
 商标分类
商标分类  商标转让
商标转让 
一种3D打印模具的金属粉末储存结构及3D打印模具的制作方法
 2021-01-30 03:01:36|
2021-01-30 03:01:36| 241|
241| 起点商标网
起点商标网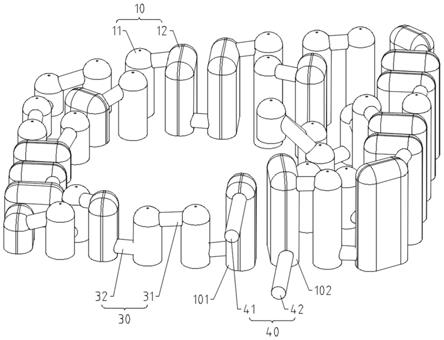
一种3d打印模具的金属粉末储存结构及3d打印模具
技术领域
[0001]
本发明涉及3d打印模具技术领域,特别地涉及一种3d打印模具的金属粉末储存结构及3d打印模具。
背景技术:
[0002]
3d打印是一种越来越普及的增材制造技术,随着金属增材制造的模具零件越来越广泛,增材制造在模具领域的应用日趋成熟。金属选区激光熔化是3d打印技术中的一种,该技术选用激光作为能量源,按照三维切片模型中规划好的路径在金属粉末床层进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。目前,金属选区激光熔化技术广泛地应用在金属模具的制造过程中。
[0003]
目前采用金属选区激光熔化制造模具时,在模具内部不涉及到零件成型结构的其他位置处,没有针对性的设计中空结构以减少模具成型所需的激光能量以及减少模具的成型所需的金属粉末材料,进而模具的制造成本偏高。即便有的模具内部设置有中空结构以减少模具成型所需的激光能量来减少激光发生成本,但是该中空结构内部存在的没有经过激光熔化的金属粉末无法排出,进而无法进行循环利用,制造成本降低的效果不显著。
[0004]
因此,需要设计一种金属粉末储存结构,用于排出3d打印模具内部未熔化的金属粉末并进行循环利用,以显著降低模具的制造成本。
技术实现要素:
[0005]
针对上述现有技术中的问题,本申请提出了一种3d打印模具的金属粉末储存结构及3d打印模具,该金属粉末储存结构通过模具内部构造的多个中空的柱状结构以及连接通道一体形成,能够实现模具制造时激光成本的降低以及金属粉末原材料的节约。
[0006]
本发明提供的一种3d打印模具的金属粉末储存结构,包括:
[0007]
柱状结构,所述金属粉末储存结构包括均匀成型于模具内部的多个所述柱状结构,所述柱状结构中空且竖直,多个所述柱状结构相互并列且间隔地分布;
[0008]
连接通道,所述连接通道成型于所述模具的内部并连接相邻的所述柱状结构;
[0009]
排放通道,所述排放通道成型于所述模具的内部且至少有一个,所述排放通道连通所述柱状结构内部的空间与所述模具外部的空间。
[0010]
在一个实施方式中,一个所述柱状结构上至多连接两个所述连接通道,所述多个柱状结构通过所述连接通道依次连接形成路径唯一的链式的金属粉末储存腔,所述金属粉末储存腔首尾两端对应的所述柱状结构分别为第一柱状结构与第二柱状结构;
[0011]
其中,所述第一柱状结构与所述第二柱状结构之间不连通且与二者分别连接有第一排放通道与第二排放通道。
[0012]
通过本实施方式,多个柱状结构依次通过连接通道相互连接形成链式的金属粉末储存腔,且金属粉末储存腔的路径唯一,不存在岔路,便于金属粉末储存腔中的金属粉末沿唯一的路径直接排出。
[0013]
在一个实施方式中,所述连接通道包括连接于所述柱状结构顶部的上部通道以及连接于所述柱状结构底部的下部通道,连接在同一个所述柱状结构上的两个所述连接通道分别为上部通道与下部通道。通过本实施方式,上部通道与下部通道分别连接于柱状结构的顶部与底部,使得柱状结构中不存在死角,实现柱状结构中的金属粉末完全排出。
[0014]
在一个实施方式中,所述柱状结构横截面的形状包括但不限于圆形、椭圆形、腰形和水滴形。通过本实施方式,可以根据实际情况决定柱状结构横截面的形状,以此来适应不同形状的模具以及模具内部相应形状的空间,以此实现对模具内部空间的最大化利用。
[0015]
在一个实施方式中,所述柱状结构包括柱基结构与箱基结构,所述箱基结构的内部空间大小大于所述柱基结构的内部空间大小,所述柱基结构与所述箱基结构均匀分布于所述柱状结构中。通过本实施方式,柱状结构中大小不同的柱基结构与箱基结构可以交叉分布,在充分保证模具内部结构稳定性的基础上,使模具内部对应的空间在水平方向上最大化利用,使金属粉末储存结构对应的金属粉末储存腔的体积最大,实现金属粉末最大程度的节约。
[0016]
在一个实施方式中,所述柱基结构的横截面为圆形、所述箱基结构的横截面为腰形。通过本实施方式,柱基结构与箱基结构的横截面形状不同,便于二者相互交叉分布以实现空间最大化利用。同时,圆形与腰形的横截面形状使得柱基结构与箱基结构的形状较为规则,不存在死角,便于其内部的金属粉末的排出。
[0017]
在一个实施方式中,所述箱基结构上与连接通道的连接处位于腰形的两端。通过本实施方式,箱基结构上的连接通道位于腰形的两端,使得箱基结构的所有部位均位于金属粉末储存腔的路径上,消除内部的死角,便于其内部的金属粉末的排出。
[0018]
在一个实施方式中,所述柱状结构的顶部壁面为向上凸起的圆弧面、底部壁面为平面。通过本实施方式,柱状结构顶部的圆弧面能够避免该处结构在模具成型过程中坍塌,利用弧面良好的力学性能形成良好的支撑结构,提高模具内部的金属粉末储存结构的稳定性;而底部的平面便于成型。
[0019]
在一个实施方式中,所述柱状结构竖直方向上的长度匹配其所在的所述模具内部对应位置处内部空间在竖直方向上的厚度。通过本实施方式,柱状结构可以在竖直方向上实现模具内部对应的空间的最大化利用。
[0020]
本发明提供的一种3d打印模具,通过金属选区激光熔化成型,其包括上述的金属粉末储存结构。
[0021]
在一个实施方式中,还包括:
[0022]
零件成型结构,所述零件成型结构位于所述模具内部并与所述金属粉末储存结构相互间隔,所述零件成型结构用于零件的注塑成型;
[0023]
冷却流道结构,所述冷却流道结构位于所述模具内部并与所述金属粉末储存结构、所述零件成型结构相互间隔,所述冷却流道结构用于所述零件成型结构中的注塑零件的冷却。
[0024]
上述技术特征可以各种适合的方式组合或由等效的技术特征来替代,只要能够达到本发明的目的。
[0025]
本发明提供的一种3d打印模具的金属粉末储存结构及3d打印模具,与现有技术相比,至少具备有以下有益效果:
[0026]
本发明的一种3d打印模具的金属粉末储存结构及3d打印模具,利用在模具内部构造多个中空的柱状结构并通过连接通道连接为一体,形成中空的金属粉末储存结构,模具通过金属选区激光熔化成型时,对应金属粉末储存结构的位置不用进行激光熔化,节约了模具制造过程中的激光设备的使用成本。同时,金属粉末储存结构内部的金属粉末储存腔存储了未经激光熔化的金属粉末,在模具成型后,金属粉末储存腔中的金属粉末可以通过排放通道排出并循环利用,减少了模具制造过程中金属粉末的消耗,进一步降低了模具的制造成本。
附图说明
[0027]
在下文中将基于实施例并参考附图来对本发明进行更详细的描述。其中:
[0028]
图1显示了本发明的金属粉末储存结构的结构示意图;
[0029]
图2显示了本发明的金属粉末储存结构与模具的整体结构示意图;
[0030]
图3显示了图2所示结构旋转180
°
后的俯视图;
[0031]
图4显示了本发明的模具的另一种结构的示意图;
[0032]
图5显示了对应图4所示模具的金属粉末储存结构的结构示意图。
[0033]
在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例。
[0034]
附图标记:
[0035]
10-柱状结构,101-第一柱状结构,102-第二柱状结构,11-柱基结构,12-箱基结构,20-模具,21-零件成型结构,22-冷却流道结构,30-连接通道,31-上部通道,32-下部通道,40-排放通道,41-第一排放通道,42-第二排放通道。
具体实施方式
[0036]
下面将结合附图对本发明作进一步说明。
[0037]
本发明提供了一种3d打印模具的金属粉末储存结构,包括:
[0038]
柱状结构10,所述金属粉末储存结构包括均匀成型于模具20内部的多个所述柱状结构10,柱状结构10中空且竖直,多个柱状结构10相互并列且间隔地分布;
[0039]
连接通道30,连接通道30成型于模具20的内部并连接相邻的柱状结构10;
[0040]
排放通道40,排放通道40成型于模具20的内部且至少有一个,排放通道 40连通柱状结构10内部的空间与模具20外部的空间。
[0041]
具体地,如图1至图3所示,多个柱状结构10依次通过连接通道30连接为一体,以形成金属粉末储存结构以及金属粉末储存结构内部的金属粉末储存腔,金属粉末储存腔通过排放通道40连通模具20外部的空间。
[0042]
在模具20制造过程中,事先设计好模具20以及模具20内部的金属粉末储存结构的三维制造模型;模具20通过3d打印成型时,激光避开对应金属粉末储存结构的位置,进而金属粉末储存结构对应位置的金属粉末未被激光熔化并同时被形成的金属粉末储存腔存储起来。在模具成型后,通过排放通道40排出金属粉末储存腔内部的金属粉末,并进行收集再利用。
[0043]
以此,金属粉末储存结构减小了模具中需要进行激光熔化的面积,降低了激光设备的使用成本;同时,能够将未经激光熔化的金属粉末排出并循环利用,又降低了模具制造
所需的原材料成本。最终,基于本实施例的技术方案,实现了模具制造成本的显著降低。
[0044]
需要说明的是,本发明中的金属粉末储存结构的具体结构形状可以进一步根据对应模具20的具体形状进行设计。本实施例中,模具20的形状如图2所示,可以采用如图1所示的多个竖直的柱状结构10来构成金属粉末储存结构。在模具20的形状不同时,例如图4所示的盘状的模具20,金属粉末储存结构可以采用在模具20内部适应性地构造环形的盘状结构来形成,如图5 所示。
[0045]
在一个实施例中,一个柱状结构10上至多连接两个连接通道30,多个柱状结构10通过连接通道30依次连接形成路径唯一的链式的金属粉末储存腔,金属粉末储存腔首尾两端对应的柱状结构10分别为第一柱状结构101与第二柱状结构102;
[0046]
其中,第一柱状结构101与第二柱状结构102之间不连通且与二者分别连接有第一排放通道41与第二排放通道42。
[0047]
具体地,如图3所示,多个柱状结构10依次通过连接通道30相互连接形成链式的金属粉末储存腔,一个柱状结构10上至多连接两个连接通道30使得金属粉末储存腔的路径唯一,不存在岔路。
[0048]
金属粉末储存腔的首尾两端分别对应第一柱状结构101与第二柱状结构102。模具20成型后,需要排出金属粉末,此时,在第一排放通道41的通道口连接压缩空气管路,通过第一排放通道41向金属粉末储存腔中通入高压的压缩空气,进而压缩空气挤压金属粉末储存腔中的金属粉末并推动金属粉末沿金属粉末储存腔的路径移动,最终金属粉末经第二排放通道42完全排出,实现收集再利用。
[0049]
进一步地,本实施例中,只提出了金属粉末储存腔的首尾两端连接有的如图1所示的第一排放通道41与第二排放通道42。实际应用过程中上,金属粉末储存腔上可以通过连接更多的排放通道40来连通模具20外部,进而提高金属粉末排出的效率。事实上,对于金属粉末储存腔,不管其路径是否唯一,只需要确定每条路径的起点与终点,至少在每条路径的起点与终点处对应的柱状结构10 上分别设置排放通道40(路径上可以根据实际情况选择性的设置排放通道40),就能够实现通过通入压缩空气来完全排出金属粉末。
[0050]
优选地,柱状结构10上连接多个连接通道30,在金属粉末储存腔中形成多条起点相同、终点不同的路径,在路径的起点处以及相应的终点对应的柱状结构 10上分别设置排放通道40。
[0051]
在一个实施例中,连接通道30包括连接于柱状结构10顶部的上部通道31 以及连接于柱状结构10底部的下部通道32,连接在同一个柱状结构10上的两个连接通道30分别为上部通道31与下部通道32。
[0052]
具体地,如图1所示,上部通道31与下部通道32分别连接于柱状结构 10的顶部与底部,使得柱状结构10中不存在死角,实现柱状结构10中的金属粉末的完全排出。
[0053]
在一个实施例中,柱状结构10横截面的形状包括但不限于圆形、椭圆形、腰形和水滴形。
[0054]
具体地,可以根据实际情况决定柱状结构10横截面的形状,以此来适应不同形状的模具20以及模具20内部相应形状的空间,以此实现对模具20内部空间的最大化利用。同时,柱状结构10横截面的形状也可以进一步采用其他的形状,只要该横截面形状对应的柱状结构10的形状便于3d打印成型即可。
[0055]
在一个实施例中,柱状结构10包括柱基结构11与箱基结构12,箱基结构 12的内部空间大小大于柱基结构11的内部空间大小,柱基结构11与箱基结构 12均匀分布于柱状结构10中。
[0056]
具体地,如图1所示,柱状结构10中大小不同的柱基结构11与箱基结构12可以交叉且均匀分布,在充分保证模具20内部结构稳定性的基础上,使模具20内部对应的空间在水平方向上最大化利用,使金属粉末储存结构对应的金属粉末储存腔的体积最大,实现金属粉末最大程度的节约。
[0057]
优选地,柱基结构11的横截面为圆形、箱基结构12的横截面为腰形。
[0058]
具体地,如图3所示,柱基结构11与箱基结构12的横截面形状不同,便于二者相互交叉分布以实现空间最大化利用。同时,圆形与腰形的横截面形状使得柱基结构11与箱基结构12的形状较为规则,不存在死角,便于其内部的金属粉末的排出。此外,柱基结构11与箱基结构12的横截面形状也可以为其他形状,例如圆形、椭圆形、腰形和水滴形中的两种,或者进一步采用其他形状,可以根据模具20内部的空间的具体情况进行选择,只要能够实现模具20内部空间最大化利用且便于金属粉末的排出。
[0059]
优选地,箱基结构12上与连接通道30的连接处位于腰形的两端。
[0060]
具体地,箱基结构12上的连接通道30位于腰形的两端,使得箱基结构12 的所有部位均位于金属粉末储存腔的路径上,消除死角,便于其内部的金属粉末的排出。
[0061]
在一个实施例中,柱状结构10的顶部壁面为向上凸起的圆弧面、底部壁面为平面。
[0062]
具体地,柱状结构10顶部的圆弧面能够避免该处结构在模具20成型过程中坍塌,利用弧面良好的力学性能形成良好的支撑结构,提高模具20内部的金属粉末储存结构的稳定性;而底部的平面更便于成型。
[0063]
在一个实施例中,柱状结构10竖直方向上的长度匹配其所在的模具20内部对应位置处内部空间在竖直方向上的厚度。
[0064]
具体地,柱状结构10竖直方向上的长度在不超过模具20对应位置处竖直方向上的厚度的前提下,尽可能大;使得柱状结构10可以在竖直方向上实现模具 20内部对应的空间的最大化利用。
[0065]
本发明还提供了一种3d打印模具,通过金属选区激光熔化成型,其包括上述的金属粉末储存结构。
[0066]
在一个实施例中,还包括:
[0067]
零件成型结构21,零件成型结构21位于模具20内部并与金属粉末储存结构相互间隔,零件成型结构21用于零件的注塑成型;
[0068]
冷却流道结构22,冷却流道结构22位于模具20内部并与金属粉末储存结构、零件成型结构21相互间隔,冷却流道结构22用于零件成型结构21中的注塑零件的冷却。
[0069]
在本发明的描述中,需要理解的是,术语“上”、“下”、“底”、“顶”、“前”、“后”、“内”、“外”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0070]
虽然在本文中参照了特定的实施方式来描述本发明,但是应该理解的是,这些实施例仅仅是本发明的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行
许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本发明的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中所述的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他所述实施例中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips