
 商标分类
商标分类  商标转让
商标转让 
双辊薄带铸轧电磁挤压式金属熔池侧封方法及其侧封装置与流程
 2021-01-30 04:01:32|
2021-01-30 04:01:32| 396|
396| 起点商标网
起点商标网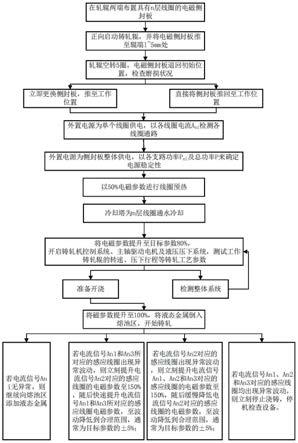
[0001]
本发明涉及双辊薄带铸轧领域,特别涉及一种双辊薄带铸轧电磁挤压式金属熔池侧封方法及其侧封装置。
背景技术:
[0002]
双辊薄带铸轧是一种短流程、快生产的冶金技术,其缩短了从原料冶炼到带钢轧制之间的生产流程,省去了板带长流程生产所需的反复加热处理环节及多道次轧制环节,依托两铸轧辊及侧封装置建立熔池区,并在双辊轧制下实现板带快速成形。其中,熔池区的液态金属与铸轧辊快速换热,在一系列复杂的连续铸造凝固变化后轧成多规格板带产品。铸轧辊既是液态金属的结晶器,又是轧制工艺的核心装置;铸轧辊辊面与侧封装置共同构成结晶器的容器壁,在铸轧过程中始终承受液态金属的静压力。其中,因侧封原理往往存在较大差异,侧封装置可根据其原理而产生不同的力,以平衡液态金属的静压力,确保熔池稳定。熔池形成初期,受浇铸速度、材料性能非均、温度差异等因素的影响,熔池端部静压力将存在较大波动。若侧封板提供的力不足以平衡静压力,则熔池端部液态金属将会超出侧封调控区域,致使板带形成较为严重的毛刺、飞边、冷块等产品问题,增加了后道次切边量,带来经济损失。若侧封力远小于初期静压力,甚至将引起侧封失效,液态金属从熔池端部流出,损坏生产设备、诱发生产事故。
[0003]
为了降低生产损耗、保障生产安全,要求侧封板需始终提供安全可靠的侧封力。为此,相关领域研究学者提出了直接接触式侧封原理和间接接触式侧封原理。其中,直接接触式侧封以固体挡板为依托,令固体挡板直接与铸轧辊辊端接触来形成封闭熔池。该方法是当前工业生产中较为通用的侧封形式,但由于侧封板与轧辊直接接触,工作状态下轧辊压下、轧辊轧制等动作都将对直接接触式侧封板造成不同程度的磨损,使得侧封板的服役周期缩短且极易在铸轧过程中发生破碎。间接接触式侧封以外置装置为依托,在轧辊端部区域形成与熔池端面液态金属静压力相平衡的力,进而将液态金属封闭于熔池区中实现侧封。间接接触式侧封又包括气体侧封、电磁侧封。气体侧封主要是依托气压设备,以高压气体在熔池区形成气体屏障,借助气体促使液态金属封闭于熔池内。但气体可压缩性较强,难以产生精确的侧封力。电磁侧封则是依靠电磁侧封板在熔池端部形成电磁场,借助电磁场所产生的电磁力实现侧封。
[0004]
目前,电磁侧封的实施方式主要是在熔池两端部设置磁极,让磁场从熔池一端传至另一端,液态金属在磁场作用下产生电磁力,该电磁力方向垂直于熔池端面,大小与熔池端部静压力相等。但由于电磁场存在衰减现象,电磁侧封效果往往会受到熔池长度的影响,电磁力仅存在于轧辊端部一定范围内。同时,由于受到开浇速度、熔池温度等因素影响,熔池端部静压力始终变化,因而与之平衡的电磁力也需要动态变化,进而增加了此种电磁侧封形式的控制难度。
技术实现要素:
[0005]
针对现有技术存在的问题,本发明提供一种双辊薄带铸轧电磁挤压式金属熔池侧封方法,主要是将挤压式侧封力作用于熔池端部,通过挤压的形式,让液态金属回到熔池之中,由于挤压式侧封力是交叉的,力的大小容易控制,侧封效果好,且控制精度要求低,便于实现工业控制。
[0006]
本发明提供了一种双辊薄带铸轧电磁挤压式金属熔池侧封方法,其具体实施步骤如下:
[0007]
s1、在铸轧辊的两辊端分别布置电磁侧封板,接着在电磁侧封板的调控区块,自顶端入口至底端出口分别铺设n层感应线圈,顶端入口为第1层感应线圈,底端出口为第n层感应线圈;
[0008]
s2、正向启动铸轧辊,使两铸轧辊相向旋转,待两铸轧辊旋转稳定后,使用定位装置将电磁侧封板缓慢推至距离铸轧辊的辊端1~5mm处的工作位置;
[0009]
s3、待铸轧辊空转5圈后,使用定位装置将电磁侧封板退回到初始位置,同时,检查电磁侧封板的隔热装置是否磨损;
[0010]
s31、若电磁侧封板的隔热装置产生了磨损,则立刻更换电磁侧封板的隔热装置,并再次使用定位装置将更换的电磁侧封板推至步骤s2所达到的工作位置处;
[0011]
s32、若电磁侧封板的隔热装置无磨损,则直接使用定位装置将电磁侧封板推至步骤s2所达到的工作位置处;
[0012]
s4、通过外置电源分别为电磁侧封板上的n层感应线圈单独供电,同时,通过外置电源的信号采集装置获得第1至n层感应线圈通道的电流信号a
ni
=i(t),其中,a
ni
为第n层第i个感应线圈的电流信号值,i=1,2,3,t为通电时间,通过获得的电流信号a
ni
检查并获得的a
ni
是否连续且不为零,确保第1至n层感应线圈通路;
[0013]
s5、通过外置电源为电磁侧封板上的n层感应线圈整体供电,同时,通过外置电源的信号采集装置获得第1至n层感应线圈各支路的功率信号p
ni
=f(t)及总功率信号p=f(t),其中,p
ni
为第n层第i个感应线圈的功率信号值,t为通电时间,使用外置电源的信号采集装置,来检查获得的p
ni
及p是否连续且不为零,确保外置电源稳定供电;
[0014]
s6、以目标工况的50%参数值对电磁侧封板进行预调,来排查线n层感应圈的通路状况,并通过外置电源为电磁侧封板上待工作的n层感应线圈预热;
[0015]
s7、通过冷却塔经冷却管路为电磁侧封板上的n层感应线圈通水冷却,冷却塔冷却后,通入n层感应线圈的水温控制在40℃范围内,冷却塔冷却供水速度为1.2m/s至2.3m/s,保证电磁侧封板上的n层感应线圈的紫铜管温度低于500℃;
[0016]
s8、通过外置电源,铸轧辊两辊端的电磁侧封板的感应线圈产生电磁场,从而在熔池端面分别形成感应电流,并在电磁场作用下形成电磁力,所述电磁力作用于铸轧辊端面与隔热装置之间,通过产生不同的电磁力,来平衡液态金属的静压力,确保熔池的稳定,电磁侧封板向熔池端部的投影面积大于熔池端面的面积,以确保整个熔池端面均受侧封调控;
[0017]
s9、将电磁侧封板上的n层感应线圈的电磁参数值提升至80%,同时开启铸轧机控制系统、主轴驱动电机及液压压下系统,测试工作铸轧辊的转速和压下行程的铸轧工艺参数,若各参数均能达到目标工艺值的80%且波动幅度足够小,则准备开浇;
[0018]
s10、将电磁侧封板上的n层感应线圈的电磁参数提升至100%,通过倾覆熔炉来将液态金属逐渐倒入熔池区,随熔池温度的升高,监测电流信号a
ni
=i(t)的波动情况,来预防因熔池升高诱发的感应线圈感生电流过大而烧毁感应线圈。
[0019]
可优选的是,所述步骤s10具体包括以下步骤:
[0020]
s101、若电流信号ani无异常,则继续向熔池区添加液态金属;
[0021]
s102、若电流信号an1和an3所对应的感应线圈出现异常波动,则立刻提升电流信号an2对应的感应线圈的电磁参数至150%,随后快速提升电流信号an1和an3所对应的感应线圈电磁参数,至波动降低到预设范围即一合理范围,通常为目标参数的
±
5%;
[0022]
s103、若电流信号an2对应的感应线圈出现异常波动,则立刻提升电流信号an1、an2和an3对应的感应线圈的电磁参数至150%,随后缓慢降低电流信号an2对应的感应线圈的电磁参数,至波动降低到预设范围,通常为目标参数的
±
5%;
[0023]
s104、若电流信号an1、an2和an3对应的感应线圈均出现异常波动,则立刻停止浇铸,停机检查设备。
[0024]
可优选的是,所述电磁侧封板分为三个调控区块k1、k2和k3,所述电磁侧封板调控区块内的线圈呈多组配置,所述电磁侧封板中线圈按照圆形或方形进行缠绕。
[0025]
可优选的是,所述线圈以中空紫铜管围缠绕成矩形或圆形,中空紫铜管内部能通冷却液进行冷却,中空紫铜管外部涂覆绝缘材料层,单个线圈呈m匝,所述电磁侧封板顶端第1层感应线圈空间的位置高于熔池的高度h,小于铸轧辊的半径r,为熔池上层液态金属的侧封提供更大的侧封力。
[0026]
所述线圈内置铁芯,用于聚磁、增强磁场强度。
[0027]
可优选的是,所述电磁力分为挤压侧封力和限位侧封力两部分,所述挤压侧封力由电磁侧封板左端调控区块和右端调控区块实现,所述限位侧封力由电磁侧封板中间调控区块实现。
[0028]
可优选的是,所述的挤压侧封力为熔池侧封的第一作用力,所述的限位侧封力为熔池侧封的辅助作用力,所述挤压侧封力和所述限位侧封力均作用于铸轧辊的辊端和隔热装置之间区域;所述挤压侧封力呈180度反向对称分布,其力作用方向垂直于铸轧辊的轴线,所述限位侧封力的作用方向平行于铸轧辊的轴线,指向熔池内部。
[0029]
可优选的是,铸轧过程中,所述铸轧辊的辊面提供的支反力和所述电磁侧封板电磁力提供熔池端面的侧封力一起构建完整的熔池。
[0030]
本发明的另外一方面,提供一种用于双辊薄带铸轧电磁挤压式金属熔池侧封板,其包括电磁侧封板、感应线圈、隔热装置、绝磁辊环和铸轧辊,所述电磁侧封板对称布置在铸轧辊的辊端,所述电磁侧封板的调控区块设有多组侧封板感应线圈,所述铸轧辊和所述电磁侧封板分别位于所述熔池的内部,所述电磁侧封板在接近铸轧辊的一端设有隔热装置,所述隔热装置采用耐火材料,用来预防开浇阶段,液态金属冲击辊缝而产生飞溅、损伤电磁侧封板,所述绝磁辊环分别位于所述铸轧辊的两辊端,用于防止铸轧辊磁化,绝磁辊环采用绝磁材料。
[0031]
本发明与现有技术相比,具有如下优点:
[0032]
1.相比于固体侧封技术,本发明提出的侧封原理无需将侧封板与轧辊相贴合,其二者之间存在一定的空隙,进而避免了轧辊对侧封板的磨损,极大地延长了侧封板的使用
寿命;
[0033]
2.相比于气体侧封技术,本发明中所形成的侧封力远大于气压侧封,且该侧封力更加稳定,具有抗液态金属冲击干扰能力;
[0034]
3.本发明提供的挤压式电磁侧封形式中,电磁力的调控相比于传统电磁侧封更简便,无需进行静压力实时监控及电磁力精确控制,只需尽可能提升挤压侧封力和限位侧封力,即可完成侧封,操作简单,装置简便,易于实现工业控制。
附图说明
[0035]
图1为本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法的工作流程图;
[0036]
图2为本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法中侧封板的工作示意图;
[0037]
图3为本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法中熔池端面电磁侧封力的分布示意图;
[0038]
图4为本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法中侧封板感应线圈结构示意图;
[0039]
图5为本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法中仅挤压侧封力作用下的原理图;
[0040]
图6为本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法中挤压侧封力与限位侧封力共同作用下的原理图;
[0041]
图7为本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法中定位装置、外置电源示意图。
[0042]
主要附图标记:
[0043]
电磁侧封板1,第一列第一个感应线圈111,第一列第二个感应线圈112,第一列第三个感应线圈113,第二列第一个感应线圈121,第二列第二个感应线圈122,第二列第三个感应线圈123,第三列第一个感应线圈131,第三列第二个感应线圈132,第三列第三个感应线圈133,第四列第一个感应线圈141,第四列第二个感应线圈142,第四列第三个感应线圈143,熔池端面2,隔热装置3,铸轧辊4,绝磁辊环5,定位装置6,外置电源7,信号采集装置8,挤压侧封力9,限位侧封力10。
具体实施方式
[0044]
为详尽本发明之技术内容、结构特征、所达成目的及功效,以下将结合说明书附图进行详细说明。
[0045]
一种双辊薄带铸轧电磁挤压式金属熔池侧封方法,如图1所示,侧封方法的具体实施步骤如下:
[0046]
s1、在铸轧辊4的两辊端分别布置电磁侧封板1,接着在电磁侧封板1的调控区块,自顶端入口至底端出口分别铺设n层感应线圈,顶端入口为第1层感应线圈,底端出口为第n层感应线圈;
[0047]
s2、正向启动铸轧辊4,使两铸轧辊4相向旋转,待两铸轧辊4旋转稳定后,使用定位装置6将电磁侧封板1缓慢推至距离铸轧辊4的辊端1~5mm处的工作位置;
[0048]
s3、待铸轧辊4空转5圈后,使用定位装置6将电磁侧封板1退回到初始位置,同时,检查电磁侧封板1的隔热装置3是否磨损;
[0049]
s31、若电磁侧封板1的隔热装置3产生了磨损,则立刻更换电磁侧封板1的隔热装置3,并再次使用定位装置6将更换的电磁侧封板1推至步骤s2所达到的工作位置处;
[0050]
s32、若电磁侧封板1的隔热装置3无磨损,则直接使用定位装置6将电磁侧封板1推至步骤s2所达到的工作位置处;
[0051]
s4、通过外置电源7分别为电磁侧封板1上的n层感应线圈单独供电,同时,通过外置电源7的信号采集装置8获得第1至n层感应线圈通道的电流信号a
ni
=i(t),其中,a
ni
为第n层第i个感应线圈的电流信号值,i=1,2,3,t为通电时间,通过获得的电流信号a
ni
检查并获得的a
ni
是否连续且不为零,确保第1至n层感应线圈通路;
[0052]
s5、通过外置电源7为电磁侧封板1上的n层感应线圈整体供电,同时,通过外置电源7的信号采集装置8获得第1至n层感应线圈各支路的功率信号p
ni
=f(t)及总功率信号p=f(t),其中,p
ni
为第n层第i个感应线圈的功率信号值,t为通电时间,使用外置电源7的信号采集装置8,来检查获得的p
ni
及p是否连续且不为零,确保外置电源稳定供电;
[0053]
s6、以目标工况的50%参数值对电磁侧封板1进行预调,来排查线n层感应圈的通路状况,并通过外置电源7为电磁侧封板1上待工作的n层感应线圈预热;
[0054]
s7、通过冷却塔经冷却管路为电磁侧封板1上的n层感应线圈通水冷却,冷却塔冷却后,通入n层感应线圈的水温控制在40℃范围内,冷却塔冷却供水速度为1.2m/s至2.3m/s,保证电磁侧封板1上的n层感应线圈的紫铜管温度低于500℃;
[0055]
s8、通过外置电源7,铸轧辊4两辊端的电磁侧封板1的感应线圈产生电磁场,从而在熔池端面2分别形成感应电流,并在电磁场作用下形成电磁力,电磁力作用于铸轧辊4端面与隔热装置之间,通过产生不同的电磁力,来平衡液态金属的静压力,确保熔池的稳定,电磁侧封板1向熔池端部的投影面积大于熔池端面2的面积,以确保整个熔池端面2均受侧封调控;
[0056]
s9、将电磁侧封板1上的n层感应线圈的电磁参数值提升至80%,同时开启铸轧机控制系统、主轴驱动电机及液压压下系统,测试工作铸轧辊4的转速、压下行程等铸轧工艺参数,若各参数均可达到目标工艺值的80%且波动幅度足够小,则准备开浇;
[0057]
s10、将电磁侧封板1上的n层感应线圈的电磁参数提升至100%,通过倾覆熔炉来将液态金属逐渐倒入熔池区,随熔池温度的升高,监测电流信号a
ni
=i(t)的波动情况,来预防因熔池升高诱发的感应线圈感生电流过大而烧毁感应线圈;
[0058]
s101、若电流信号ani无异常,则继续向熔池区添加液态金属;
[0059]
s102、若电流信号an1和an3所对应的感应线圈出现异常波动,则立刻提升电流信号an2对应的感应线圈的电磁参数至150%,随后快速提升电流信号an1和an3所对应的感应线圈电磁参数,至波动降低到预设范围,通常为目标参数的
±
5%;
[0060]
s103、若电流信号an2对应的感应线圈出现异常波动,则立刻提升电流信号an1、an2和an3对应的感应线圈的电磁参数至150%,随后缓慢降低电流信号an2对应的感应线圈的电磁参数,至波动降低到预设范围,通常为目标参数的
±
5%;
[0061]
s104、若电流信号an1、an2和an3对应的感应线圈均出现异常波动,则立刻停止浇铸,停机检查设备。
[0062]
具体而言,电磁侧封板1分为三个调控区块k1、k2和k3,电磁侧封板1的调控区块内的线圈呈多组配置,电磁侧封板1中线圈按照圆形或方形进行缠绕。
[0063]
线圈以中空紫铜管围缠绕成矩形或圆形,中空紫铜管内部可通冷却液进行冷却,中空紫铜管外部涂覆绝缘材料层,单个线圈呈m匝;进一步,为了保证给熔池上层液态金属的侧封提供更大的侧封力,电磁侧封板1顶端第1层感应线圈空间的位置要高于熔池的高度h,并小于铸轧辊4的半径r。线圈内置铁芯,用于聚磁、增强磁场强度。
[0064]
熔池两端部分别受两侧电磁侧封板1所产生的电磁场影响,在熔池两端面分别形成感应电流,并在电磁场作用下形成电磁力。电磁力分为挤压侧封力9和限位侧封力10两部分,挤压侧封力9由电磁侧封板1左端调控区块和右端调控区块实现,限位侧封力10由电磁侧封板中间调控区块实现。
[0065]
挤压侧封力9为熔池侧封的第一作用力也是主要作用力,限位侧封力10为熔池侧封的辅助作用力,挤压侧封力9和限位侧封力10均作用于铸轧辊4的辊端和隔热装置3之间区域;挤压侧封力9呈180度反向对称分布,其力作用方向垂直于铸轧辊4的轴线,限位侧封力10的作用方向平行于铸轧辊4的轴线,指向熔池内部。
[0066]
铸轧过程中,铸轧辊4的辊面提供的支反力和电磁侧封板1电磁力提供熔池端面2的侧封力一起构建完整的熔池。
[0067]
在本发明的一个优选实施中,双辊薄带铸轧电磁挤压式金属熔池侧封装置,其包括电磁侧封板1、感应线圈、隔热装置3、绝磁辊环5和铸轧辊4。电磁侧封板1对称布置在铸轧辊4的辊端,并与铸轧辊4的辊端保持微小距离,二者不接触、不干涉;电磁侧封板1的调控区块设有多组侧封板感应线圈,感应线圈内部通以交流电,在铸轧辊4的辊端部、熔池端部区域产生电磁场;铸轧辊4和电磁侧封板1分别位于熔池的内部,电磁侧封板1在接近铸轧辊4的一端设有隔热装置3,隔热装置3采用耐火材料,用来预防开浇阶段,液态金属冲击辊缝而产生飞溅、损伤电磁侧封板1,此外,隔热装置3具有一定的结构强度,用于防止开浇初期熔池端部失稳而造成的电磁侧封板1冲击损坏。绝磁辊环5分别位于铸轧辊4的两辊端,用于防止铸轧辊4磁化,绝磁辊环5采用绝磁材料。
[0068]
在电磁侧封板1上按顺序排列的感应线圈,如图4所示,其包括第一列第一个感应线圈111、第一列第二个感应线圈112、第一列第三个感应线圈113、第二列第一个感应线圈121、第二列第二个感应线圈122、第二列第三个感应线圈123、第三列第一个感应线圈131、第三列第二个感应线圈132、第三列第三个感应线圈133、第四列第一个感应线圈141、第四列第二个感应线圈142和第四列第三个感应线圈143。多组感应线圈分别连接至控制系统,用于分路控制,控制系统可调节感应线圈的电流、频率,进而在熔池端部形成多区段、灵活可控的电磁场。
[0069]
本发明方法的主要工作原理如下:
[0070]
电磁侧封板1经控制系统分路调控,可在其周边空间产生变化的电磁场,该电磁场直接作用于熔池端部的液态金属;熔池端部的电磁场自出口侧至入口侧的挤压侧封力9逐渐增强,限位侧封力10保持不变;同时,因电磁侧封板1顶端和底端的调控区块的感应线圈的法线互成一定角度,磁场激发的电磁力也呈相同角度,电磁力挤压熔池端部迫使熔池端部形成楔角,进而以挤压形式将熔池内金属封闭于熔池之中;挤压侧封力9直接作用于熔池端部表面金属,从两侧挤压液态金属,迫使熔池端部金属回流至熔池内部。
[0071]
因电磁感应的集肤效应,电磁场仅作用于熔池端部金属,仅在熔池端部表面区域形成电磁力,对熔池深层区域无影响,对熔池内金属流动无影响。电磁侧封板1的中间调控区块的感应线圈法线与铸轧辊4的轴向平行,其可产生与铸轧辊4的轴线方向平行的电磁力,用于限定熔池端部位置,防止熔池与电磁侧封板1接触。
[0072]
挤压式电磁侧封方法能够有效地抑制熔池中的液态金属从两铸轧辊4的辊端泄漏,其所产生的电磁力能够有效地抵消熔池端部液态金属的静压力;此外,由于电磁热感应原理,处于熔池端部区域的金属除承受电磁力作用外,还将受到电磁感应加热,侧封过程中会对端部金属加热,使端部金属温度高于熔池内部金属。若电磁力大于熔池金属静压力,则熔池端部的液态金属将受挤压回到铸轧辊4内侧;若电磁力恰好平衡熔池金属静压力,则液态金属在铸轧辊4外侧。上述两种形式均可实现无接触的熔池侧封,即电磁挤压式侧封。
[0073]
以下结合实施例对本发明双辊薄带铸轧电磁挤压式金属熔池侧封方法做进一步描述:
[0074]
实施例1:
[0075]
本实施例采用如图2所示的电磁侧封装置,熔池端部受力如图5所示,电磁侧封在控制系统调控下产生可变电磁场,作用于熔池端部,形成电磁力。本实施例中,仅凭挤压侧封力9可完全实现熔池侧封,将熔池端部控制于铸轧辊4端面与隔热装置3之间的区域。
[0076]
将电磁侧封板1成对布置于铸轧辊4的两辊端,电磁侧封板1的端面与铸轧辊4的辊端保持一定距离d,d≥10mm;电磁侧封板1包括三个调控区块k1、k2和k3,其中调控区块k1、k3的法线与铸轧辊4的轴线成30
°
,调控区块k2的法线与铸轧辊4的轴线平行。
[0077]
调控区块自顶端入口至底端出口分别铺设3层感应线圈,顶端入口为第1层感应线圈,底端出口为第3层线圈,其中,调控区块k2包含2列线圈。
[0078]
感应线圈以中空紫铜管围缠绕成矩形,中空紫铜管内部可通冷却液进行冷却,中空紫铜管外部涂覆绝缘材料层,单个线圈呈3匝,电磁侧封板1顶端第1层感应线圈空间的位置高于熔池的高度h=30mm,小于铸轧辊4的半径r=140mm。感应线圈内置铁芯,可增强磁场强度至无铁芯状态130%。
[0079]
本实施例中电磁侧封板1采用如图4所示的布局结构,电磁侧封板1两端区块提供挤压侧封力9。两端区块的各个感应线圈受控制系统分路调控,其中,第一列第三个感应线圈113和第四列第三个感应线圈143采用相同的磁参数,确保该层电磁场磁感应强度b3分布均等;第一列第二个感应线圈112和第四列第二个感应线圈142采用相同的磁参数,各磁参数数值略大于3号层,确保该层电磁场磁感应强度b2分布均等;第一列第一个感应线圈111、第四列第一个感应线圈141采用相同的磁参数,各磁参数数值略大于2号层,确保该层电磁场磁感应强度b1分布均等。熔池端部呈倒三角形状,端部金属静压力自出口侧向入口侧逐渐升高,因而本实施例中电磁侧封板所形成的各层电磁场磁感应强度大小为b1>b2>b3。
[0080]
具体操作步骤如下:
[0081]
s1、在铸轧辊4的两辊端分别布置电磁侧封板1,接着在电磁侧封板1的调控区块,自顶端入口至底端出口分别铺设3层感应线圈,顶端入口为第1层感应线圈,底端出口为第3层感应线圈。
[0082]
s2、正向启动铸轧辊4,使两铸轧辊4相向旋转,待两铸轧辊4旋转稳定后,使用定位装置6将电磁侧封板1缓慢推至距离铸轧辊的辊端5mm处的工作位置。
[0083]
s3、待铸轧辊4空转5圈后,将电磁侧封板1的定位装置退回到初始位置,同时,检查电磁侧封板1的隔热装置3是否磨损。
[0084]
s31、若电磁侧封板1的隔热装置3产生了磨损,则立刻更换电磁侧封板1的隔热装置3,并再次将更换的电磁侧封板1的定位装置6推至步骤s2所达到的工作位置处。
[0085]
s32、若电磁侧封板1的隔热装置无磨损,再次使用定位装置6将电磁侧封板1推至工作位置处。
[0086]
s4、通过外置电源7分别为电磁侧封板1上的3层感应线圈单独供电,同时,通过外置电源7的信号采集装置8获得第1至3层感应线圈通道的电流信号a
ni
=sint+1.736t
2
,其中,a
ni
为第n层第i个感应线圈的电流信号值,i=1,2,3,t为通电时间,测得电流信号连续。
[0087]
s5、通过外置电源7为电磁侧封板1上的3层感应线圈整体供电,同时,通过外置电源7的信号采集装置8获得外置电源各支路功率信号p
ni
=f(t)及总功率信号p=1.95(sint+1.736t
2
)
2
,其中,p
ni
为第n层第i个感应线圈的功率信号值,t为通电时间,测得功率信号连续。
[0088]
s6、以目标工况的50%参数值对电磁侧封板1进行预调,以排查感应线圈通路状况,通过外置电源7为电磁侧封板1上待工作的3层感应线圈预热。
[0089]
s7、通过冷却塔经冷却管路为电磁侧封板1上的3层感应线圈通水冷却,冷却塔冷却后,通入3层感应线圈的水温控制在40℃范围内,冷却塔冷却供水速度为1.73m/s,保证电磁侧封板1上的3层感应线圈的紫铜管温度低于500℃。
[0090]
s8、通过外置电源7,铸轧辊4两辊端的电磁侧封板1的感应线圈产生电磁场,从而在熔池两端面分别形成感应电流,并在电磁场作用下形成电磁力,电磁力作用于轧辊端面与隔热装置之间,通过电磁侧封板1两端区块提供挤压侧封力9,来平衡液态金属的静压力,确保熔池的稳定。
[0091]
s9、将电磁侧封板1上的3层感应线圈的电磁参数值提升至80%,开启铸轧机控制系统、主轴驱动电机及液压压下系统,测试工作铸轧辊4的转速、压下行程等铸轧工艺参数,各参数的波动幅度足够小,准备开浇。
[0092]
s10、将电磁侧封板1上的3层感应线圈的电磁参数提升至100%,通过倾覆熔炉而将液态金属逐渐倒入熔池区;
[0093]
s101、电流信号a
ni
无异常,继续向熔池区添加液态金属。
[0094]
本实施例采用发明中的工作流程,电磁侧封板1的各调控区块感应线圈综合调控,在熔池端部形成电磁场,该电磁场可促使熔池端部产生挤压式电磁力,迫使液态金属封闭于熔池区内,熔池端部不超过铸轧辊4的辊身并在电磁场作用下保持稳定。
[0095]
实施例2:
[0096]
本实施例采用如图2所示的电磁侧封原理,熔池端部受力如图6所示,电磁侧封在控制系统调控下产生可变电磁场,作用于熔池端部,形成电磁力。本实施例中,熔池浇铸速度、浇铸量均高于实施例1中的设计参数,熔池体积也大于实施例1的设计参数,同时,熔池无论是在开浇初期,还是熔池稳定阶段,熔池端部均超过铸轧辊4的辊身。
[0097]
此时,仅凭挤压侧封力难以实现熔池侧封,需挤压侧封力9、限位侧封力10共同作用方可实现侧封。整个调控过程中,电磁侧封板1中的各个调控区块由控制系统综合调控,全部投入使用。其三层感应线圈所产生的磁场强度均高于实施例1的最高磁场强度。熔池端
部金属可在电磁力作用下形成稳定侧封的同时,从入口侧至出口侧在力作用下压回至铸轧辊4辊端面以内的区域,确保整个轧制过程仍是在铸轧辊4的辊身范围内进行。
[0098]
将电磁侧封板1成对布置于铸轧辊4的两辊端,电磁侧封板1的端面与铸轧辊4的辊端保持一定距离d,d≥10mm;电磁侧封板1包括三个调控区块k1、k2和k3,其中调控区块k1、k3的法线与铸轧辊4的轴线成30
°
,调控区块k2的法线与铸轧辊4的轴线平行。
[0099]
调控区块自顶端入口至底端出口分别铺设3层感应线圈,顶端入口为第1层感应线圈,底端出口为第3层线圈,其中,调控区块k2包含2列线圈。
[0100]
感应线圈以中空紫铜管围缠绕成矩形,中空紫铜管内部可通冷却液进行冷却,中空紫铜管外部涂覆绝缘材料层,单个线圈呈3匝;电磁侧封板1顶端第1层感应线圈空间的位置高于熔池的高度h=30mm,小于铸轧辊4的半径r=140mm。感应线圈内置铁芯,可增强磁场强度至无铁芯状态130%。
[0101]
本实施例中电磁侧封板1采用如图4所示的布局结构,电磁侧封板1两端区块提供挤压侧封力9。两端区块的各个感应线圈受控制系统分路调控,其中,第一列第三个感应线圈113和第四列第三个感应线圈143采用相同的磁参数,确保该层电磁场磁感应强度b3分布均等;第一列第二个感应线圈112和第四列第二个感应线圈142采用相同的磁参数,各磁参数数值略大于3号层,确保该层电磁场磁感应强度b2分布均等;第一列第一个感应线圈111、第四列第一个感应线圈141采用相同的磁参数,各磁参数数值略大于2号层,确保该层电磁场磁感应强度b1分布均等。熔池端部呈倒三角形状,端部金属静压力自出口侧向入口侧逐渐升高,因而本实施例中电磁侧封板所形成的各层电磁场磁感应强度大小为b1>b2>b3。
[0102]
具体操作步骤如下:
[0103]
s1、在铸轧辊4的两辊端分别布置电磁侧封板1,接着在电磁侧封板1的调控区块,自顶端入口至底端出口分别铺设3层感应线圈,顶端入口为第1层感应线圈,底端出口为第3层感应线圈。
[0104]
s2、正向启动铸轧辊4,使两铸轧辊4相向旋转,待两铸轧辊4旋转稳定后,使用定位装置6将电磁侧封板1缓慢推至距离铸轧辊的辊端5mm处的工作位置。
[0105]
s3、待铸轧辊4空转5圈后,将电磁侧封板1的定位装置退回到初始位置,同时,检查电磁侧封板1的隔热装置3是否磨损;
[0106]
s31、若电磁侧封板1的隔热装置3产生了磨损,则立刻更换电磁侧封板1的隔热装置3,并再次将更换的电磁侧封板1的定位装置6推至步骤s2所达到的工作位置处;
[0107]
s32、若电磁侧封板1的隔热装置无磨损,再次使用定位装置6将电磁侧封板1推至工作位置处。
[0108]
s4、通过外置电源7分别为电磁侧封板1上的3层感应线圈单独供电,同时,通过外置电源7的信号采集装置8获得第1至3层感应线圈通道的电流信号a
ni
=sint+1.736t
2
,其中,a
ni
为第n层第i个感应线圈的电流信号值,i=1,2,3,t为通电时间,测得电流信号连续。
[0109]
s5、通过外置电源7为电磁侧封板1上的3层感应线圈整体供电,同时,通过外置电源7的信号采集装置8获得外置电源各支路功率信号p
ni
=f(t)及总功率信号p=1.95(sint+1.736t
2
)
2
,其中,p
ni
为第n层第i个感应线圈的功率信号值,t为通电时间,测得功率信号连续。
[0110]
s6、以目标工况的50%参数值对电磁侧封板1进行预调,以排查感应线圈通路状
况,通过外置电源7为电磁侧封板1上待工作的3层感应线圈预热。
[0111]
s7、通过冷却塔经冷却管路为电磁侧封板1上的3层感应线圈通水冷却,冷却塔冷却后,通入3层感应线圈的水温控制在40℃范围内,冷却塔冷却供水速度为1.73m/s,保证电磁侧封板1上的3层感应线圈的紫铜管温度低于500℃。
[0112]
s8、通过外置电源7,铸轧辊4两辊端的电磁侧封板1的感应线圈产生电磁场,从而在熔池两端面分别形成感应电流,并在电磁场作用下形成电磁力,电磁力作用于轧辊端面与隔热装置之间,通过电磁侧封板1两端区块提供挤压侧封力9和限位侧封力10,来平衡液态金属的静压力,确保熔池的稳定。
[0113]
s9、将电磁侧封板1上的3层感应线圈的电磁参数值提升至80%,开启铸轧机控制系统、主轴驱动电机及液压压下系统,测试工作铸轧辊4的转速、压下行程等铸轧工艺参数,各参数的波动幅度足够小,准备开浇。
[0114]
s10、将电磁侧封板上的3层感应线圈的电磁参数提升至100%,通过倾覆熔炉而将液态金属逐渐倒入熔池区;
[0115]
s101、电流信号a
ni
无异常,继续向熔池区添加液态金属。
[0116]
通过上述实施例可以看出,本发明具有以下优点:
[0117]
本发明采用挤压式侧封,相比于传统推力侧封,挤压式侧封可以简化电磁力调控过程,通过为使用两个侧封板形成相等的电磁力,即可在熔池区形成均等的电磁挤压力,无需进行侧封力预估及侧封补偿。
[0118]
本发明的外置侧封板可以实现液态金属超出辊身后的侧封调节,也可以实现液态金属保留在辊身内的侧封调节,具有较为广泛的调控域。同时,对于熔池区边界部分可以形成感应加热,进而保证边部温度较高,甚至使边部金属保持液态悬浮。
[0119]
以上所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips