
 商标分类
商标分类  商标转让
商标转让 
一种薄带连铸侧封压紧机构的控制方法及装置与流程
 2021-01-30 04:01:57|
2021-01-30 04:01:57| 377|
377| 起点商标网
起点商标网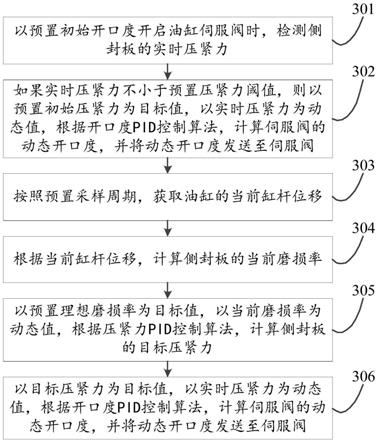
[0001]
本发明涉及冶金技术领域,特别是涉及一种薄带连铸侧封压紧机构的控制方法及装置。
背景技术:
[0002]
薄带连铸是将液体钢水直接铸轧成厚度生产5mm以下的薄带坯,且仅需经过一道或两道热轧,便可由卷取机卷取成热轧卷。在薄带连铸的生成过程中,为了防止结晶辊之间贮存的钢水从边部漏掉,保证连铸熔池高度稳定,需要使用两块侧封板堵住连铸熔池两端,侧封板与结晶辊端面之间有一定的接触,结晶辊转动过程中不断地磨损侧封板。如果侧封板磨损过于严重,侧封板不能封住连铸熔池,需要暂停连续生产,待更换过新的侧封板后再重新开始浇注。在更换侧封板的过程中,中包、布流包、水口等耐材会不断地降温,若温度过低,可能导致再次开始浇注时钢液在耐材处凝固,或者钢液温度过低在熔炼池内生成冷钢,最终导致系统失控,影响成带质量甚至被动停浇。在薄带连铸的生产成本中,耐材成本所占的比重较大,为了降低耐材成本最好延长耐材的使用时间,尽可能地长时间连铸。
[0003]
为了将侧封板压靠至结晶辊面,两台侧封机构分别由不同的伺服油缸推动侧封板压靠至结晶辊。如果伺服油缸的推力不够,那么侧封会板会被连铸熔池内的钢水推开,造成漏钢。如果伺服油缸的推力过大,那么侧封板的磨损速度较快,侧封板的使用时间缩短,减少耐材使用时间,增加吨钢耐材成本。现有技术中的压紧机构仅公开严谨结构,需要压紧的部件往往位置相对稳定,只需要按照预置的压紧行程实现压紧功能即可。目前亟待解决的问题是,薄带连铸侧封压紧机构在压紧侧封板的过程中,既保证侧封板与连铸熔池之间不漏钢,又能尽可能减小侧封板磨损速度,增加耐材稳定使用时长。
技术实现要素:
[0004]
有鉴于此,本发明提供一种薄带连铸侧封压紧机构的控制方法及装置,主要目的在于解决现有技术中薄带连铸侧封压紧机构在压紧侧封板的过程中,不能既保证侧封板与连铸熔池之间不漏钢,又能尽可能减小侧封板磨损速度的问题。
[0005]
依据本发明一个方面,提供了一种薄带连铸侧封压紧机构的控制方法,包括:
[0006]
以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力;
[0007]
如果所述实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以所述实时压紧力为动态值,根据开口度pid控制算法,计算所述伺服阀的动态开口度,并将所述动态开口度发送至所述伺服阀,以使得所述伺服阀根据所述动态开口度调整所述伺服阀的开口度;
[0008]
按照预置采样周期,获取所述油缸的当前缸杆位移;
[0009]
根据所述当前缸杆位移,计算所述侧封板的当前磨损率;
[0010]
以预置理想磨损率为目标值,以所述当前磨损率为动态值,根据压紧力pid控制算法,计算所述侧封板的目标压紧力;
[0011]
以所述目标压紧力为目标值,以所述实时压紧力为动态值,根据所述开口度pid控制算法,计算所述伺服阀的动态开口度,并将所述动态开口度发送至所述伺服阀。
[0012]
依据本发明另一个方面,提供了一种薄带连铸侧封压紧机构的控制装置,包括:
[0013]
检测模块,用于以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力;
[0014]
发送模块,用于如果所述实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以所述实时压紧力为动态值,根据开口度pid控制算法,计算所述伺服阀的动态开口度,并将所述动态开口度发送至所述伺服阀,以使得所述伺服阀根据所述动态开口度调整所述伺服阀的开口度;
[0015]
获取模块,用于按照预置采样周期,获取所述油缸的当前缸杆位移;
[0016]
第一计算模块,用于根据所述当前缸杆位移,计算所述侧封板的当前磨损率;
[0017]
第二计算模块,用于以预置理想磨损率为目标值,以所述当前磨损率为动态值,根据压紧力pid控制算法,计算所述侧封板的目标压紧力;
[0018]
所述发送模块,还用于以所述目标压紧力为目标值,以所述实时压紧力为动态值,根据所述开口度pid控制算法,计算所述伺服阀的动态开口度并将所述动态开口度发送至所述伺服阀。
[0019]
根据本发明的又一方面,提供了一种计算机存储介质,所述计算机存储介质中存储有至少一种可执行指令,所述可执行指令使处理器执行如上述薄带连铸侧封压紧机构的控制方法对应的操作。
[0020]
根据本发明的再一方面,提供了一种计算机设备,包括:处理器、存储器、通信接口和通信总线,所述处理器、所述存储器和所述通信接口通过所述通信总线完成相互间的通信;
[0021]
所述存储器用于存放至少一种可执行指令,所述可执行指令使所述处理器执行上述薄带连铸侧封压紧机构的控制方法对应的操作。
[0022]
借由上述技术方案,本发明实施例提供的技术方案至少具有下列优点:
[0023]
本发明提供了一种薄带连铸侧封压紧机构的控制方法及装置,首先以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力,如果实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀,然后按照预置采样周期,获取油缸的当前缸杆位移,再根据当前缸杆位移,计算侧封板的当前磨损率,再以预置理想磨损率为目标值,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力,最后以目标压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。与现有技术相比,本发明实施例通过对目标压紧力和开口度都采用pid控制算法,在动态过程中精确控制侧封板的磨损率,既保证侧封板与连铸熔池之间不漏液,又能尽可能减小侧封板磨损速度,使得侧封板以较慢速度均匀磨损,最终延长侧封板的使用寿命。
[0024]
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
[0025]
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
[0026]
图1示出了本发明实施例提供的一种薄带连铸侧封压紧机构的立体示意图;
[0027]
图2示出了本发明实施例提供的一种薄带连铸侧封压紧机构的侧视示意图;
[0028]
图3示出了本发明实施例提供的一种薄带连铸侧封压紧机构的控制方法流程图;
[0029]
图4示出了本发明实施例提供的一种油缸剖面结构示意图;
[0030]
图5示出了本发明实施例提供的另一种薄带连铸侧封压紧机构的控制方法流程图;
[0031]
图6示出了本发明实施例提供的侧封板受力面积示意图;
[0032]
图7示出了本发明实施例提供的一种薄带连铸侧封压紧机构的控制装置组成框图;
[0033]
图8示出了本发明实施例提供的另一种薄带连铸侧封压紧机构的控制装置组成框图;
[0034]
图9示出了本发明实施例提供的一种计算机设备的结构示意图。
[0035]
附图说明:1-结晶辊,2-侧封板,3-侧封机构,4-油缸,5-熔炼池,6-缸杆,7-有杆腔,8-活塞,9-无杆腔,10-第一液压油出入口,11-第二液压油出入口。
具体实施方式
[0036]
下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
[0037]
在薄带连铸生产过程中,侧密封的效果主要受侧封板自身的材质、侧封板与结晶辊之间的相对位置,侧封机构力传导方式等因素影响,而侧封压紧力只要大于侧封允许的最小压紧力,则压紧力大小对侧封效果无明显影响,仅影响磨损率。如图1和图2所示的薄带连铸侧封压紧机构示意图,其中油缸与侧封压紧机构连接,侧封压紧机构与侧封板连接,油缸直接作用于侧封压紧机构,间接作用于侧封板,以使得侧封板与连铸熔池之间不漏液。油缸有无杆腔和有杆腔两个油腔,通过伺服阀开口度控制油缸两个油腔的进油和出油。当伺服阀开口度为正数时,无杆腔进油,有杆腔出油,油缸推力增大。开口度正向越大,无杆腔进油和有杆腔出油速度越快,推力增大速度越快。伺服阀开口度为负数时,无杆腔出油,有杆腔进油,油缸推力减小。开口度负向越大,无杆腔出油和有杆腔进油速度越快,推力减小大速度越快。因此能够通过控制伺服阀开口度控制压力大小,以保证侧封板能够保证以尽可能小的推力控制油缸,同时能够将侧封板与连铸熔池之间不漏液,又能将侧封板的磨损速度控制在可允许的范围内。
[0038]
本发明实施例提供了一种薄带连铸侧封压紧机构的控制方法,如图3所示,该方法包括:
[0039]
301、以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力。
[0040]
如图4所示,油缸中缸杆用于连接负载,在本发明中负载是指侧封板。活塞将油缸内部分成两个区域,有杆腔和无杆腔。当无杆腔液压对活塞的推力大于有杆腔内液压油对活塞的压力时,活塞向缸杆侧移动,缸杆从油缸伸出。相对应的,当无杆腔内液压油对活塞的推力小于有杆腔内液压油对活塞的压力时,活塞向缸杆侧的方向移动,缸杆缩回油缸。
[0041]
在缸杆伸出过程中,缸杆带动薄带连铸侧封机构碰到了侧封板,导致油缸缸杆无法继续伸出,此时无杆腔内液压油对活塞的推力依然是大于有杆腔内液压油对活塞的压力,那么这部分富余力就作用到了侧封板,这部分富余力也就是侧封板的压紧力。
[0042]
为了保证侧封板能够压靠到结晶辊,以预置初始开口度开启油缸伺服阀,并在开启油缸伺服阀时,检测侧封板的实时压紧力。预置初始开口度为正值,伺服阀控制有杆腔内液压油从第二液压油进出口流出,同时控制液压油从第一液压油进出口流入,使得有杆腔内液压油压力减小,无杆腔内液压油压力增加。预置初始开口度越大,实时压紧力增加的速率越快。
[0043]
由于在薄带连铸的实际环境中,在缸杆前端无法安装压力传感器,所以实时压紧力是检测油缸的油压计的油压再计算得到。实时压紧力是无杆腔对活塞的作用力,与有杆腔油压对活塞作用力的差值,其中无杆腔对活塞的作用力的大小为无杆腔油压和活塞面积的乘积;有杆腔油压对活塞作用力大小为有杆腔油压和活塞有效面积的乘积,活塞有效面积是活塞面积与缸杆截面积的差值。
[0044]
302、如果实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。
[0045]
预置压紧力阈值,是能够使得缸杆移动距离足够使得侧封板与连铸熔池之间不漏液的压紧力值。如果实时压紧力不小于预置压紧力阈值,则开始薄带连铸,并依据开口度pid控制算法,计算伺服阀的动态开口度。在计算过程中,以预置初始压紧力为目标值,以实时压紧力为动态值,计算动态开口度。将动态开口度发送至伺服阀,伺服阀根据动态开口度调整伺服阀的开口度,有杆腔和无杆腔内的液压油的多少不断变化,无杆腔对活塞的作用力与有杆腔油压对活塞作用力不断变化,也就是实时压紧力不断变化,也就是不断的重新计算伺服阀开口度。
[0046]
303、按照预置采样周期,获取油缸的当前缸杆位移。
[0047]
当前缸杆位移是指预置采样周期中侧封板磨损的厚度。位移传感器实时检测缸杆的移动距离,按照预置采样周期,每间隔预定的时间获取一次油缸的当前缸杆位移。当前缸杆位移是相对于缸杆的初始位置而言的。初始位置通常为缸杆伸出的最小距离的位置。
[0048]
304、根据当前缸杆位移,计算侧封板的当前磨损率。
[0049]
统计在若干个预置采样周期中的第一个当前缸杆位移和最后一个缸杆位移,计算位移差,位移差与采样总时间的比值即是侧封板的当前磨损率。
[0050]
305、以预置理想磨损率为目标值,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力。
[0051]
随着生成过程的进行,侧封压紧机构会产生热膨胀,热膨胀导致侧封机构的前进阻力变大,所以以预置初始压紧力作为开口度pid控制算法的目标值不能适应薄带连铸过程产生的动态变化,需要重新计算其目标值。
[0052]
当前磨损率是在薄带连铸过程中产生的动态变化量,以当前磨损率为动态值,计算不断变化地目标压紧力。在薄带连铸过程中以预置理想磨损率为最优的侧封板磨损目标,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力。
[0053]
306、以目标压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。
[0054]
动态开口度可以是正数也可以是负数,动态开口度为正数时,伺服阀控制有杆腔内液压油从第二液压油进出口流出,同时控制液压油从第一液压油进出口流入,使得有杆腔内液压油压力减小,无杆腔内液压油压力增加;动态开口度为负数时,伺服阀控制有杆腔内液压油从第二液压油进出口流入,同时控制液压油从第一液压油进出口流出,使得有杆腔内液压油压力增加,无杆腔内液压油压力减小。由于在薄带连铸过程中,温度、溶液质量、结晶辊附着物、结晶辊转速、液位高度、侧封板磨损等因素的影响,实时压紧力是动态变化的,因此根据实时压紧力计算的动态开口度也是动态变化的。
[0055]
示例性的,以10ms为程序的计算周期,说明在双层pid算法的执行过程。在本步骤第一次根据开口度pid控制算法计算得到第一动态开口度之后,伺服阀根据第一开口度开启伺服阀并保持,经过10ms开启下一计算周期,再根据新的当前磨损率通过压紧力pid控制算法计算侧封板的目标压紧力,再根据新的目标压紧力通过开口度pid控制算法计算第二动态开口度,伺服阀根据第二开口度开启伺服阀并保持。也就是在薄带连铸过程中,当实时压紧力首次到达不小于预置压紧力阈值之后,不断交替重复使用压紧力pid控制算法与开口度pid控制算法,计算动态开口度以实时调整伺服阀开口度。
[0056]
根据压紧力pid控制算法计算目标压紧力;根据开口度pid控制算法,计算动态开口度,双层的pid算法,以计算符合实际需求动态开口度的。同时伺服阀的动作频率高,伺服阀的动作精确度高,通过频繁快速且精确地调整伺服阀的开口度,以精确控制油缸前进后退的状态,以及精确控制油缸向侧封板压靠的压力大小。
[0057]
本发明提供了一种薄带连铸侧封压紧机构的控制方法,首先以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力,如果实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀,然后按照预置采样周期,获取油缸的当前缸杆位移,再根据当前缸杆位移,计算侧封板的当前磨损率,再以预置理想磨损率为目标值,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力,最后以目标压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。与现有技术相比,本发明实施例通过对目标压紧力和开口度都采用pid控制算法,在动态过程中精确控制侧封板的磨损率,既保证侧封板与连铸熔池之间不漏液,又能尽可能减小侧封板磨损速度,使得侧封板以较慢速度均匀磨损,最终延长侧封板的使用寿命。
[0058]
本发明实施例提供了另一种薄带连铸侧封压紧机构的控制方法,如图5所示,该方法包括:
[0059]
501、以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力。
[0060]
为了保证侧封板能够压靠到结晶辊,以预置初始开口度开启油缸伺服阀,并在开启油缸伺服阀时,检测侧封板的实时压紧力。预置初始开口度为正值,设置范围为正向开口
度最大值的10%-20%,保证侧封板由缩位向拉伸出位运动时速度合适。
[0061]
由于在薄带连铸的实际环境中,在缸杆前端无法安装压力传感器,所以实时压紧力是检测油缸的油压计的油压再计算得到。实时压紧力是无杆腔对活塞的作用力,与有杆腔油压对活塞作用力的差值,其中无杆腔对活塞的作用力的大小为无杆腔油压和活塞面积的乘积;有杆腔油压对活塞作用力大小为有杆腔油压和活塞有效面积的乘积,活塞有效面积是活塞面积与缸杆截面积的差值。
[0062]
502、如果实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。
[0063]
预置压紧力阈值,是能够使得缸杆移动距离足够使得侧封板与连铸熔池之间不漏液的压紧力值。如果实时压紧力不小于预置压紧力阈值,则取消固定开口度状态,并依据开口度pid控制算法,计算伺服阀的动态开口度。在计算过程中,以预置初始压紧力为目标值,以实时压紧力为动态值,计算动态开口度。将动态开口度发送至伺服阀,伺服阀根据动态开口度调整伺服阀的开口度,有杆腔和无杆腔内的液压油的多少不断变化,无杆腔对活塞的作用力与有杆腔油压对活塞作用力不断变化,也就是实时压紧力不断变化,也就是不断的重新计算伺服阀开口度。
[0064]
预置压紧力预置可以为预置比例系数与油缸最大压紧力的乘积。其中预置比例系数的范围可以为0.6-0.8,当油缸达到油缸最大压紧力时有杆腔内的油压为0,无杆腔中的油压为系统油源压力,油缸最大压紧力等于液压系统油源压力与活塞面积的乘积。
[0065]
为了计算得到的动态开口度更精确,对开口度pid控制算法中的积分环节添加补偿,以修正积分系数的方法进行补偿,修正的积分系数为控制循环周期与基础积分时间系数的乘积,加上控制循环周期与补偿系数的乘积。其中基础积分时间系数的取值范围为50~200,补偿系数的取值范围为0~300。
[0066]
503、按照预置采样周期,获取油缸的当前缸杆位移。
[0067]
当前缸杆位移是指预置采样周期中侧封板磨损的厚度。位移传感器实时检测缸杆的移动距离,按照预置采样周期,每间隔预定的时间获取一次油缸的当前缸杆位移。当前缸杆位移是相对于缸杆的初始位置而言的。初始位置通常为缸杆伸出的最小距离的位置。
[0068]
在获取当前缸杆位移之前,还包括:根据所述薄带连铸结晶辊的旋转速度和结晶辊半径,计算所述薄带连铸结晶辊的旋转周期;将所述旋转周期确定为所述预置采样周期。旋转周期等于结晶辊周长与旋转速度的比值。其中旋转速度是结晶辊旋转的线速度。在本发明实施例中旋转周期与预置采样周期相同,实际上预置采样周期可以为旋转周期的整数倍。
[0069]
504、计算相邻的预置采样周期的当前缸杆位移的位移差。
[0070]
在薄带浇注的初期,溶液初始浇入熔炼池对侧封板冲击较大,并且各项初始参数设置与浇注过程不完全吻合,所以侧封板的磨损率不稳定,也就是位移差不稳定,在不稳定状态计算得到的当前磨损率不具有代表性,使用该当前磨损率进行动态调整不利于稳定侧封板的磨损值。如果位移差大于预置浮动范围,则重新获取当前缸杆位移。
[0071]
505、如果位移差不大于预置浮动范围,则根据当前缸杆位移,计算侧封板的当前磨损率。
[0072]
当然还可以设置当预置数量的连续的位移差都不大于预置浮动范围,在计算当前磨损率。具体的,计算磨损率包括:根据预置磨损转换公式,计算所述当前磨损率,所述预置磨损转换公式为其中a为当前磨损率,p
1
为第一个所述预置采样周期的当前缸杆位移,p
n
为第n个所述预置采样周期的当前缸杆位移,t
i
为第i个所述预置采样周期的时间。其中n的取值范围是2~5。采用采样周期的时间单位是秒,当前缸杆位移的单位是mm,当前磨损率的单位是mm/min。
[0073]
506、以预置理想磨损率为目标值,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力。
[0074]
随着生成过程的进行,侧封压紧机构会产生热膨胀,热膨胀导致侧封机构的前进阻力变大,所以以预置初始压紧力作为开口度pid控制算法的目标值不能适应薄带连铸过程产生的动态变化,需要重新计算其目标值。
[0075]
当前磨损率是在薄带连铸过程中产生的动态变化量,以当前磨损率为动态值,计算不断变化地目标压紧力。在薄带连铸过程中以预置理想磨损率为最优的侧封板磨损目标,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力。
[0076]
为了保证侧封板能够实现侧封效果,在计算目标压紧力之前,还包括:判断所述目标压紧力是否小于限制压紧力,所述限制压紧力是指所述侧封板保证不漏液的最小压紧力;如果判断结果为是,则以所述限制压紧力为目标值,以所述实时压紧力为动态值,根据所述开口度pid控制算法,计算所述伺服阀的动态开口度。
[0077]
在计算限制压紧力的计算过程中,需要考虑侧封板所受熔炼液的静压力,然后在静压力的基础上考虑因熔炼液流动对侧封板产生的冲击力,以两者的合力作为侧封板的限制压紧力。如图6所示,根据侧封板的受力面积,计算限制压紧力的方法包括:根据第一预置公式,计算熔池液位宽度,所述第一预置公式为其中l为所述熔池液位宽度,r
1
为所述结晶辊半径,h为所述熔池内液位高度,s为所述薄带连铸结晶辊的辊缝宽度;根据第二预置公式,计算所述侧封板所承受的侧封板静压强,所述第二预置公式为p
h
=ρgh,其中p
h
为所述侧封板静压强,ρ为熔池内液体密度,h为所述熔池内液位高度,g为重力加速度;根据第三预置公式,计算限制压紧力,所述第三预置公式为其中f
0
为所述侧封板所承受的侧封板静压力;根据第四预置公式,计算所述限制压紧力,所述第四预置公式为f
1
=k
1
f
0
,其中f
1
为所述限制压紧力,k
1
为压力计算系数。
[0078]
依据伺服阀的调节能力,以及程序的运行周期,单次调节的目标压紧力幅度不能过大,以前一次计算的目标压紧力乘以最大超调百分百得到最大幅度范围,以前一次计算的目标压紧力加减最大幅度范围作为当前压力范围值。如果计算得到的目标压紧力超过当前压力范围值,那么以最接近目标压紧力的属于当前压力范围值作为最终的目标压紧力。
[0079]
507、以目标压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。
[0080]
动态开口度可以是正数也可以是负数,动态开口度为正数时,伺服阀控制有杆腔内液压油从第二液压油进出口流出,同时控制液压油从第一液压油进出口流入,使得有杆腔内液压油压力减小,无杆腔内液压油压力增加;动态开口度为负数时,伺服阀控制有杆腔
内液压油从第二液压油进出口流入,同时控制液压油从第一液压油进出口流出,使得有杆腔内液压油压力增加,无杆腔内液压油压力减小。由于在薄带连铸过程中,温度、溶液质量、结晶辊附着物、结晶辊转速、液位高度、侧封板磨损等因素的影响,实时压紧力是动态变化的,因此根据实时压紧力计算的动态开口度也是动态变化的。
[0081]
根据压紧力pid控制算法计算目标压紧力;根据开口度pid控制算法,计算动态开口度,双层的pid算法,以计算符合实际需求动态开口度的。同时伺服阀的动作频率高,动作幅度小,通过频繁快速且精确地调整伺服阀的开口度,以精确控制油缸前进后退的状态,以及精确控制油缸向侧封板压靠的压力大小。
[0082]
本发明实施例是对熔炼池单侧的薄带熔铸侧封机构进行控制的方法,熔炼池另一侧的薄带熔铸侧封机构也用相同的方法进行控制,熔炼池两侧的薄带熔铸侧封机构相互独立没有关联。
[0083]
本发明提供了一种薄带连铸侧封压紧机构的控制方法,首先以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力,如果实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀,然后按照预置采样周期,获取油缸的当前缸杆位移,再根据当前缸杆位移,计算侧封板的当前磨损率,再以预置理想磨损率为目标值,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力,最后以目标压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。与现有技术相比,本发明实施例通过对目标压紧力和开口度都采用pid控制算法,在动态过程中精确控制侧封板的磨损率,既保证侧封板与连铸熔池之间不漏液,又能尽可能减小侧封板磨损速度,使得侧封板以较慢速度均匀磨损,最终延长侧封板的使用寿命。
[0084]
进一步的,作为对上述图3所示方法的实现,本发明实施例提供了一种薄带连铸侧封压紧机构的控制装置,如图7所示,该装置包括:
[0085]
检测模块71,用于以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力;
[0086]
发送模块72,用于如果所述实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以所述实时压紧力为动态值,根据开口度pid控制算法,计算所述伺服阀的动态开口度,并将所述动态开口度发送至所述伺服阀,以使得所述伺服阀根据所述动态开口度调整所述伺服阀的开口度;
[0087]
获取模块73,用于按照预置采样周期,获取所述油缸的当前缸杆位移;
[0088]
第一计算模块74,用于根据所述当前缸杆位移,计算所述侧封板的当前磨损率;
[0089]
第二计算模块75,用于以预置理想磨损率为目标值,以所述当前磨损率为动态值,根据压紧力pid控制算法,计算所述侧封板的目标压紧力;
[0090]
所述发送模块72,还用于以所述目标压紧力为目标值,以所述实时压紧力为动态值,根据所述开口度pid控制算法,计算所述伺服阀的动态开口度并将所述动态开口度发送至所述伺服阀。
[0091]
本发明提供了一种薄带连铸侧封压紧机构的控制装置,首先以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力,如果实时压紧力不小于预置压紧力阈值,则以
预置初始压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀,然后按照预置采样周期,获取油缸的当前缸杆位移,再根据当前缸杆位移,计算侧封板的当前磨损率,再以预置理想磨损率为目标值,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力,最后以目标压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。与现有技术相比,本发明实施例通过对目标压紧力和开口度都采用pid控制算法,在动态过程中精确控制侧封板的磨损率,既保证侧封板与连铸熔池之间不漏液,又能尽可能减小侧封板磨损速度,使得侧封板以较慢速度均匀磨损,最终延长侧封板的使用寿命。
[0092]
进一步的,作为对上述图5所示方法的实现,本发明实施例提供了另一种薄带连铸侧封压紧机构的控制装置,如图8所示,该装置包括:
[0093]
检测模块81,用于以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力;
[0094]
发送模块82,用于如果所述实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以所述实时压紧力为动态值,根据开口度pid控制算法,计算所述伺服阀的动态开口度,并将所述动态开口度发送至所述伺服阀,以使得所述伺服阀根据所述动态开口度调整所述伺服阀的开口度;
[0095]
获取模块83,用于按照预置采样周期,获取所述油缸的当前缸杆位移;
[0096]
第一计算模块84,用于根据所述当前缸杆位移,计算所述侧封板的当前磨损率;
[0097]
第二计算模块85,用于以预置理想磨损率为目标值,以所述当前磨损率为动态值,根据压紧力pid控制算法,计算所述侧封板的目标压紧力;
[0098]
所述发送模块82,还用于以所述目标压紧力为目标值,以所述实时压紧力为动态值,根据所述开口度pid控制算法,计算所述伺服阀的动态开口度并将所述动态开口度发送至所述伺服阀。
[0099]
进一步地,该装置还包括:
[0100]
第三计算模块86,用于所述按照预置采样周期,获取所述油缸的当前缸杆位移之前,根据所述薄带连铸结晶辊的旋转速度和结晶辊半径,计算所述薄带连铸结晶辊的旋转周期;
[0101]
确定模块87,用于将所述旋转周期确定为所述预置采样周期。
[0102]
进一步地,所述装置还包括:
[0103]
第四计算模块88,用于所述按照预置采样周期,获取所述油缸的当前缸杆位移之后,计算相邻的所述预置采样周期的所述当前缸杆位移的位移差;
[0104]
所述获取模块83,还用于如果所述位移差大于预置浮动范围,则重新获取所述当前缸杆位移;
[0105]
所述第一计算模块84,还用于如果所述位移差不大于所述预置浮动范围,则根据所述当前缸杆位移,计算所述侧封板的当前磨损率。
[0106]
进一步地,第一计算模块84,用于:
[0107]
根据预置磨损转换公式,计算所述当前磨损率,所述预置磨损转换公式为
其中a为当前磨损率,p
1
为第一个所述预置采样周期的当前缸杆位移,p
n
为第n个所述预置采样周期的当前缸杆位移,t
i
为第i个所述预置采样周期的时间。
[0108]
进一步地,所述装置还包括:
[0109]
判断模块89,用于所述根据压紧力pid控制算法,计算所述侧封板的目标压紧力之后,判断所述目标压紧力是否小于限制压紧力,所述限制压紧力是指所述侧封板保证不漏液的最小压紧力;
[0110]
所述第二计算模块85,还用于如果判断结果为是,则以所述限制压紧力为目标值,以所述实时压紧力为动态值,根据所述开口度pid控制算法,计算所述伺服阀的动态开口度。
[0111]
进一步地,所述装置还包括:
[0112]
第五计算模块810,用于所述判断所述目标压紧力是否小于限制压紧力之前,根据第一预置公式,计算熔池液位宽度,所述第一预置公式为其中l为所述熔池液位宽度,r
1
为所述结晶辊半径,h为所述熔池内液位高度,s为所述薄带连铸结晶辊的辊缝宽度;
[0113]
所述第五计算模块810,还用于根据第二预置公式,计算所述侧封板所承受的侧封板静压强,所述第二预置公式为p
h
=ρgh,其中p
h
为所述侧封板静压强,ρ为熔池内液体密度,h为所述熔池内液位高度,g为重力加速度;
[0114]
所述第五计算模块810,还用于根据第三预置公式,计算限制压紧力,所述第三预置公式为其中f
0
为所述侧封板所承受的侧封板静压力;
[0115]
所述第五计算模块810,还用于根据第四预置公式,计算所述限制压紧力,所述第四预置公式为f
1
=k
1
f
0
,其中f
1
为所述限制压紧力,k
1
为压力计算系数。
[0116]
本发明提供了一种薄带连铸侧封压紧机构的控制装置,首先以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力,如果实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀,然后按照预置采样周期,获取油缸的当前缸杆位移,再根据当前缸杆位移,计算侧封板的当前磨损率,再以预置理想磨损率为目标值,以当前磨损率为动态值,根据压紧力pid控制算法,计算侧封板的目标压紧力,最后以目标压紧力为目标值,以实时压紧力为动态值,根据开口度pid控制算法,计算伺服阀的动态开口度,并将动态开口度发送至伺服阀。与现有技术相比,本发明实施例通过对目标压紧力和开口度都采用pid控制算法,在动态过程中精确控制侧封板的磨损率,既保证侧封板与连铸熔池之间不漏液,又能尽可能减小侧封板磨损速度,使得侧封板以较慢速度均匀磨损,最终延长侧封板的使用寿命。
[0117]
根据本发明一个实施例提供了一种计算机存储介质,所述计算机存储介质存储有至少一可执行指令,该计算机可执行指令可执行上述任意方法实施例中的薄带连铸侧封压紧机构的控制方法。
[0118]
图9示出了根据本发明一个实施例提供的一种计算机设备的结构示意图,本发明具体实施例并不对计算机设备的具体实现做限定。
[0119]
如图9所示,该计算机设备可以包括:处理器(processor)902、通信接口(communications interface)904、存储器(memory)906、以及通信总线908。
[0120]
其中:处理器902、通信接口904、以及存储器906通过通信总线908完成相互间的通信。
[0121]
通信接口904,用于与其它设备比如客户端或其它服务器等的网元通信。
[0122]
处理器902,用于执行程序910,具体可以执行上述薄带连铸侧封压紧机构的控制方法实施例中的相关步骤。
[0123]
具体地,程序910可以包括程序代码,该程序代码包括计算机操作指令。
[0124]
处理器902可能是中央处理器cpu,或者是特定集成电路asic(application specific integrated circuit),或者是被配置成实施本发明实施例的一个或多个集成电路。计算机设备包括的一个或多个处理器,可以是同一类型的处理器,如一个或多个cpu;也可以是不同类型的处理器,如一个或多个cpu以及一个或多个asic。
[0125]
存储器906,用于存放程序910。存储器906可能包含高速ram存储器,也可能还包括非易失性存储器(non-volatile memory),例如至少一个磁盘存储器。
[0126]
程序910具体可以用于使得处理器902执行以下操作:
[0127]
以预置初始开口度开启油缸伺服阀时,检测侧封板的实时压紧力;
[0128]
如果所述实时压紧力不小于预置压紧力阈值,则以预置初始压紧力为目标值,以所述实时压紧力为动态值,根据开口度pid控制算法,计算所述伺服阀的动态开口度,并将所述动态开口度发送至所述伺服阀,以使得所述伺服阀根据所述动态开口度调整所述伺服阀的开口度;
[0129]
按照预置采样周期,获取所述油缸的当前缸杆位移;
[0130]
根据所述当前缸杆位移,计算所述侧封板的当前磨损率;
[0131]
以预置理想磨损率为目标值,以所述当前磨损率为动态值,根据压紧力pid控制算法,计算所述侧封板的目标压紧力;
[0132]
以所述目标压紧力为目标值,以所述实时压紧力为动态值,根据所述开口度pid控制算法,计算所述伺服阀的动态开口度,并将所述动态开口度发送至所述伺服阀。
[0133]
显然,本领域的技术人员应该明白,上述的本发明的各模块或各步骤可以用通用的计算装置来实现,它们可以集中在单个的计算装置上,或者分布在多个计算装置所组成的网络上,可选地,它们可以用计算装置可执行的程序代码来实现,从而,可以将它们存储在存储装置中由计算装置来执行,并且在某些情况下,可以以不同于此处的顺序执行所示出或描述的步骤,或者将它们分别制作成各个集成电路模块,或者将它们中的多个模块或步骤制作成单个集成电路模块来实现。这样,本发明不限制于任何特定的硬件和软件结合。
[0134]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包括在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips