
 商标分类
商标分类  商标转让
商标转让 
一种5A90铝锂合金超细晶板材的制备方法与流程
 2021-01-30 03:01:34|
2021-01-30 03:01:34| 348|
348| 起点商标网
起点商标网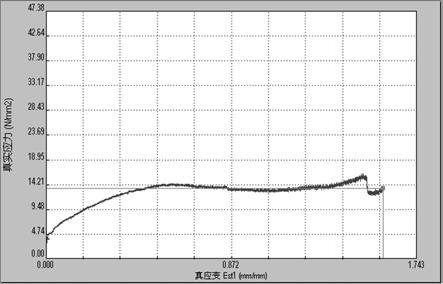
一种5a90铝锂合金超细晶板材的制备方法
技术领域
[0001]
本发明属于有色金属材料热加工技术领域,具体涉及一种5a90铝锂合金超细晶板材的制备方法。
背景技术:
[0002]
5a90铝锂合金作为一种轻质、高强金属结构材料,具有低密度、高强度、耐腐蚀、易成型等优点。合金中每添加1%的锂,密度降低3%,弹性模量提高6%。采用铝锂合金代替常规高强铝合金可使其结构重量减轻5%~15%,刚度提高15%~20%,在航空、航天领域有十分广阔的应用前景。
[0003]
采用5a90铝锂合金超细晶板结合高温蠕变成形技术(超塑性成型)制备铝锂合金薄壁整体构件可以进一步减轻重量、减少零件数量、降低成本、提高零部件整体刚度和可靠性,实现等材制造,给航空航天制造业带来了巨大的社会与经济效益。目前在国外超塑铝锂合金构件已经成功地应用于各种航天器和各类军用、民用飞机上,但国内关于5a90铝锂合金的超细晶研究较少,尤其是工业化生产5a90铝锂合金超细晶板几乎没有。因此开展5a90铝锂合金超细晶板的研究具有十分重要的意义。
[0004]
目前制备超细晶的方法主要有强塑性变形法和形变热处理法,其中强塑性变形法无法制备出板材,同时工序复杂、条件苛刻、成本较高,无法应用于实际工业生产;目前形变热处理方法利用粒子激发再结晶形核机制来细化晶粒,材料进行高温过时效后析出大量的大尺寸第二相,在随后的轧制过程中,这些大尺寸第二相的周围形成强烈的变形区,为随后的再结晶退火提供大量的形核位置,达到细化晶粒的目的。文献《预变形和过时效对aa2195 铝锂合金晶粒的细化》通过金相和扫描电镜等分析手段,研究预变形和过时效对机械热处理细化aa2195 铝锂合金晶粒的影响。结果表明:过时效前的预轧制变形所形成的应变区为第二相提供了均匀的形核位置,提高了第二相粒子的体积分数;与400℃单级过时效相比,预变形后采用300 ℃+ 400 ℃双级过时效可使第二相粒子间距由2.09
ꢀµ
m增大到3.43
µ
m,在轧制过程中有利于形成独立的高能应变区,为再结晶提供更多的形核位置,进一步细化、等轴化aa2195铝锂合金晶粒但是,目前采用形变热处理的方法可以制备出小尺寸规格的2xxx铝锂合金超细晶板。由于5a90铝锂合金含li、mg元素较高,导致该合金塑性差,变形难度大,采用普通的形变热处理方法无法实现工业化超塑性细晶板的制备。
技术实现要素:
[0005]
针对以上问题,本发明的目的在于对现有的铝理合金板材的加工方法进行改进,提供一种5a90铝锂合金超细晶板材的制备方法,并制备得到一种晶粒细小、板形较好,同时宽幅1m、长度2m的大尺寸5a90铝锂合金超细晶板材。
[0006]
基于上述目的,本发明采取如下技术方案:一种5a90铝锂合金超细晶板材的制备方法,包括如下步骤:
(1)锻造:将5a90铝锂合金铸锭在460-480℃条件下保温5-7h后在相同温度下进行锻造开坯,获得厚度为140mm的铝锂合金板状锻件;(2)热轧:将步骤(1)得到的铝锂合金板状锻件铣平面后,在460-480℃条件下保温5-7h后在相同温度下进行热轧,热轧过程中采用回火处理,最终轧制至10mm;(3)固溶热处理:将步骤(2)得到的10mm厚度板材进行固溶热处理,固溶温度为450~460℃,时间为60min~90min;(4)预时效热处理:将步骤(3)得到的10mm厚度板材进行预时效热处理,时效处理温度为100~200℃,时效处理时间为10~20h;(5)过时效热处理:将步骤(4)得到的10mm厚度板材进行过时效热处理,时效处理温度为250~350℃,时效处理时间为24~48h;(6)等温轧制:将步骤(5)过时效处理后的10mm厚度板材在400-420℃条件下保温1-3h后进行等温轧制至2mm,其中,轧辊温度为250~300℃;(7)静态再结晶退火:将步骤(6)得到的2mm厚的板材进行静态再结晶退火热处理,退火温度为480~510℃,退火时间为10~60min,最终制得5a90铝锂合金超细晶板材。
[0007]
优选的,步骤(2)中热轧过程中采用3次回火处理,分别在80mm、50mm、25mm厚度时进行回火,回火温度为450℃,每次回火时间为1.5h,回火单道次变形量为15%。
[0008]
优选的,步骤(3)将经过固溶热处理的板材在40-50℃温度下进行水淬冷却处理。
[0009]
优选的,步骤(6)中等温轧制过程中单道次变形量为10%-20%,中间不进行回火,总变形量为80~90%。
[0010]
优选的,步骤(6)中等温轧制过程中单道次变形量为20%,总的变形量为80%。
[0011]
优选的,步骤(6)所述等温轧制过程中轧辊温度控制在270℃。
[0012]
优选的,步骤(7)所述静态再结晶退火温度为490℃,退火时间为30min。
[0013]
上述方法通过锻造、热轧、固溶热处理、预时效热处理、过时效热处理、等温轧制、静态再结晶退火等步骤制备得到5a90铝锂合金超细晶板材,以期将其应用于各种航天器和各类军用、民用飞机的工业加工制造。
[0014]
本发明的有益效果是:1.传统机械热处理采用单级时效得到大尺寸粒子为s相(al
2
mgli)或β相(al
2
mg
3
),这些平衡相往往在大角度晶界析出,轧制样品易形成扁平状组织及应变不均匀性, 从而导致板材组织不均匀和有效再结晶形核点少的问题。而本发明采用双级时效的方式制备超细晶板,分别为预时效和过时效,双级时效工艺中,在低温预时效处理时在合金中形成大量弥散分布的gp区,第二阶段高温时效则提高原子扩散速率,使析出相均匀分布,同时析出相尺寸为1~2微米,起到激发再形核的作用。
[0015]
2. 本发明采用等温轧制方式制备超细晶板,轧辊采用油热方式进行保温,保证在轧制过程中温度恒定在250~300℃,同时1.5m宽幅的轧辊温度差异控制在
±
5℃。既保证尺寸规格较大的超细晶板材在轧制过程中均匀变形、不开裂,同时避免板材轧制过程中反复回火,降低形变过程中储能。由于5a90铝锂合金中含有5.2%mg、2.1%li元素,在热加工过程中容易开裂,热加工的温度区间为350~460℃。在制备超细晶板时一般采用低温轧制的方式进行轧制,但是在轧制过程中极其容易开裂,只能在实验室条件下制备处小块状超塑性板材样品。如果采用高温的方式进行大尺寸超塑性板材的轧制会发生动态再结晶现象,同时
多道次回火后板材会发生严重的静态再恢复,导致最终再结晶退火后的晶粒较粗大,达不到细化晶粒的效果。因此本发明采用等温轧制保证5a90铝锂合金在轧制过程中始终在250~300℃条件下进行变形,同时不进行中间回火,既保证形变过程中的储能,又保证板材的成型。
[0016]
本发明将等温轧制与双级时效工艺相结合,有利于缩短工艺流程,降低能耗及生产成本,对5a90铝锂合金超细晶板的生产具有十分重要的意义。
附图说明
[0017]
图1为实施例1中步骤(1)得到的140mm厚度5a90铝锂合金锻件金相图片;图2为实施例1得到的5a90铝锂合金超细晶板材在应变速率2*10-3
s-1
,470℃条件下高温拉伸试样;图3为实施例1得到的5a90铝锂合金超细晶板材在应变速率2*10-3
s-1
,470℃条件下应力应变曲线;图4为实施例1得到的5a90铝锂合金超细晶板材ebsd图;图5为实施例1得到的5a90铝锂合金超细晶板材析出相(左图)及eds能谱图(右图),左图中的白色亮点为析出相,右图为析出相能谱原子比;图6为实施例1得到的5a90铝锂合金超细晶板材照片;图7为对比例1中5a90铝锂合金冷轧制备板材时的板形图片;图8为对比例2中5a90铝锂合金板材在应变速率2*10-3
s-1
,470℃条件下高温拉伸试样。
具体实施方式
[0018]
为了使本发明的技术目的、技术方案和有益效果更加清楚,下面结合具体实施例对本发明的技术方案作出进一步的说明,但所述实施例旨在解释本发明,而不能理解为对本发明的限制,实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。
[0019]
各实施例中采用的打磨、破碎、磁选、筛选、压块、搅拌、过滤等工序均采用现有技术即可。
[0020]
本发明实施例及对比例所涉及铝锂合金牌号及合金成分如表1所示。
[0021]
表1 铝锂合金牌号及合金成分。
[0022]
实施例1一种5a90铝锂合金超细晶板材的制备方法,具体步骤如下:(1)锻造:将5a90铝锂合金铸锭在460℃条件下保温7h后在相同温度下进行锻造,获得厚度为140mm的铝锂合金板状锻件(如图1所示);(2)热轧:将步骤(1)得到的铝锂合金板状锻件铣平面后在460℃条件下保温5h后在相同温度下进行热轧,热轧过程中采用3次回火处理,分别在80mm、50mm、25mm厚度时进行回火,每次回火时间1.5h,回火温度为450℃,回火单道次变形量15%,最终轧制至10mm厚度;
(3)固溶热处理:将步骤(2)得到的10mm厚度板材进行固溶热处理,固溶温度为455℃,时间为70min,并在45℃温度下进行水淬冷却处理;(4)预时效热处理:将经过步骤(3)淬火后的板材进行预时效热处理,时效温度为120℃,时效时间为15h;(5)过时效热处理:将步骤(4)预时效后的板材进行过时效热处理,时效温度为300℃,时效时间为30h;(6)等温轧制:将步骤(5)过时效处理后的板材在400℃条件下保温1h后进行温轧至2mm,轧辊温度为270℃,轧制过程中单道次为20%的变形量,中间不进行回火,总的变形量为80%;(7)静态再结晶退火:将2mm厚的板材在热风循环炉中进行静态再结晶退火热处理,退火温度为490℃,时间为30min,最终获得晶粒规格为6~10μm、尺寸规格2*1000*2000mm的5a90铝锂合金超细晶板材(如图6所示,从图6中可以看出,本发明的工艺可实现工业化制备尺寸为2*1000*2000mm的大尺寸规格超细晶铝锂合金板材)。
[0023]
验证得到的5a90铝锂合金超细晶板材的性能,将超细晶板材采用2*10-3
s-1
的应变速率在温度450、470、490和510℃条件下进行高温拉伸,伸长率为500%、600%、570%、510%。
[0024]
拉伸的结果如图2、图3所示。
[0025]
图4为实施例1得到的5a90铝锂合金超细晶板材ebsd图,从图4中可以看出采用该方法制备的超细晶板材的平均晶粒尺寸为8μm,同时在晶界上析出1μm尺寸的析出相。
[0026]
图5为实施例1得到的5a90铝锂合金超细晶板材析出相(左图)及eds能谱图(右图),从图5中可以看出析出相为almgli0相。
[0027]
实施例2一种5a90铝锂合金超细晶板材的制备方法,具体步骤如下:(1)锻造:将5a90铝锂合金铸锭在460℃条件下保温7h后在相同温度下进行锻造,获得厚度为140mm厚度的铝锂合金板状锻件;(2)热轧:将步骤(1)得到的铝锂合金板状锻件铣平面后在460℃条件下保温5h后在相同温度下进行热轧,热轧过程中采用3次回火处理,分别在80mm、50mm、25mm厚度时进行回火,每次回火时间1.5h,回火温度为450℃,回火单道次变形量15%,最终轧制至10mm厚度;(3)固溶热处理:将步骤(2)得到的10mm厚度板材进行固溶热处理,固溶温度为460℃,时间为90min,并在45℃温度下进行水淬冷却处理;(4)预时效热处理:将经过步骤(3)淬火后的板材进行预时效热处理,时效温度为120℃,时效时间为10h;(5)过时效热处理:将步骤(4)预时效后的板材进行过时效热处理,时效温度为300℃,时效时间为36h;(6)等温轧制:将步骤(5)过时效处理后的板材在400℃条件下保温1h后进行温轧至2mm,轧辊温度为260℃,轧制过程中单道次为15%的变形量,中间不进行回火,总的变形量为80%;(7)静态再结晶退火:将2mm厚的板材在热风循环炉中进行静态再结晶退火热处理,退火温度为490℃,时间为50min,最终获得晶粒规格为6~10μm、尺寸规格2*1000*2000mm的5a90铝锂合金超细晶板材。
[0028]
验证得到的5a90铝锂合金超细晶板材的性能,将超细晶板材采用2*10-3
s-1
的应变速率在温度450、470、490和510℃条件下进行高温拉伸,伸长率为480%、620%、550%、530%。
[0029]
对比例1采用双级时效和冷轧处理的工艺将5a90铝锂合金铸锭加工成板材,具体步骤与实施例2的不同之处在于,将步骤(5)过时效热处理后的板材在400℃条件下保温1h后进行冷轧,轧制温度80℃,轧制过程中单道次为5%的变形量,中间不进行回火,总的变形量为80%,结果如图7所示,轧制的板材不仅开裂严重,更无法制备成宽幅1000mm的超塑性板材,将开裂的2mm厚的板材在热风循环炉中进行静态再结晶退火热处理,退火温度为490℃时间为50min,最终得到5a90铝锂合金板材。
[0030]
将得到开裂的5a90铝锂合金板材采用2*10-3
s-1
的应变速率在温度450、470、490和510℃条件下进行高温拉伸,伸长率为500%、620%、540%、530%。
[0031]
对比例2采用单级时效和温轧处理的工艺将5a90铝锂合金铸锭加工成板材,具体步骤与实施例2的不同之处在于,将步骤(4)中的预时效工序去掉,只进行步骤(5)中的过时效处理,再进行后续等温轧制,具体为:板材在400℃预热保温1h,轧辊温度260℃,轧制过程中单道次变形量为15%,总变形量为80%。
[0032]
最后将板型较好的2mm厚度板材在热风循环炉中进行静态再结晶退火热处理,退火温度为490℃时间为50min,最终得到5a90铝锂合金板材。
[0033]
将对比例2中的5a90铝锂合金板材采用2*10-3
s-1
的应变速率在温度450、470、490和510℃条件下进行高温拉伸,伸长率为370%、390%、400%、380%,结果如图8所示。
[0034]
最后所应说明的是:上述实施例仅用于说明而非限制本发明的技术方案,任何对本发明进行的等同替换及不脱离本发明精神和范围的修改或局部替换,其均应涵盖在本发明权利要求保护的范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips