
 商标分类
商标分类  商标转让
商标转让 
一种硬质合金刀具成型制作方法与流程
 2021-01-30 03:01:58|
2021-01-30 03:01:58| 346|
346| 起点商标网
起点商标网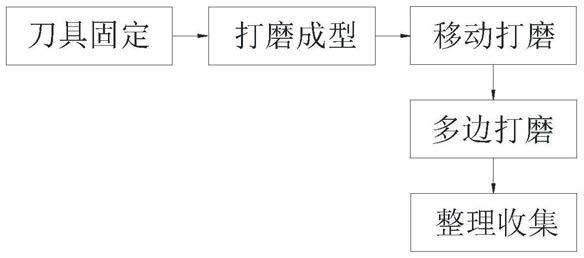
[0001]
本发明涉及硬质合金刀具制备技术领域,尤其是涉及一种硬质合金刀具成型制作方法。
背景技术:
[0002]
刀具是日常生活中不可或缺的一部分,其中最常见的有菜刀、剪刀以及水果刀等,刀具的使用大大的方便了日常的生活;现有的刀具制备的过程中,为了增强刀具的性能如增强刀具的抗腐蚀(防锈蚀)性能或者增加刀具的硬度等,往往会在制作刀具的钢材中加入相应的合金材料,通过合金材料的增加,大大的增强了刀具的相应的性能。
[0003]
硬质合金刀具是刀具中极为常见的一种,硬质合金往往是通过在钢材中加入铝、镁等合金,通过铝、镁等合金的加入,大大增加刀具的硬度,减少刀具在实际使用过程中出现钝口的现象;其中,在合金刀具生产的过程中,一般是通过将合金材料与粘结剂混合,再通过热注塑机挤压成型,最后通过烧结成型制成,通过注射成型工艺的方式能够快速且批量的生产零件,大大提高生产数量以及生产效率。当刀具半成品制备完成之后,对半成品的刀具进行打磨,即可完成刀具的制备。
[0004]
上述中的现有技术方案存在以下缺陷:虽然通过注射成型的方式能够快速且大量的进行生产,但是刀具烧结完成之后,还需要对烧结完成的刀具进行打磨,打磨的过程往往是通过操作人员手工操作进行打磨,通过人工打磨的方式不能够批量化处理,且易造成半成品刀具的积压,延长生产周期,故还有可改进的空间。
技术实现要素:
[0005]
针对现有技术存在的不足,本发明的目的是提供一种硬质合金刀具成型制作方法,具有能够批量化对刀具进行打磨、降低生产周期的效果。
[0006]
本发明的上述发明目的是通过以下技术方案得以实现的:
[0007]
一种硬质合金刀具成型制作方法,其使用了一种固定打磨设备,该固定打磨装置包括固定架以及设于固定架上的支撑架,所述固定架上设置有打磨装置以及驱使打磨装置沿固定架宽度方向移动的驱动装置,所述支撑架上设置有对刀具进行固定的固定装置,其中;
[0008]
所述打磨装置包括固定块、转动电机、传动轴、锁紧环、下锁紧块、上锁紧块、下传动杆、上传动杆以及锥形打磨盘,所述所述固定块设于固定架上且沿固定架的延长方向依次设置,所述转动电机固定安装于固定块远离固定架的一侧,所述传动轴与转动电机输出轴固定连接以受转动电机控制发生旋转,所述锁紧环螺纹安装于传动轴上,所述上传动杆一端与下传动杆一端固定连接,且所述上传动杆与下传动杆连接部转动安装于传动轴上,所述传动轴上开设有供上传动杆与下传动杆连接部安装且滑移并与外界互相连通的滑移槽,所述上锁紧块固定安装于上传动杆远离下传动杆的一端,所述下锁紧块固定安装于下传动杆远离上传动杆的一端,所述锥形打磨盘套设于传动轴端部,所述锥形打磨盘上开设
有套设预传动轴上的套设槽,所述锥形打磨盘上还开设有供上锁紧块卡接且与套设槽相互连通的锁紧槽,于锁紧状态时,锁紧环内侧壁与下锁紧块抵触以驱使上锁紧块卡接至锁紧槽内;
[0009]
所述驱动装置包括驱动电机、驱动轴、安装槽、限位杆以及限位槽,所述驱动电机固定安装于固定架侧壁上,所述驱动轴与驱动电机输出轴固定连接且向固定架的方向延伸,所述安装槽开设于固定架上以供驱动轴与固定块滑移,所述限位杆一体设于固定块上且向安装槽侧壁的一侧伸出,所述限位槽开设于固定架上且与安装槽相互连通设置;
[0010]
所述固定装置包括固定杆、固定框、抵触压簧、压紧板、调节杆、调节块、第一支撑杆、第二支撑杆以及支撑块,所述固定杆设于支撑架上且与固定架平行设置,所述固定框固定安装于固定杆远离支撑架的一端,所述抵触压簧设于固定框相对的两内侧壁上且对称设置,所述压紧板固定安装于抵触压簧远离固定框的一端,所述调节杆螺纹安装于固定框与抵触压簧响铃的两侧壁上,所述调节块螺纹安装于调节杆上且向固定框内侧壁的方向延伸,所述固定框上开设有供调节块限位移动的移动槽,所述第一支撑杆一端转动安装于调节块上,所述第一支撑杆另一端与支撑块转动连接,所述第二支撑杆一端与固定框内侧壁转动连接,所述第二支撑杆另一端与支撑块转动连接,所述支撑块与压紧板之间形成有对刀具进行压紧的压紧空间;
[0011]
利用上述的固定打磨设备对硬质合金刀具成型制作方法包括以下步骤:
[0012]
s1:刀具固定,通过合金粉末与粘结剂并通过烧结的方式制成的刀具半成品通过固定装置进行安装,通过旋转调节杆将刀具进行锁紧防止松动;
[0013]
s2:打磨成型,将进过步骤s1中进行固定的刀具通过打磨装置进行打磨,使得刀具成型;
[0014]
s3:移动打磨,在对刀具进行打磨的过程中,通过驱动装置驱使打磨装置来回移动,从而带动打磨装置来回移动以对刀具进行全方位打磨;
[0015]
s4:多边打磨,将经过步骤s3之后的打磨完成的刀具从固定装置上取下,并对刀具进行换边之后固定至固定装置上,重复上述的打磨操作对刀具的另一边进行打磨;
[0016]
s5:整理收集,将经过打磨完成的刀具经过统一整理收集,并进行防水防腐蚀储存。
[0017]
作为本发明的优选技术方案,所述传动轴包括套设筒、固定筒、弹性压紧板以及压紧套,所述套设筒固定安装于转动电机输出轴上,所述固定筒穿设于套设筒上,所述固定筒远离套设筒的一端与锁紧环螺纹固定,所述弹性压紧板一体设于套设筒端部且与固定筒外侧壁滑移抵触,所述压紧套螺纹安装于固定筒以及弹性压紧板外侧壁上,所述弹性压紧板从下至上逐渐增加。
[0018]
作为本发明的优选技术方案,所述固定筒上设置有显示固定筒高度的显示刻度,所述弹性压紧板与固定筒抵触的一侧设有若干防滑凸起,所述固定筒外侧壁上设置有防滑凹槽。
[0019]
作为本发明的优选技术方案,所述固定杆与支撑架之间设置有翻转机构,所述翻转机构包括安装块、固定槽以及固定销,所述安装块固定于支撑架上,所述固定杆转动安装于安装块上,所述固定槽开设于安装块上且供固定杆嵌设安装,所述固定销插设于安装块上且卡接至固定杆上,所述固定杆上开设有若干供固定销卡接的固定孔。
[0020]
作为本发明的优选技术方案,所述固定框上设置有喷水口,所述喷水口朝向刀具设置。
[0021]
作为本发明的优选技术方案,所述支撑块上开设有储油腔,所述支撑块上还开设有与储油腔相互连通的出油孔,所述支撑块上还开设有与储油腔相互连通的注油孔。
[0022]
综上所述,本发明包括以下至少一种有益技术效果:
[0023]
1.当半成品刀具通过烧结完成之后,通过固定装置将刀具进行固定,再通过打磨装置对刀具进行批量化的打磨,加速刀具的快速打磨,从而提高刀具的批量化生产,除此之外,通过驱动装置的设置,能够驱使打磨装置对刀具进行多次打磨,加快打磨质量,从而提高对刀具的打磨质量;
[0024]
2.传动轴的设置,能够改变传动轴的长度,从而方便在实际对刀具进行磨的过程中保证打磨盘充分的与刀具接触,除此之外,还可保证打磨盘根据不同刀具的位置进行调节,将打磨盘调节至刀具的高度处,提高装置的实用性;
[0025]
3.翻转机构的设置,当刀具打磨完成之后,可通过翻转机构对固定装置进行翻转,以方便在实际操作时将刀具取下,提高实际操作的便利性。
附图说明
[0026]
图1是本发明的工艺流程图。
[0027]
图2是本发明的主体结构示意图。
[0028]
图3是打磨装置的结构示意图。
[0029]
图4是图3中a部传动轴的放大示意图。
[0030]
图5是驱动装置的结构示意图。
[0031]
图6是固定装置的结构示意图。
[0032]
图7是翻转机构的结构示意图。
[0033]
图8是喷水以及出油孔的结构示意图。
[0034]
图中,1、固定架;2、支撑架;3、打磨装置;4、驱动装置;5、固定装置;31、固定块;32、转动电机;33、传动轴;34、锁紧环;35、下锁紧块;36、上锁紧块;37、下传动杆;38、上传动杆;39、锥形打磨盘;331、滑移槽;391、套设槽;392、锁紧槽;41、驱动电机;42、驱动轴;43、安装槽;44、限位杆;45、限位槽;51、固定杆;52、固定框;53、抵触压簧;54、压紧板;55、调节杆;56、调节块;57、第一支撑杆;58、第二支撑杆;59、支撑块;521、移动槽;6、压紧空间;332、套设筒;333、固定筒;334、弹性压紧板;335、压紧套;336、显示刻度;337、防滑凸起;338、防滑凹槽;7、翻转机构;71、安装块;72、固定槽;73、固定销;511、固定孔;8、喷水口;591、储油腔;592、出油孔;593、注油孔。
具体实施方式
[0035]
以下结合附图对本发明作进一步详细说明。
[0036]
参照图2所示,为本发明公开的一种硬质合金刀具成型制作方法,为了能够对批量生产的硬质合金刀具进行打磨,其使用了一种固定打磨设备,该固定打磨装置3包括固定架1以及设于固定架1上的支撑架2;固定架1与支撑架2均为金属材质制成,且固定架1与支撑架2通过焊接的方式进行固定;固定架1上设置有打磨装置3以及驱使打磨装置3沿固定架1
宽度方向移动的驱动装置4,支撑架2上设置有对刀具进行固定的固定装置5,当半成品刀具通过烧结完成之后,通过固定装置5将刀具进行固定,再通过打磨装置3对刀具进行批量化的打磨,加速刀具的快速打磨,从而提高刀具的批量化生产,除此之外,通过驱动装置4的设置,能够驱使打磨装置3对刀具进行多次打磨,加快打磨质量,从而提高对刀具的打磨质量。
[0037]
参照图2、图3所示,打磨装置3包括固定块31、转动电机32、传动轴33、锁紧环34、下锁紧块35、上锁紧块36、下传动杆37、上传动杆38以及锥形打磨盘39;固定块31设于固定架1上且沿固定架1的延长方向依次设置,本实施例中,固定块31的数量为一块以做示例说明,在实际安装的过程中可根据实际情况增加或者减少固定块31的数量;转动电机32固定安装于固定块31远离固定架1的一侧,传动轴33与转动电机32输出轴固定连接以受转动电机32控制发生旋转;锁紧环34螺纹安装于传动轴33上;上传动杆38与下传动杆37均为金属材质制成,在具有一定的强度的同时也具有一定的韧性以及可形变的特性;上传动杆38一端与下传动杆37一端固定连接呈一定的钝角,具体角度可根据实际生产进行调节;上传动杆38与下传动杆37连接部转动安装于传动轴33上,传动轴33上开设有供上传动杆38与下传动杆37连接部安装且滑移并与外界互相连通的滑移槽331,上锁紧块36固定安装于上传动杆38远离下传动杆37的一端,下锁紧块35固定安装于下传动杆37远离上传动杆38的一端,当下锁紧块35相互靠近且全位于滑移槽331内时,上锁紧块36之间相互分离且凸出于滑移槽331。锥形打磨盘39套设于传动轴33端部,锥形打磨盘39的规格根据实际进行更换调节,以适用于实际打磨需要;锥形打磨盘39上开设有套设预传动轴33上的套设槽391,锥形打磨盘39上还开设有供上锁紧块36卡接且与套设槽391相互连通的锁紧槽392;在实际将锥形打磨盘39安装至传动轴33上时,向下转动锁紧环34,并驱使下锁紧块35相互分离以使上锁紧块36相互靠拢直至进入至滑移槽331中,将锥形打磨盘39套设至传动轴33上,并使上锁紧块36的位置与锁紧槽392的位置对应,再将下锁紧块35挤压至滑移槽331中,并旋转锁紧环34以将下锁紧块35挤压至滑移槽331中,以将上锁紧块36卡接至锁紧槽392中,以通过上锁紧块36与锁紧槽392之间的卡接对锥形打磨盘39进行锁定;操作方便快捷,在实际操作时能够快速的对锥形打磨盘39进行安装于拆卸,提高实际操作的便利性。
[0038]
除此之外,当需要打磨时,只需通过开启转动电机32带动锥形打磨盘39转动以对刀具进行打磨即可。
[0039]
参照图4所示,为了在实际打磨的过程中调节锥形打磨盘39的高度以对不同型号的刀具进行打磨,故件传动轴33设置成高度可调的结构,该具体结果如下:
[0040]
传动轴33包括套设筒332、固定筒333、弹性压紧板334以及压紧套335;套设筒332与固定筒333均为金属材质制成,具有较高的强度;套设筒332通过焊接的方式固定安装于转动电机32输出轴上,固定筒333穿设于套设筒332上,且固定筒333远离套设筒332的一端与锁紧环34螺纹固定,上传动杆38与下传动杆37均设于固定筒333上;弹性压紧板334一体设于套设筒332端部且与固定筒333外侧壁滑移抵触,压紧套335螺纹安装于固定筒333以及弹性压紧板334外侧壁上,弹性压紧板334从下至上逐渐增加。在实际调节传动轴33的长度的过程中,向下旋转压紧套335,使弹性压紧板334处于松脱的状态,向上拉取或者向下按压固定筒333调节高度,当高度调节完成之后,向上拧动压紧套335,使得压紧套335将弹性压紧板334压紧至固定筒333上,从而使得固定筒333相对于套设筒332处于不易松动的状态。
[0041]
继续参照图4所示,为了保证固定筒333相对于套设筒332压紧的更加稳定,弹性压
压紧板54与固定筒333抵触的一侧设有若干防滑凸起337,固定筒333外侧壁上设置有防滑凹槽338。当弹性压紧板334压紧至固定筒333上时,通过防滑凸起337与防滑凹槽338的相互配合,提高弹性压紧板334与固定筒333外侧壁之间的摩擦力以提高实际安装的效果。除此之外,固定筒333上设置有显示固定筒333高度的显示刻度336;通过显示刻度336的设置,使得在实际操作的过程中能够通过显示刻度336及时了解固定筒333的高度以方便实际对刀具的打磨。
[0042]
参照图5所示,驱动装置4包括驱动电机41、驱动轴42、安装槽43、限位杆44以及限位槽45;本实施例中,驱动电机41固定安装于固定架1侧壁上,驱动轴42与驱动电机41输出轴固定连接且向固定架1的方向延伸,且驱动轴42与固定块31螺纹连接,安装槽43开设于固定架1上以供驱动轴42与固定块31滑移,限位杆44一体设于固定块31上且向安装槽43侧壁的一侧伸出,限位槽45开设于固定架1上且与安装槽43相互连通设置;在实际对刀具进行打磨的过程中,同时开启驱动电机41,通过驱动电机41的来回转动,以保证固定块31在实际操作的过程中来回移动,从而使得锥形打模盘对刀具进行多方位打磨,提高实际打磨的效果。
[0043]
参照图6所示,固定装置5包括固定杆51、固定框52、抵触压簧53、压紧板54、调节杆55、调节块56、第一支撑杆57、第二支撑杆58以及支撑块59;本实施例中,固定装置5为金属材质制成,固定杆51设于支撑架2上且与固定架1平行设置,固定框52固定安装于固定杆51远离支撑架2的一端,抵触压簧53设于固定框52相对的两内侧壁上且对称设置,压紧板54固定安装于抵触压簧53远离固定框52的一端;通过抵触压簧53与压紧板54之间的相互配合,将刀具放置于压紧板54之间,通过抵触压簧53的回弹力将刀具夹紧于压紧板54之间;调节杆55螺纹安装于固定框52与抵触压簧53响铃的两侧壁上,调节块56螺纹安装于调节杆55上且向固定框52内侧壁的方向延伸,固定框52上开设有供调节块56限位移动的移动槽521,第一支撑杆57一端转动安装于调节块56上,第一支撑杆57另一端与支撑块59转动连接,第二支撑杆58一端与固定框52内侧壁转动连接,第二支撑杆58另一端与支撑块59转动连接,支撑块59与压紧板54之间形成有对刀具进行压紧的压紧空间6;当刀具放置于压紧板54之间之后,转动调节杆55带动调节块56移动以驱使第一支撑杆57与第二支撑杆58之间的夹角减小,从而使得两支撑块59相互靠近以将刀具进一步夹紧。且在夹紧的过程中,可通过旋转两调节杆55改变刀具的具体位置,以保证刀具与打磨装置3的位置更加对应。
[0044]
参照图7所示,为了方便在打磨完成之后能够更加快捷的将刀具取下,固定杆51与支撑架2之间设置有翻转机构7;本实施例中,翻转机构7包括安装块71、固定槽72以及固定销73,安装块71固定于支撑架2上,固定杆51转动安装于安装块71上,固定槽72开设于安装块71上且供固定杆51嵌设安装,固定销73插设于安装块71上且卡接至固定杆51上,固定杆51上开设有若干供固定销73卡接的固定孔511。当刀具打磨完成之后,抽下固定销73,抬起固定杆51,使得打磨完成的刀具向上翘起一定角度,再将固定销73插入至固定孔511中,即可更加方便快捷的将打磨完成的刀具取下。
[0045]
参照图8所示,固定框52上设置有喷水口8,喷水口8朝向刀具设置。通过喷水口8的设置,使得在实际打磨的过程中持续的向刀具上进行喷水,以防止刀具在打磨的过程中温度过高而已氧化变色;除此之外,支撑块59上开设有储油腔591,支撑块59上还开设有与储油腔591相互连通的出油孔592,支撑块59上还开设有与储油腔591相互连通的注油孔593。当刀具打磨完成之后取下的过程中会与支撑块59接触,在与支撑块59接触的过程中会附着
从注油孔593内溢出的防锈油,从而保证打磨出不易氧化生锈,进一步提高实际的刀具的质量。
[0046]
参照图1所示,利用上述的固定打磨设备对硬质合金刀具成型制作方法包括以下步骤:
[0047]
s1:刀具固定,通过合金粉末与粘结剂并通过烧结的方式制成的刀具半成品通过固定装置5进行安装,通过旋转调节杆55将刀具进行锁紧防止松动;
[0048]
s2:打磨成型,将进过步骤s1中进行固定的刀具通过打磨装置3进行打磨,使得刀具成型;
[0049]
s3:移动打磨,在对刀具进行打磨的过程中,通过驱动装置4驱使打磨装置3来回移动,从而带动打磨装置3来回移动以对刀具进行全方位打磨;
[0050]
s4:多边打磨,将经过步骤s3之后的打磨完成的刀具从固定装置5上取下,并对刀具进行换边之后固定至固定装置5上,重复上述的打磨操作对刀具的另一边进行打磨;
[0051]
s5:整理收集,将经过打磨完成的刀具经过统一整理收集,并进行防水防腐蚀储存。
[0052]
本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 刀具角度

 热门咨询
热门咨询




tips