
 商标分类
商标分类  商标转让
商标转让 
一种耐磨热轧钢轨及其生产方法与流程
 2021-01-30 02:01:33|
2021-01-30 02:01:33| 262|
262| 起点商标网
起点商标网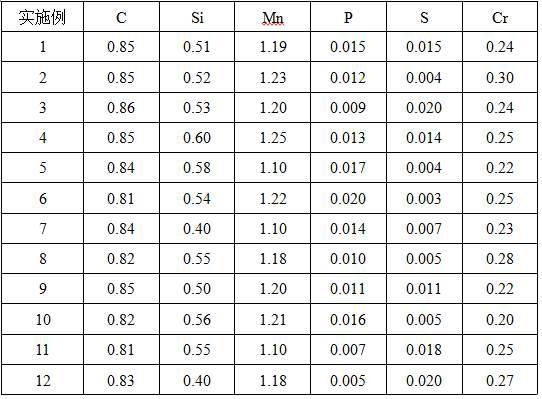
[0001]
本发明属于冶金技术领域,具体涉及一种耐磨热轧钢轨及其生产方法。
背景技术:
[0002]
铁路运输是一种成本相对较低的运输方式。随着货运量的持续增加,国内外铁路都不断向着重载化、大轴重、高密度方向发展。钢轨作为铁路的关键部件,对其质量提出了更高的要求,尤其是要求钢轨具有更强的耐磨性,也就是更高的硬度要求,以满足大运量下钢轨过快磨耗的需求。
[0003]
目前,为提高钢轨的耐磨性能,一般采用对珠光体钢轨进行在线或离线热处理方法,使轨头表层获得一定深度的片状珠光体组织,进而增加钢轨的耐磨性;或在钢中添加一定量的nb、v、cr等微合金元素,通过微合金元素抑制奥氏体晶粒长大,以最终获得细小的珠光体组织。中国专利申请cn107739983a中公开了一种过共析钢轨及其生产方法,其采用nb和v微合金化+大压缩比+在线热处理工艺配合的方法,所得钢轨踏面硬度>420hb。虽然钢轨踏面硬度较高,但该发明成本高,工艺流程过程长,所获得钢轨多适用于损耗严重的小半径曲线段。对于大半径或直线段,大于420hb的踏面硬度存在质量过剩现象。
[0004]
因此,如何在低成本、低能耗的前提下,获得耐磨性良好的大半径曲线段或直线段钢轨是目前亟需解决的问题。
技术实现要素:
[0005]
为解决上述技术问题,本发明提供一种耐磨热轧钢轨及其生产方法。本发明采用如下技术方案:一种耐磨热轧钢轨,其化学成分及质量百分含量为:c:0.81~0.86%,优选0.83~0.85%;si:0.40~0.60%,优选0.50~0.60%;mn:1.10~1.25%,优选1.18~1.25%;p≤0.020%,优选p≤0.015%;s≤0.020%,优选s≤0.015%;cr:0.20~0.30%,优选0.22~0.30%;余量为fe和不可避免的杂质。
[0006]
进一步的,本发明所述钢轨踏面硬度≥310hb,抗拉强度≥980mpa。
[0007]
本发明还提供上述耐磨热轧钢轨的生产方法,其包括转炉冶炼、lf精炼、rh精炼、连铸、轧制工序;所述轧制工序,压缩比≥9.5。
[0008]
进一步的,本发明所述轧制工艺,依次包括加热、bd1粗轧、bd2粗轧、u1eu2连轧、uf精轧步骤,即可得到所需要的截面尺寸。
[0009]
进一步的,本发明所述加热步骤,均热段温度1220~1280℃,加热时间为4~6h;连铸坯达到均热温度后进行表面除鳞。
[0010]
进一步的,本发明所述bd1粗轧步骤开轧温度≥1050℃,uf精轧步骤终轧温度≥800℃。
[0011]
本发明成分配比及工艺调整的理论分析如下:1、采用高碳钢设计,通过碳元素强化减少合金用量,同时添加适量的cr强化元素可以
保证钢轨踏面硬度不经离线或在线淬火也能达到≥310hb的标准要求,缩短工艺流程,节能环保,提高生产效率。
[0012]
2、采用高温加热工艺,均热段温度控制在1220~1280℃,加热时间控制在4~6小时,确保cr强碳化物形成元素充分固溶于奥氏体,起到固溶强化作用,保证钢轨抗拉强度和踏面硬度指标满足要求。
[0013]
本发明的有益效果体现在:本发明的耐磨热轧钢轨抗拉强度可达到980mpa及以上,踏面硬度可达到310hb及以上,完全满足大半径曲线段或直线段重轨铁路的耐磨性要求。同时,本发明热轧钢轨的低倍组织和内部洁净度均满足arema2011标准要求。本发明工艺无淬火工序,工艺流程短,成本低、能耗少,节能环保。
具体实施方式
[0014]
下面结合实施例对本发明做进一步详细说明。
[0015]
实施例1-12本发明耐磨热轧钢轨的化学成分及质量百分含量为c:0.81~0.86%,优选0.83~0.85%;si:0.40~0.60%,优选0.50~0.60%;mn:1.10~1.25%,优选1.18~1.25%;p≤0.020%,优选p≤0.015%;s≤0.020%,优选s≤0.015%;cr:0.20~0.30%,优选0.22~0.30%;余量为fe和不可避免的杂质。
[0016]
本发明耐磨热轧钢轨的生产方法包括转炉冶炼、lf精炼、rh精炼、连铸和轧制工序,轧制工序,压缩比≥9.5。连铸坯选用380*280mm或325*280mm的矩形钢坯;连铸完成后,将铸坯加热到均热段温度为1220~1280℃,加热时间控制在4~6h;连铸坯达到均热温度后进行表面除鳞,依次经过bd1粗轧、bd2粗轧、u1eu2连轧、uf精轧,轧制结束后,即可得到所需要的截面尺寸。
[0017]
实施例1-12耐磨热轧钢轨的化学成分及质量百分含量见表1,各工序控制参数见表2,其力学性能见表3。
[0018]
本发明钢轨的低倍组织无白点、无缩孔、无延伸到轨头或轨底的中心轨腰裂纹等,低倍组织完全满足arema2011标准要求。
[0019]
表1. 各实施例耐磨热轧钢轨的化学成分及质量百分含量(wt%)
表1中,余量为fe和不可避免的杂质。
[0020]
表2. 各实施例生产工序控制参数表3. 各实施例耐磨热轧钢轨的力学性能
由表3可知,本发明的耐磨热轧钢轨抗拉强度可达到1000mpa及以上,踏面硬度可达到310hb及以上,钢轨低倍组织和内部洁净度均满足标准要求,完全满足大半径曲线段或直线段重轨铁路的耐磨性要求。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 钢轨

 热门咨询
热门咨询




tips