果是:
[0022]
一、通过plc控制器编程将所有电气元件导通,实现设备的整体自动化控制。通过所需镀膜的玻璃尺寸适当调整plc程序,即可适应大部分所需加工的工件。
[0023]
二、通过导轨与气泵之间的配合,将玻璃自动调整至镀膜加热器,避免了由于距离因素导致被蒸发物质及其反应产物无法完善沉积在所需镀膜的玻璃上的情况。
[0024]
三、通过清洗刷与气泵之间的配合,避免了导致玻璃与镀膜中心产生气腔的技术问题。
附图说明
[0025]
图1为本发明的去除外壳体的立体结构示意图;
[0026]
图2为本发明的第一导轨与第二导轨配合结构示意图;
[0027]
图3为本发明的卡爪结构示意图;
[0028]
图4为本发明的图3的a区局部放大结构示意图;
[0029]
图5为本发明的支架与镀膜加热器配合结构示意图;
[0030]
图6为本发明的清洗刷结构示意图;
[0031]
图7为本发明的外壳体结构示意图;
[0032]
图8为本发明的plc控制器逻辑电路编程示意图;
[0033]
图9为本发明的plc控制器电路图。
[0034]
图中:1、第二导轨;2、第二气泵;3、第一连接块;4、电机;5、第二连接块;501、第三导轨;6、卡爪;601、橡胶垫;7、第三气泵;8、第一导轨;9、第一气泵;10、支架;11、清洗刷;1101、第四气泵;1102、海绵垫;12、镀膜加热器;13、抽气泵;1301、真空传感器;14、底座;15、外壳体;1501、门体;1502、电动轴;1503、排气口;16、plc控制器;17、压缩气瓶。
具体实施方式
[0035]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0036]
实施例
[0037]
请参阅图1-9,本发明提供一种技术方案:一种低辐射镀膜玻璃生产用镀膜装置,包括底座14,底座14的上表面焊接有第一导轨8,第一导轨8的内侧壁滑动连接有两个第二导轨1,两个第二导轨1的一侧底部均固定连接有第一气泵9,第一气泵9的活塞杆贯穿第二导轨1的一侧,第二导轨1相邻的一侧底部均固定连接有第二气泵2,第二气泵2的活塞杆固定连接有第一连接块3,第一连接块3的内侧壁固定连接有电机4,电机4的输出轴固定连接有第二连接块5,底座14的上表面焊接有支架10,支架10的前表面顶端固定连接有第四气泵1101,支架10的上表面固定连接有镀膜加热器12。
[0038]
本实施例中,具体的:底座14的上表面焊接有外壳体15,外壳体15的外表面固定连接有plc控制器16,外壳体15的顶部固定连接有压缩气瓶17,外壳体15的前表面通过两个电动轴1502的输出轴固定连接有两个门体1501,电动轴1502可以控制门体1501的开与关。
[0039]
本实施例中,plc控制器16的具体型号为三菱fx5uc-64mt/d。
[0040]
本实施例中,具体的:真空传感器1301的电性输出端与plc控制器16的电性输入端电性连接,plc控制器16的电性输出端与电机4、电动轴1502、第一气泵9、第二气泵2、第三气泵7、第四气泵1101、抽气泵13与镀膜加热器12的电性输入端电性连接。
[0041]
本实施例中,具体的:第一气泵9、第二气泵2、第三气泵7与第四气泵1101的进气口管接有压缩气瓶17的出气口,压缩气瓶17为其供气。
[0042]
本实施例中,具体的:第二连接块5的外表面焊接有两个第三导轨501,两个第三导轨501的内侧壁固定连接有第三气泵7,第三气泵7的活塞杆固定连接有第三导轨501,两个第三气泵7的活塞杆固定连接有两个卡爪6,两个第三气泵7的活塞杆可以通过两个第三导轨501分别控制两个卡爪6的上下运动,即夹紧与放松。
[0043]
本实施例中,具体的:卡爪6的内侧壁固定连接有橡胶垫601,橡胶垫601可以防止刚体的卡爪6夹碎所需加工的玻璃件。
[0044]
本实施例中,具体的:支架10的上表面固定连接有镀膜加热器12,镀膜加热器12作为传统的低辐射镀膜玻璃生产用镀膜装置的核心部件,其可以将镀膜材料通过气体蒸发,
并使被蒸发的镀膜物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在所需镀膜的玻璃上。
[0045]
本实施例中,具体的:第四气泵1101的活塞杆固定连接有清洗刷11,清洗刷11的下表面固定连接有海绵垫1102,清洗刷11可以通过第四气泵1101的控制刷动玻璃外表面,避免了玻璃外表面的灰尘与镀膜中心产生气腔。
[0046]
本实施例中,具体的:外壳体15的外表面开设有排气口1503,底座14的上表面焊接有抽气泵13,抽气泵13的出气口连通有排气口1503,抽气泵13的上表面固定连接有真空传感器1301,真空传感器1301会侦测装置内的真空情况,并通过plc控制器16控制抽气泵13将空气抽出装置内。
[0047]
本发明还提供了一种低辐射镀膜玻璃生产用镀膜方法,包括以下步骤:
[0048]
s1、通过plc控制器16启动抽气泵13,将空气抽出装置内使其保持真空状态,同时启动第三气泵7与第一气泵9,两个第三气泵7将第一导轨8通过第二导轨1送至所需镀膜的玻璃长度所对应的位置,两个第三气泵7的活塞杆通过两个第三导轨501分别控制两个卡爪6的上下运动,夹紧玻璃,接着启动电机4将两个卡爪6与两个第三气泵7旋转一百八十度,将玻璃被清理灰尘的一面送至镀膜加热器12镀膜;
[0049]
s2、plc控制器16控制启动电动轴1502将门体1501打开,工作人员取出镀膜成功后的玻璃,随后将下一块玻璃装至相应位置并关闭门体1501;
[0050]
s3、真空传感器1301将信号输入至plc控制器16,plc控制器16控制抽气泵13启动二十秒并自锁断开其余电路,二十秒结束后装置内已为真空工作环境,随后启动第三气泵7,开始重复上述动作,实现自动化控制。
[0051]
本实施例中,具体的:在s2中,当遇到紧急情况时,通过plc控制器16按下急停按钮,断开所有电路,实现设备保护。
[0052]
本实施例中,请阅图8,plc控制器16逻辑电路编程示意图:x0为启动按钮,x1为暂停按钮,x2为急停按钮,x3为真空传感器1301,继电器y0为plc控制器16的本身继电器,y1为第三气泵7与,y2为第二气泵2,y3为第四气泵1101,y4为电机4,y5为电动轴1502,y6为抽气泵13;当按下启动按钮x0时,接通y0且自锁,同时接通y1且自锁,并开始计时器t0进行五秒钟计时;五秒钟计时结束后,t0常闭变常开,常开变常闭,断开y1并启动y2且自锁,且启动计时器t1开始十秒钟计时;计时结束后,t1常闭变常开,常开变常闭,断开y2并启动y3且自锁,并启动计时器t2开始五秒钟计时;计时结束后t2常闭变常开,常开变常闭,断开y3启动y4与y2且自锁,并启动计时器t3开始五秒钟计时;计时结束后t3常闭变常开,常开变常闭,反转y2与y4且自锁并启动计时器t4开始五秒钟计时;计时结束后t4常闭变常开,常开变常闭,断开y2与y4并启动y1与y5,并启动计时器t5开始二十秒计时,计时结束后即重复上述步骤;同时,按下x1可暂停其上所有电路,实现暂停;其中,按下x2则断开所有电路,实现电路保护;其中,当外界x3输入信号,则不管设备是否处于工作状态,自动启动y6与计时器t6,工作一百二十秒,一百二十秒后自动断停。
[0053]
工作原理或者结构原理:通过plc控制器16进行控制,按下启动按钮,抽气泵13开始工作,将空气抽出装置内使其保持真空状态,同时启动第三气泵7与第一气泵9,两个第三气泵7将第一导轨8通过第二导轨1送至所需镀膜的玻璃长度所对应的位置,两个第三气泵7的活塞杆可以通过两个第三导轨501分别控制两个卡爪6的上下运动,即夹紧玻璃,plc控制
器16经过五秒计时后,再次启动五秒钟计时,第二气泵2将第一连接块3推送至工作位置;五秒计时结束后,plc控制器16控制第四气泵1101推动清洗刷11前后运动五秒,刷动玻璃外表面,避免了玻璃外表面的灰尘与镀膜中心产生气腔;五秒钟计时结束后,启动电机4将两个卡爪6与两个第三气泵7旋转一百八十度并计时五秒,将玻璃被清理灰尘的一面送至镀膜加热器12,其可以将镀膜材料通过气体蒸发,并使被蒸发的镀膜物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在所需镀膜的玻璃上;五秒钟结束后电机4再次启动反转并计时五秒,将玻璃的另一面推送至清洗刷11位置并进行灰尘清洗,五秒结束后再次启动正转并计时五秒,送至镀膜加热器12处进行镀膜。
[0054]
当玻璃的两面均被清洗并镀膜后,五秒计时结束,plc控制器16控制启动电动轴1502将门体1501打开,工作人员取出镀膜成功后的玻璃,随后将下一块玻璃装至相应位置并关闭门体1501;此时由于门体1501已被打开,空气流入,故真空传感器1301将信号输入至plc控制器16,plc控制器16控制抽气泵13启动二十秒并自锁断开其余电路,二十秒结束后装置内已为真空工作环境,随后启动第三气泵7,开始重复上述动作,实现自动化控制;当遇到紧急情况,通过plc控制器16按下急停按钮,即可断开所有电路,实现设备保护。
[0055]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips