
 商标分类
商标分类  商标转让
商标转让 
制造蒸镀掩模、有机半导体元件和有机EL显示器的方法、蒸镀掩模准备体、及蒸镀掩模与流程
 2021-01-30 02:01:42|
2021-01-30 02:01:42| 272|
272| 起点商标网
起点商标网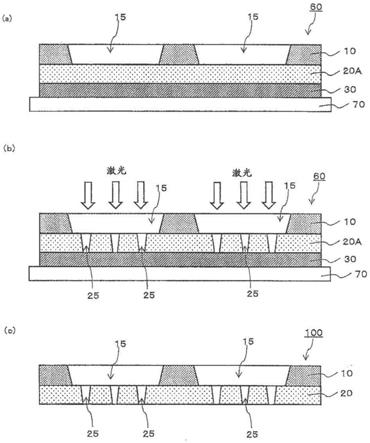
制造蒸镀掩模、有机半导体元件和有机el显示器的方法、蒸镀掩模准备体、及蒸镀掩模
[0001]
本申请是申请日为2016年6月29日、申请号为201680036462.6、发明名称为“蒸镀掩模的制造方法、蒸镀掩模准备体、有机半导体元件的制造方法、有机el显示器的制造方法、及蒸镀掩模”的申请的分案申请。
技术领域
[0002]
本发明的实施方式涉及蒸镀掩模的制造方法、蒸镀掩模准备体、有机半导体元件的制造方法、有机el显示器的制造方法、及蒸镀掩模。
背景技术:
[0003]
伴随着使用有机el元件的制品的大型化或基板尺寸的大型化,对于蒸镀掩模的大型化的要求也越来越高。其中,用于由金属制成的蒸镀掩模的制造的金属板也实现了大型化。然而,在目前的金属加工技术中,很难在大型的金属板上精度良好地形成开口部,无法使开口部对应于高精细化。另外,在制成仅由金属构成的蒸镀掩模的情况下,伴随着大型化,其质量也会随之增大,而包含框体在内的总质量也会增大,因此会为操作带来障碍。
[0004]
在这样的背景下,专利文献1中提出了一种蒸镀掩模的制造方法,所述蒸镀掩模是将设置有缝隙(金属掩模开口部)的金属掩模、和位于金属掩模表面且沿纵横配置有多列与要蒸镀制作的图案对应的开口部的树脂掩模叠层而成的。根据专利文献1中提出的蒸镀掩模的制造方法,可通过照射激光而使树脂掩模的开口部的开口精度提高,能够制造可形成高精细的蒸镀图案的蒸镀掩模。专利文献2~专利文献4是与专利文献1中提出的蒸镀掩模的制造方法相关的文献。
[0005]
现有技术文献
[0006]
专利文献
[0007]
专利文献1:日本专利第5288037号公报
[0008]
专利文献2:日本特开2015-67891号公报
[0009]
专利文献3:日本特开2014-133938号公报
[0010]
专利文献4:日本特开2015-67892号公报
技术实现要素:
[0011]
发明要解决的问题
[0012]
本发明的实施方式的主要课题在于提供即使是大型化的情况下也能够简便且成品率良好地制造可满足高精细化和轻质化这两者的蒸镀掩模的蒸镀掩模的制造方法、提供用于该蒸镀掩模的制造方法的蒸镀掩模准备体、提供能够精度良好地制造有机半导体元件的有机半导体元件的制造方法及蒸镀掩模、以及能够精度良好地制造有机el显示器的有机el显示器的制造方法。
[0013]
解决问题的方法
[0014]
本发明的一个实施方式涉及将形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的蒸镀掩模的制造方法,其中,该制造方法包括:准备在用于得到上述树脂掩模的树脂板的一侧的面上设置有上述金属掩模、在该树脂板的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片的蒸镀掩模准备体的工序;相对于上述蒸镀掩模准备体,从上述金属掩模侧向上述树脂板照射激光,在该树脂板上形成上述与待蒸镀制作的图案相对应的树脂掩模开口部的工序;以及从形成有上述与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模将上述保护片剥离的工序。
[0015]
另外,上述蒸镀掩模准备体也可以是在用于得到上述树脂掩模的树脂板的一侧的面上设置有上述金属掩模,在该树脂板的另一侧的面上设置有多个上述保护片的蒸镀掩模准备体。
[0016]
另外,本发明的一个实施方式的蒸镀掩模准备体是用于得到蒸镀掩模的蒸镀掩模准备体,所述蒸镀掩模是将形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的,其中,在用于得到上述树脂掩模的树脂板的一侧的面上设置有上述金属掩模,在该树脂板的另一侧的面上设置有以jis z-0237为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片。
[0017]
另外,本发明的一个实施方式的蒸镀掩模准备体是用于得到蒸镀掩模的蒸镀掩模准备体,所述蒸镀掩模是将形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的,其中,在用于得到上述树脂掩模的树脂板的一侧的面上设置有用于得到上述金属掩模的金属板,在该树脂板的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片。
[0018]
另外,本发明的一个实施方式的有机半导体元件的制造方法包括使用在框体上固定有蒸镀掩模的带框体的蒸镀掩模在蒸镀对象物上形成蒸镀图案的工序,在上述形成蒸镀图案的工序中,固定于上述框体的上述蒸镀掩模是利用上述蒸镀掩模的制造方法制造的蒸镀掩模。
[0019]
另外,本发明的一个实施方式的有机el显示器的制造方法可使用利用上述有机半导体元件的制造方法制造的有机半导体元件。
[0020]
另外,本发明的一个实施方式涉及将形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的蒸镀掩模的制造方法,其中,该制造方法包括:准备在用于得到上述树脂掩模的树脂板的一侧的面上设置有上述金属掩模、在该树脂板的另一侧的面上吸附有具有自吸附性及剥离性的保护片的蒸镀掩模准备体的工序;相对于上述蒸镀掩模准备体,从上述金属掩模侧向上述树脂板照射激光,在该树脂板上形成上述与待蒸镀制作的图案相对应的树脂掩模开口部的工序;以及从形成有上述与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模将上述保护片剥离的工序。
[0021]
另外,吸附于上述树脂板的另一侧的面上的上述保护片也可以是含有有机硅类树脂及聚氨酯类树脂中的任意一者或两者的保护片。另外,上述蒸镀掩模准备体也可以是在
用于得到上述树脂掩模的树脂板的一侧的面上设置有上述金属掩模、在该树脂板的另一侧的面上吸附有多个上述保护片而成的蒸镀掩模准备体。
[0022]
另外,本发明的一个实施方式的蒸镀掩模准备体是用于得到蒸镀掩模的蒸镀掩模准备体,所述蒸镀掩模是将形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的,其中,在用于得到上述树脂掩模的树脂板的一侧的面上设置有上述金属掩模,在该树脂板的另一侧的面上吸附有具有自吸附性及剥离性的保护片。
[0023]
另外,本发明的一个实施方式的蒸镀掩模准备体是用于得到蒸镀掩模的蒸镀掩模准备体,所述蒸镀掩模是将形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的,其中,在用于得到上述树脂掩模的树脂板的一侧的面上设置有用于得到上述金属掩模的金属板,在该树脂板的另一侧的面上吸附有具有自吸附性及剥离性的保护片。
[0024]
另外,本发明的一个实施方式的有机半导体元件的制造方法包括使用在框体上固定有蒸镀掩模的带框体的蒸镀掩模在蒸镀对象物上形成蒸镀图案的工序,在上述形成蒸镀图案的工序中,固定于上述框体的上述蒸镀掩模是利用上述蒸镀掩模的制造方法制造的蒸镀掩模。
[0025]
另外,本发明的一个实施方式的有机el显示器的制造方法可使用利用上述有机半导体元件的制造方法制造的有机半导体元件。
[0026]
另外,本发明的一个实施方式的蒸镀掩模在具有树脂掩模开口部的树脂掩模的一侧的面上设置有具有金属掩模开口部的金属掩模,在上述树脂掩模的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片。
[0027]
另外,本发明的一个实施方式的蒸镀掩模在具有树脂掩模开口部的树脂掩模的一侧的面上设置有具有金属掩模开口部的金属掩模,在上述树脂掩模的另一侧的面上吸附有具有自吸附性及剥离性的保护片。
[0028]
发明的效果
[0029]
根据本发明的蒸镀掩模的制造方法、及本发明的蒸镀掩模准备体,即使是大型化的情况下也能够简便且成品率良好地制造可满足高精细化和轻质化这两者的蒸镀掩模。另外,根据本发明的有机半导体元件的制造方法、蒸镀掩模,能够精度良好地制造有机半导体元件。另外,根据本发明的有机el显示器的制造方法,能够精度良好地制造机el显示器。
附图说明
[0030]
[图1]用于对一个实施方式的蒸镀掩模的制造方法的一例进行说明的工序图。
[0031]
[图2]示出了比较的蒸镀掩模的一例的剖面示意图。
[0032]
[图3]对使用比较的蒸镀掩模准备体制造的蒸镀掩模从树脂掩模侧进行观察时的树脂掩模开口部附近的放大正视图。
[0033]
[图4]用于对蒸镀掩模准备体的形成方法的一例进行说明的工序图。
[0034]
[图5](a)为对作为一例的蒸镀掩模准备体从保护片30侧进行俯视时的正视图,(b)为(a)的蒸镀掩模准备体的剖面示意图。
[0035]
[图6](a)为对作为一例的蒸镀掩模准备体从保护片30侧进行俯视时的正视图,
(b)为(a)的蒸镀掩模准备体的剖面示意图。
[0036]
[图7](a)~(c)为对作为一例的蒸镀掩模准备体从保护片30侧进行俯视时的正视图。
[0037]
[图8]示出了框体的一例的正视图。
[0038]
[图9](a)为对利用一个实施方式的蒸镀掩模的制造方法制造的蒸镀掩模从金属掩模侧进行俯视时的正视图,(b)为(a)的a-a剖面示意图。
[0039]
[图10]对实施方式(a)的蒸镀掩模从金属掩模侧进行俯视时的正视图。
[0040]
[图11]对实施方式(a)的蒸镀掩模从金属掩模侧进行俯视时的正视图。
[0041]
[图12]对实施方式(a)的蒸镀掩模从金属掩模侧进行俯视时的正视图。
[0042]
[图13](a)、(b)均为对实施方式(a)的蒸镀掩模从金属掩模侧进行俯视时的正视图。
[0043]
[图14]对实施方式(b)的蒸镀掩模从金属掩模侧进行俯视时的正视图。
[0044]
[图15]对实施方式(b)的蒸镀掩模从金属掩模侧进行俯视时的正视图。
[0045]
[图16]对带框体的蒸镀掩模从树脂掩模侧进行俯视时的正视图。
[0046]
[图17]对带框体的蒸镀掩模从树脂掩模侧进行俯视时的正视图。
[0047]
[图18]示出了具有有机el显示器的器件的一例的图。
[0048]
[图19]一个实施方式的蒸镀掩模的剖面示意图。
[0049]
符号说明
[0050]
100
…
蒸镀掩模
[0051]
10a
…
金属板
[0052]
10
…
金属掩模
[0053]
15
…
金属掩模开口部
[0054]
20a
…
树脂板
[0055]
20
…
树脂掩模
[0056]
30
…
保护片
[0057]
25
…
树脂掩模开口部
[0058]
60
…
蒸镀掩模准备体
[0059]
62
…
抗蚀材料
[0060]
64
…
抗蚀图案
具体实施方式
[0061]
以下,结合附图等对本发明的实施方式进行说明。需要说明的是,本发明可以以多种不同的方式来实施,其解释并不受限于以下示例出的实施方式的记载内容。另外,就附图而言,为了使说明更为明确,与实际的实施方式相比,对于各部分的宽度、厚度、形状等,有时仅作出了示意性的表示,但终究仅为一例,并不对本发明的解释造成限定。并且,在本申请说明书和各图中,对于与已针对前面的图在前有所描述的相同的要素,采用相同的符号并有时适当省略其详细的说明。另外,为了便于说明,将使用上方或下方等语句进行说明,但上下方向也可以颠倒。对于左右方向也同样。
[0062]
<<蒸镀掩模的制造方法>>
[0063]
以下,针对本发明的实施方式涉及的蒸镀掩模的制造方法,采用附图进行具体说明。本发明的实施方式涉及的蒸镀掩模的制造方法如图1所示,是形成有金属掩模开口部15的金属掩模10、和在与该金属掩模开口部15重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20叠层而成的蒸镀掩模100的制造方法,其中,该制造方法包括:如图1(a)所示地,准备在用于得到树脂掩模的树脂板20a的一侧的面上设置有金属掩模10、在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片30的蒸镀掩模准备体60的工序;如图1(b)所示地,相对于蒸镀掩模准备体60,从金属掩模10侧向树脂板20a照射激光,在该树脂板20a上形成与待蒸镀制作的图案相对应的树脂掩模开口部25的工序;以及如图1(c)所示地,从形成有与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20将保护片30剥离的工序,换言之,将保护片30从作为最终的制造对象物的蒸镀掩模100剥离的工序。
[0064]
本申请说明书中所述的剥离强度,与以jis z-0237:2009为基准的180
°
剥离粘合力同义,剥离强度的测定可以基于jis z-0237:2009中的(方法2)而进行,即以相对于背面的180
°
剥离粘合力为基准。具体而言,使用在不锈钢板上以使不锈钢板与粘合剂相对的方式贴合试验带(其表面具有粘合剂的聚酰亚胺膜(聚酰亚胺带5413(3m japan(株)制))而成的试验板,在该试验板的聚酰亚胺膜上粘贴作为试验片的保护片,并利用以jis z-0237:2009为基准的方法测定将作为试验片的保护片从作为试验板的聚酰亚胺膜进行180
°
剥离时的剥离强度(对聚酰亚胺),由此可以测定保护片的剥离强度。进行剥离强度的测定的测定机使用电动机械式万能试验机(5900系列instron公司制)。
[0065]
在对各工序进行说明时,首先,列举使用不满足用于本发明的实施方式涉及的蒸镀掩模的制造方法的蒸镀掩模准备体60的要件的“比较的蒸镀掩模准备体60a”来制造蒸镀掩模的情况为例,对本发明的实施方式涉及的蒸镀掩模的制造方法的优势进行说明。需要说明的是,“比较的蒸镀掩模准备体60a”如图2所示,与本发明的实施方式涉及的蒸镀掩模的制造方法中使用的蒸镀掩模准备体60(参见图1(a))的区别仅在于在树脂板20a的另一侧的面上未设置保护片30。
[0066]
在“比较的蒸镀掩模准备体”中相对于树脂板20a的树脂掩模开口部的形成、以及在用于本发明的实施方式涉及的蒸镀掩模的制造方法的蒸镀掩模准备体60中相对于树脂板20a的树脂掩模开口部25的形成,可通过从金属掩模10侧向树脂板20a照射激光,将树脂板20a分解来进行。
[0067]
这里,在着眼于向“比较的蒸镀掩模准备体”的树脂板20a照射激光而形成树脂掩模开口部25的中途阶段,换言之,在着眼于在树脂板20a存在了最终成为树脂掩模开口部25的凹部的阶段时,伴随着基于激光照射的激光加工的进行,从树脂板20a的底面到凹部的底面的厚度会不断变薄,凹部或该凹部附近的树脂板20a的强度会不断降低。进而,伴随着该强度的降低,在即将形成树脂掩模开口部25之前,树脂板20a的一部分容易破成碎片而产生“毛刺”或“渣滓”。另外,伴随着树脂板20a的底面与凹部的底面之间的厚度变薄,也容易产生由焦点模糊引起的“毛刺”、“渣滓”。具体而言,因焦点模糊,基于激光的树脂板20a的分解无法正常进行,容易出现在树脂掩模开口部25的边缘部产生“毛刺”的情况、或未分解完全的树脂板20a的一部分作为“渣滓”而残留。需要说明的是,本申请说明书中的所述“渣滓”与“碎片”同义。
[0068]
另外,在将“比较的蒸镀掩模准备体”载置于加工台70上、在“比较的蒸镀掩模准备体”的树脂板20a上形成树脂掩模开口部25的情况下,在加工台70与“比较的蒸镀掩模准备体”的树脂板20a之间会存在一定程度的间隙,该间隙也会成为照射激光时的焦点模糊的主要原因。需要说明的是,为了减小加工台70与“比较的蒸镀掩模准备体”的树脂板20a之间的间隙,即,为了使加工台70与“比较的蒸镀掩模准备体”的树脂板20a之间的密合性提高,可以采用各种吸附方法,例如静电吸附、真空吸附、利用磁铁进行吸附的方法。然而,利用这些吸附方法时,会出现“比较的蒸镀掩模准备体”的树脂板20a的平滑性降低的情况、或因照射激光而导致吸附部受到损伤的点、或是局部地(在微观上)产生树脂板20a与加工台70未能完全密合的部分,故不优选。
[0069]
在“比较的蒸镀掩模准备体”的树脂板20a上形成树脂掩模开口部25时产生的“毛刺”、“渣滓”,存在如图3(a)所示地向树脂掩模开口部25的内周侧突出、和/或如图3(b)所示地附着在未与树脂掩模20的金属掩模10接触一侧的表面的倾向。在产生了图3(a)所示那样的“毛刺”、“渣滓”的情况下,在使用所制造的蒸镀掩模在蒸镀对象物上进行蒸镀图案的形成时,“毛刺”、“渣滓”会成为阻断从蒸镀源释放出的蒸镀材料、引起在蒸镀对象物上形成不充分的图案的所谓图案缺陷的主要原因。另外,为了使用蒸镀掩模在蒸镀对象物上进行精度良好的图案蒸镀,一般认为需要使蒸镀掩模与蒸镀对象物充分地密合,但在产生了图3(b)所示那样的“毛刺”、“渣滓”的情况下,会成为导致在蒸镀掩模与蒸镀对象物之间发生密合不良、产生像素模糊等的主要原因。需要说明的是,图3是对使用“比较的蒸镀掩模准备体”制造的蒸镀掩模从树脂掩模侧进行俯视时的树脂掩模开口部25附近的放大正视图。
[0070]
<准备蒸镀掩模准备体的工序>
[0071]
因此,在本发明的实施方式涉及的蒸镀掩模的制造方法中,作为具备用于照射激光而形成树脂掩模开口部25的树脂板20a的蒸镀掩模准备体,可使用在树脂板20a的一侧的面上设置有金属掩模10、在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片30的蒸镀掩模准备体60。换言之,作为用于得到蒸镀掩模100的蒸镀掩模准备体60,可使用具有以下(特征1)、(特征2)的蒸镀掩模准备体60。
[0072]
(特征1):在用于得到树脂掩模20的树脂板20a的一侧的面上设置有金属掩模10、在树脂板20a的另一侧的面上设置有保护片30的点。
[0073]
(特征2):在呈上述(特征1)构成的蒸镀掩模准备体60中,在树脂板20a的另一侧的面上设置的保护片以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的点。
[0074]
根据具有该特征(特别是上述(特征1))的蒸镀掩模准备体60,在向蒸镀掩模准备体60的树脂板20a照射激光,使树脂板20a分解而形成树脂掩模开口部25时,能够抑制“毛刺”、“渣滓”的发生。由此可以获得能够形成高精细的蒸镀图案的蒸镀掩模100。具体而言,利用设置在树脂板20a的另一侧的面上的保护片30,可以抑制在向树脂板20a照射激光而形成树脂掩模开口部25时的焦点模糊,从而可以抑制因焦点模糊而导致树脂板20a的分解变得不充分所引起的“毛刺”及“渣滓”的发生。另外,根据具有该特征(特别是上述(特征1))的蒸镀掩模准备体60,例如在将蒸镀掩模准备体60载置于加工台70上进行树脂掩模开口部25的形成时,即使在加工台70与蒸镀掩模准备体60之间产生了间隙的情况下,也可以抑制在
0237:2009为基准的剥离强度为0.0012n/10mm以上且0.012n/10mm以下的保护片。更优选的实施方式的蒸镀掩模准备体60在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.002n/10mm以上且0.04n/10mm以下的保护片。特别优选的实施方式的蒸镀掩模准备体60在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.002n/10mm以上且0.02n/10mm以下的保护片30。
[0081]
上述中,列举在加工台70上载置有蒸镀掩模准备体60的状态下形成树脂掩模开口部25的情况为例进行了说明,但本发明的实施方式涉及的蒸镀掩模的制造方法并不以蒸镀掩模准备体60载置于加工台70为必要条件,例如,也可以在未在加工台70上载置蒸镀掩模准备体60、而是将蒸镀掩模准备体60固定于框体的状态下、或利用除此以外的方法,向蒸镀掩模准备体的树脂板20a照射激光而进行树脂掩模开口部25的形成。
[0082]
(蒸镀掩模准备体的制造方法的一例)
[0083]
用于本发明的实施方式涉及的蒸镀掩模的制造方法的蒸镀掩模准备体60只要满足在树脂板20a的一侧的面上设置有金属掩模10、在树脂板20a的另一侧的面上设置有满足上述(特征2)的保护片30这样的条件,则对于蒸镀掩模准备体60的制造方法没有任何限定。
[0084]
例如,准备预先形成有金属掩模开口部15的金属掩模10,利用现有公知的方法、例如使用粘接剂等将该金属掩模10贴合在树脂板20a的一侧的面上,并以满足上述(特征2)的条件的方式将保护片30直接地、或使用粘接剂等间接地贴合在树脂板20a的另一侧的面,由此可以得到蒸镀掩模准备体60。需要说明的是,也可以在树脂板20a的另一侧的面上设置了保护片30之后,在树脂板20a的一侧的面上贴合金属掩模10。另外,除了将保护片30直接地或间接地贴合在树脂板20a上之外,也可以采用各种印刷方法等在树脂板20a上形成成为保护片30的层。
[0085]
另外,也可以准备用于得到金属掩模10的金属板,在树脂板20a的一侧的面上贴合该金属板,形成仅贯穿该金属板的金属掩模开口部15,然后以满足上述(特征2)条件的方式在树脂板20a的另一侧的面上设置保护片30。树脂板20a与保护片30的贴合可以在使树脂板20a与金属板贴合之前进行,也可以在使树脂板20a与金属板贴合之后、形成金属掩模开口部15之前的阶段进行。也就是说,只要是在树脂板20a上形成树脂掩模开口部25之前,可以在任何阶段进行树脂板20a与保护片30的贴合。
[0086]
图4(a)~(d)是示出了蒸镀掩模准备体60的形成方法的一例的剖面示意图,在图示的实施方式中,在金属板10a上设置树脂板20a之后在该金属板10a上形成金属掩模开口部15,其后在树脂板20a的未与金属掩模接触的一侧的面设置保护片。需要说明的是,可以以满足上述(特征2)的方式在树脂板20a与保护片30之间设置任意的层。
[0087]
作为在金属板10a上形成树脂板20a的方法,可列举将成为树脂板20a的材料的树脂分散或溶解在适当的溶剂中而成的涂敷液利用现有公知的涂敷方法进行涂敷、干燥的方法等。另外,也可以在金属板10a上隔着粘接层等贴合树脂板20a。在该方法中,如图4(a)所示地,在金属板10a上设置树脂板20a之后,在金属板10a的表面涂敷抗蚀材料62,使用形成有金属掩模开口部图案的掩模63来掩蔽该抗蚀材料,并进行曝光、显影。由此,如图4(b)所示地,在金属板10a的表面形成抗蚀图案64。接着,使用该抗蚀图案64作为耐蚀刻掩模,仅对金属板10a进行蚀刻加工,并在蚀刻结束后将上述抗蚀图案洗涤除去。由此,如图4(c)所示地,得到在树脂板20a的一侧的面上设置有在金属板10a形成有金属掩模开口部15的金属掩
模10的叠层体。接着,如图4(d)所示地,通过在得到的叠层体的树脂板20a的另一侧的面上贴合保护片30、或采用各种印刷方法形成成为保护片30的层,从而得到蒸镀掩模准备体60。
[0088]
关于抗蚀材料的掩蔽方法,没有特别限定,可以如图4(a)所示地仅在金属板10a的未与树脂板20a接触的面侧涂敷抗蚀材料62,也可以在树脂板20a与金属板10a的各自的表面涂敷抗蚀材料62(未图示)。另外,还可以采用在金属板10a的未与树脂板20a接触的面、或树脂板20a与金属板10a的各自的表面贴合干膜抗蚀剂的干膜法。关于抗蚀材料62的涂敷法,没有特别限定,在仅在金属板10a的未与树脂板20a接触的面侧涂敷抗蚀材料62的情况下,可以采用旋涂法、喷涂法。另一方面,在树脂板20a与金属板10a叠层而成的材料为长条片状的情况下,优选采用能够以辊对辊方式涂敷抗蚀材料的浸涂法等。需要说明的是,在浸涂法中,树脂板20a与金属板10a的各自的表面会被涂敷抗蚀材料62。
[0089]
作为抗蚀材料,优选使用处理性良好、具有期望的清晰性的材料。另外,关于在蚀刻加工时使用的蚀刻材料,并无特别限定,适当选择公知的蚀刻材料即可。
[0090]
关于金属板10a的蚀刻法,没有特别限定,可采用例如:将蚀刻材料从喷射喷嘴以给定的喷雾压力进行喷雾的喷雾蚀刻法、在填充有蚀刻材料的蚀刻液中浸渍的浸渍蚀刻法、滴加蚀刻材料的旋转蚀刻法等湿式蚀刻法、利用气体、等离子体等的干式蚀刻法。
[0091]
(保护片)
[0092]
设置在树脂板20a的另一侧的面上的保护片30只要是能够满足上述(特征2)的条件的材料,即,只要是满足是以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片这样的条件的材料,则对于除此以外的条件没有限定。
[0093]
保护片30以满足上述(特征2)的条件的方式(i)直接设置在树脂板20a的另一侧的面上、(ii)隔着任意的层间接地设置在树脂板20a的另一侧的面上。
[0094]
作为直接设置在树脂板20a的另一侧的面上的保护片30,可列举其表面具有自吸附性、或自粘合性的保护片30。
[0095]
这里所述的保护片30的自吸附性是指,能够利用保护片30自身的机理而吸附在树脂板20a的另一侧的面上的性质。具体是指,在树脂板20a的另一侧的面与保护片之间无需通过粘接剂、粘合剂等粘接,并且,树脂板20a与保护片之间无需利用外部机构、例如磁铁等进行吸引保护片就能够密合在树脂板20a的另一侧的面上的性质。利用这样的具有自吸附性的保护片30,在与树脂板20a接触时,能够在赶出空气的同时使该保护片30吸附于树脂板20a。
[0096]
作为具有自吸附性的保护片30,可使用例如:利用构成保护片30的树脂材料自身的作用而显示出自吸附性的材料。
[0097]
关于这样的保护片30的树脂材料,没有特别限定,可适当选择从树脂板20a将保护片30剥离时的剥离强度能够满足上述(特征2)的条件的材料而使用。就作为一例的保护片30而言,作为可显示自吸附性的树脂,包括丙烯酸类树脂、有机硅类树脂、聚氨酯类树脂、聚酯树脂、环氧树脂、聚乙烯醇树脂、环烯烃树脂、聚乙烯树脂等,将该保护片30从树脂板20a剥离时的剥离强度满足上述(特征2)的条件。关于后述的具有蜂窝吸盘结构的保护片的树脂材料,也可以使用这些树脂材料。需要说明的是,保护片30可以单独含有1种树脂,也可以含有2种以上树脂。例如,也可以组合使用剥离性高的树脂材料,从而将保护片30的剥离强度调整为满足上述(特征2)的条件。关于后述的各种实施方式的保护片30也同样。另外,作
为树脂材料自身具有吸附性的保护片30,还可以使用例如在日本特开2008-36895号公报中记载的原材料本身具有吸附性的片状物等。
[0098]
另外,除了上述利用树脂材料自身的作用而具有自吸附性的保护片30以外,还可以使用其表面具有蜂窝吸盘结构的保护片30。在使用具有蜂窝吸盘结构的保护片30的情况下,以满足从树脂板20a将保护片30剥离时的剥离强度满足上述(特征2)的条件为条件。所述蜂窝吸盘结构是指,在表面形成的连续的微细凹凸结构,该连续的微细凹凸结构通过起到作为吸盘的作用,从而为保护片30赋予自吸附性。作为这样的保护片30,可列举例如:日本特开2008-36895号公报中记载的具有蜂窝吸盘结构的片状物等。
[0099]
也可以通过对保护片30的与树脂板20a接触一侧的表面实施粘接处理而使保护片30显示粘合性(也称为粘接性)。作为粘接处理,可列举例如:电晕放电处理、火焰处理、臭氧处理、紫外线处理、放射线处理、表面粗糙化处理、化学药品处理、等离子体处理、低温等离子体处理、底涂处理、接枝化处理等。
[0100]
除了在树脂板20a的另一侧的面上直接设置保护片30以外,也可以在树脂板20a的另一侧的面上隔着具有粘接性或粘合性的层(以下也称为中间层)而间接地设置保护片30。需要说明的是,在采取间接地设置保护片30的实施方式的情况下,也以从树脂板20a将保护片30剥离时的剥离强度满足上述(特征2)为必要条件。
[0101]
在保护片30自身不具有自吸附性或自粘合性的情况下,中间层起到使树脂板20a与保护片30密合的作用。即,作为中间层,可使用具有粘接性或粘合性的层。另外,在树脂板20a的另一侧的面上直接设置保护片30的情况下,在无法满足上述(特征2)的条件时,作为用于调整从树脂板20a将保护片30剥离时的剥离强度的层,也可以在树脂板20a与保护片30之间设置中间层。需要说明的是,就用于调整剥离强度的中间层而言,例如在树脂板20a的另一侧的面上直接设置保护片30时,在剥离保护片30时的剥离强度达到0.2n/10mm以上的情况下,可以作为用于降低该剥离强度的层而设置在树脂板20a与保护片30之间,在剥离保护片30时的剥离强度低于0.0004n/10mm的情况下,可以作为用于提高该剥离强度的层而设置在树脂板20a与保护片30之间。
[0102]
中间层可以呈由1层构成的单层结构,也可以呈由2层以上的层叠层而成的叠层结构。例如,可以将从树脂板20a侧依次叠层用于使树脂板20a与保护片30密合的粘接层、用于对剥离保护片时的剥离强度进行调整的剥离层而成的中间层设置在树脂板20a与保护片30之间。
[0103]
中间层可以是在从树脂板20a将保护片30剥离时连同该保护片30一起从树脂板20a被剥离的层,也可以是残存于树脂板20a侧的层。需要说明的是,在向树脂板20a照射激光而形成树脂掩模开口部25的工序中,在保护片30、中间层会因激光而发生分解的情况下,会成为新的“毛刺”、“渣滓”的发生源,因此如后所述,保护片30、中间层优选为不会因激光而发生分解、或不易发生分解的材料。需要说明的是,在采取制成不会因激光而发生分解、或不易发生分解的中间层,并使该中间层在将保护片30从树脂板20a剥离的工序中残存于树脂板20a侧的方案的情况下,残存的中间层会堵塞树脂板20a上形成的树脂掩模开口部25,故不优选。考虑到这一点,中间层的材料优选使用不会因激光而发生分解或不易发生分解、从树脂板20a将保护片30剥离时的剥离强度能够满足上述(特征2)的条件、且能够使其与保护片30的密合性高于与树脂板20a的密合性的材料。根据该实施方式,可以将保护片30
连同中间层一起从树脂板20a剥离。
[0104]
作为间接地设置在树脂板20a的另一侧的面上的保护片30,可列举例如:聚对苯二甲酸乙二醇酯等聚酯、聚芳酯、聚碳酸酯、聚氨酯、聚酰亚胺、聚醚酰亚胺、纤维素衍生物、聚乙烯、乙烯-乙酸乙烯酯共聚物、聚丙烯、聚苯乙烯、丙烯酸类、聚氯乙烯、聚偏氯乙烯、聚乙烯醇、聚乙烯醇缩丁醛、尼龙、聚醚醚酮、聚砜、聚醚砜、四氟乙烯-全氟烷基乙烯基醚、聚氟乙烯、四氟乙烯-乙烯、四氟乙烯-六氟丙烯、聚氯三氟乙烯、聚偏氟乙烯等各种塑料膜或片。
[0105]
作为中间层的材料,可列举例如:丙烯酸树脂、氯乙烯类树脂、乙酸乙烯酯类树脂、氯乙烯/乙酸乙烯酯共聚树脂、聚酯类树脂、聚酰胺类树脂等。
[0106]
关于中间层的厚度,没有特殊限定,但优选在1μm以上且50μm以下的范围、更优选在3μm以上且20μm以下的范围。
[0107]
关于中间层的形成方法,没有特别限定,例如可以通过将中间层用涂敷液涂布在树脂板20a的另一侧的面上并进行干燥而形成,所述中间层用涂敷液是将从树脂板20a将保护片30剥离时的剥离强度能够满足上述(特征2)的树脂材料的1种或2种以上、以及根据需要而添加的添加材料溶解或分散在适当的溶剂中而成的。另外,除了通过涂敷而形成中间层的方法以外,还可以贴合从树脂板20a将保护片30剥离时的剥离强度能够满足上述(特征2)的粘合片等而形成中间层。
[0108]
设置在中间层上的保护片30可以通过下述方法形成:将从树脂板20a剥离保护片30时的剥离强度能够满足上述(特征2)的保护片或保护膜贴合在中间层上而形成;也可以将从树脂板20a剥离保护片30时的剥离强度能够满足上述(特征2)的树脂材料的1种或2种以上、以及根据需要而添加的添加材料溶解或分散在适当的溶剂中而成的涂敷液涂布在树脂板20a的另一侧的面上并进行干燥而形成。
[0109]
就优选的实施方式的保护片30而言,无论是该保护片30直接设置在树脂板20a上、或是隔着中间层等间接地设置在树脂板20a上,用于在树脂板20a形成树脂掩模开口部25的激光的波长的透过率为70%以上、优选为80%以上。另外,在树脂板20a上隔着中间层间接地设置有保护片30的情况下,除了保护片30以外,就中间层而言,用于在树脂板20a形成树脂掩模开口部25的激光的波长的透过率也优选为70%以上、特别优选为80%以上。根据优选的实施方式的保护片30,为了在树脂板20a形成树脂掩模开口部25而照射激光时,可以抑制由于该激光而导致中间层、保护片30发生分解。由此,可以抑制由于中间层、保护片30发生分解而引发的各种问题,例如,因中间层、保护片30发生分解而产生的“渣滓”附着在树脂板20a形成的树脂掩模开口部25的内壁面等。需要说明的是,激光的波长根据所使用的激光的类别而不同,例如,在使用聚酰亚胺树脂作为树脂板20a的材料的情况下,可使用yag激光、准分子激光等。需要说明的是,对于微细加工而言,适宜的是激光的波长为355nm的yag激光(三次谐波)、或激光的波长为248nm的准分子激光(krf)。因此,在进行保护片30的选择时,根据所使用的激光的类别、以使激光的透过率达到上述优选的透过率的方式适当设定保护片30的材料即可。另外,作为使能够满足上述(特征2)的条件的保护片30的透过率达到上述优选的透过率的方法,可列举调整保护片30的厚度的方案,具体而言,可列举减薄保护片30的厚度的方法、使用透明性高的树脂材料等作为保护片30的树脂材料的方法。
[0110]
关于保护片30的厚度,没有特殊限定,但优选为1μm以上且100μm以下、更优选为2μm以上且75μm以下、进一步优选为2μm以上且50μm以下、特别优选为3μm以上且30μm以下的范
围。通过使保护片30的厚度为1μm以上,可以充分提高保护片30的强度,在向树脂板20a照射激光而形成树脂掩模开口部时,可以降低保护片30发生破损、或保护片30产生裂纹的风险等。特别是,在使保护片30的厚度为3μm以上的情况下,能够进一步降低该风险。
[0111]
另外,作为保护片30,也可以使用利用支撑构件支撑保护片30的支撑构件一体型的保护片(未图示)。通过形成支撑构件一体型的保护片,即使在减薄了保护片30自身的厚度的情况下,也可以使保护片30的操作性等良好。关于支撑构件的厚度,没有特别限定,可根据保护片30的厚度而适当设定,但优选为3μm以上且200μm以下、更优选为3μm以上且150μm以下、进一步优选为3μm以上且100μm以下、特别优选为10μm以上且75μm以下。
[0112]
关于支撑构件的材料,也没有特别限定,可使用树脂材料、玻璃材料等,但从柔软性等的观点出发,优选使用树脂材料。
[0113]
保护片30被设置在树脂板20a的另一侧的面上且与最终在树脂板20a形成的树脂掩模开口部25在厚度方向上重合的位置。在树脂板20a的另一侧的面上,可以设置1个保护片30,也可以设置多个保护片30。在图5(a)、(b)所示的实施方式中,在树脂板20a的另一侧的面上设置了1个保护片30。需要说明的是,图5(a)是从保护片30侧对作为一例的蒸镀掩模准备体60进行观察的正视图,(b)是剖面示意图。在图5所示的实施方式中,保护片30的横向(图中的左右方向)的长度比树脂板20a的横向的长度短,但也可以使保护片30的横向的长度与树脂板20a的横向的长度为相同长度,使得保护片30的端面与树脂板20a的端面的面位置一致,还可以使保护片30的横向的长度比树脂板20a的横向的长度长,使得保护片30的外周相对于树脂板20a突出。关于保护片30的纵向的长度也同样。另外,关于后述的各种实施方式的保护片30也同样。
[0114]
优选的实施方式的保护片30如图6(a)、(b)所示地,在树脂板20a的另一侧的面上设置有多个保护片30。根据该实施方式,即使在使树脂板20a大型化的情况下、也就是在使最终制造的蒸镀掩模100大型化的情况下,也能够简便地在树脂板20a的另一侧的面上设置保护片30。特别是,在保护片30为具有自吸附性的保护片30的情况下,随着保护片30的大小增大,在树脂板20a与保护片30之间残存空气的风险增大,但通过将保护片30分割为多个,使其大小减小,可以降低在树脂板20a的另一侧的面与各保护片30之间残存空气等的风险,能够简便地提高树脂板20a与保护片30之间的密合性。另外,即使由于在树脂板20a上贴合保护片30时的人为错误等而导致在树脂板20a形成树脂掩模开口部25的工序之前必须将设置在树脂板20a的另一侧的面上的保护片30剥离的情况下,仅仅将该成为对象的保护片30剥离即足矣,从作业效率方面考虑是优选的。
[0115]
关于在树脂板20a的另一侧的面上设置多个保护片30的情况下的保护片30的大小等,没有特别限定,例如,可以是能够覆盖最终形成的树脂掩模开口部的1个或多个树脂掩模开口部25的大小,也可以是能够覆盖后述的“1个画面”或多个画面的大小。就优选的实施方式的保护片30而言,多个保护片30分别为与最终形成于树脂板20a的“1个画面”或多个画面重合的大小。特别是,在后述的优选实施方式的蒸镀掩模中,由于各画面间的间隔比树脂掩模开口部25的间隔宽,因此从作业性的观点出发,保护片30优选以覆盖“1个画面”或多个画面的大小、并且设置在与“1个画面”或多个画面在厚度方向上重合的位置。需要说明的是,在图6中,由虚线封闭的区域是“1个画面”的配置预定区域。
[0116]
在图6所示的实施方式中,在从保护片30侧俯视蒸镀掩模准备体60时,在该蒸镀掩
模准备体的纵向及横向(图中的上下方向及左右方向)上有序地设置有多个保护片30,但也可以如图7(a)所示地,在横向上设置多个沿纵向延伸的保护片30,也可以如图7(b)所示地,在纵向上设置多个沿横向延伸的保护片30。另外,还可以如图7(c)所示地,使多个保护片30相互不同地随机地设置。
[0117]
<形成树脂掩模开口部的工序>
[0118]
本工序是如图1(b)所示地,相对于上述准备的蒸镀掩模准备体60,从金属掩模10侧通过金属掩模开口部15向树脂板20a照射激光,在树脂板20a形成与待蒸镀制作的图案相对应的树脂掩模开口部25的工序。需要说明的是,在图示的实施方式中,是相对于载置在加工台70上的蒸镀掩模准备体60而进行激光照射的,但加工台70是本发明的实施方式涉及的蒸镀掩模的制造方法中的任意的构成,也可以不将蒸镀掩模准备体60载置于加工台70而进行树脂掩模开口部25的形成。
[0119]
对于本工序中使用的激光装置没有特殊限定,使用现有公知的激光装置即可。另外,在本申请说明书中进行蒸镀制作的图案是指,欲使用该蒸镀掩模而制作的图案,例如在将该蒸镀掩模用于有机el元件的有机层的形成的情况下,为该有机层的形状。
[0120]
<将蒸镀掩模准备体固定于框体的工序>
[0121]
在本发明的实施方式涉及的蒸镀掩模的制造方法中,在形成树脂掩模开口部25之前的任意的工序间、或工序后,也可以具备将蒸镀掩模准备体60固定于框体的工序。本工序是本发明的蒸镀掩模的制造方法中的任意的工序,但通过在照射激光而在树脂板20a形成树脂掩模开口部25之前的阶段预先将蒸镀掩模准备体60固定于框体,可以使将所得蒸镀掩模100固定于框体时产生的安装误差达到零。需要说明的是,除了将蒸镀掩模准备体60固定于框体以外,也可以在树脂板20a的一侧的面上设置金属掩模10而成的叠层体、或在树脂板20a的一侧的面上设置用于得到金属掩模的金属板10a而成的叠层体固定于框体之后,在该叠层体的树脂板20a的另一侧的面上设置保护片30。
[0122]
框体与蒸镀掩模准备体的固定可以在框体的表面进行,也可以在框体的侧面进行。
[0123]
需要说明的是,在将蒸镀掩模准备体60固定于框体的状态下进行激光加工的情况下,根据框体与蒸镀掩模准备体60的粘固状态的不同,会在蒸镀掩模准备体60与加工台70之间产生间隙、或导致蒸镀掩模准备体60与加工台70的密合性变得不充分而在微观上产生间隙,但由于蒸镀掩模准备体60在树脂板20a的另一侧的面上设置有保护片30,因此可以利用该保护片30的存在而防止树脂板20a的强度降低、或可能由树脂板20a与加工台70之间的间隙引发的焦点模糊。因此,本发明的实施方式涉及的蒸镀掩模的制造方法特别适用于在将蒸镀掩模准备体60固定于框体的状态下形成树脂掩模开口部25的情况。
[0124]
如图8(a)所示,框体40为大致矩形形状的框构件,具有用于使设置于最终得到的蒸镀掩模100的树脂掩模20的树脂掩模开口部25向蒸镀源侧露出的贯穿孔。对于框体的材料没有特殊限定,但可以使用刚性大的金属材料,例如sus、因瓦合金材料、陶瓷材料等。其中,从与蒸镀掩模的金属掩模的焊接容易、变形等的影响小的方面出发,优选金属框体。
[0125]
关于框体的厚度,也没有特殊限定,但从刚性等方面出发,优选在10mm以上且30mm以下的范围。就框体的开口的内周端面与框体的外周端面间的宽度而言,只要是能够将该框体与蒸镀掩模的金属掩模固定的宽度则没有特殊限定,例如可示例出10mm以上且70mm以
下范围的宽度。
[0126]
另外,如图8(b)~(d)所示地,作为框体40,也可以在不会妨碍形成于树脂板20a的树脂掩模开口部25的露出的范围内使用在贯穿孔的区域设置有补强框体45等的框体40。换言之,框体40所具有的开口也可以具有被补强框体等分割而成的构成。通过设置补强框体45,可以利用该补强框体45而将框体40与蒸镀掩模准备体60固定。具体而言,在沿纵向及横向并排地固定多个上述说明的蒸镀掩模准备体60时,即使在该补强框体与蒸镀掩模准备体60重合的位置也能够将蒸镀掩模准备体60固定于框体40。
[0127]
关于框体40与蒸镀掩模准备体60的固定方法,也没有特别限定,可采用利用激光等进行固定的点焊、粘接剂、上螺丝、或除此以外的方法进行固定。
[0128]
<将保护片剥离的工序>
[0129]
在本工序中,如图1(c)所示地,是在蒸镀掩模准备体60的树脂板20a形成树脂掩模开口部25而得到树脂掩模20之后,从该树脂掩模20将保护片30剥离除去的工序。换言之,是将保护片30从蒸镀掩模剥离除去的工序。通过经由本工序,会得到由形成有金属掩模开口部的金属掩模10、和在与该金属掩模开口部15重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20叠层而成的蒸镀掩模100。
[0130]
如上述说明的那样,在本发明的实施方式涉及的蒸镀掩模的制造方法中,在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片30,因此,无需进行另外的处理,例如用于除去保护片的溶解处理、或uv处理等,仅通过将保护片30提起即可简便地从形成有树脂掩模开口部25的树脂掩模20将保护片30剥离。另外,通过使剥离强度的上限值低于0.2n/10mm,可以抑制在剥离保护片30时向树脂板20a施加应力。
[0131]
需要说明的是,在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.2n/10mm以上的保护片的情况下,会导致向树脂板20a施加的应力变得过高,在形成树脂掩模开口部的工序中在形成于树脂板20a的树脂掩模开口部25容易发生尺寸变化或错位。另外,还容易在树脂板20a的另一侧的面上产生剥离痕迹等。
[0132]
另外,即使在形成树脂掩模开口部25的工序中,因树脂板20a发生分解而导致树脂板20a的“渣滓”附着于保护片30的表面等的情况下,也能够在本工序中将该“渣滓”连同保护片30一起剥离除去。另外,在使用具有自吸附性的保护片30作为保护片30的情况下,将该保护片30从树脂板20a剥离时,形成有树脂掩模开口部25的树脂板20a(树脂掩模20)的表面不会被保护片30的材料等污染,无需进行洗涤处理等。
[0133]
根据以上说明的本发明的实施方式涉及的蒸镀掩模的制造方法,通过保护片30的存在,能够成品率良好地制造由具有高精细的树脂掩模开口部25的树脂掩模20和金属掩模叠层而成的蒸镀掩模。
[0134]
接着,针对相对于在蒸镀掩模准备体60的树脂板20a的另一侧的面设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片的蒸镀掩模准备体,在树脂板20a形成树脂掩模开口部,然后从形成有树脂掩模开口部的树脂掩模将保护片剥离的本发明的实施方式涉及的蒸镀掩模的制造方法的优势进行说明。
[0135]
在蒸镀掩模准备体的树脂板的另一侧的面上以使树脂板与保护片相对的方式贴合下述表1所示的支撑构件一体型的保护片(样品1~7),并从金属掩模侧照射激光而进行
树脂掩模开口部25的形成,对此时的保护片的激光耐性、毛刺/渣滓的有无进行了确认。另外,对于在激光加工后,从树脂板(形成有树脂掩模开口部的树脂掩模)将保护片剥离时的剥离性也进行了确认。需要说明的是,对于样品a,未设置保护片而在树脂板进行了树脂掩模开口部的形成。另外,对于样品6、7,仅进行了有关剥离性的评价。
[0136]
作为蒸镀掩模准备体,使用了在树脂板(聚酰亚胺树脂厚度5μm)的一侧的面上设置有形成有金属掩模开口部的金属掩模(因瓦合金材料厚度40μm)、在树脂板的另一侧的面上设置有下述表1所示的支撑构件一体型的保护片的材料。激光加工使用了波长355nm的yag激光。构成支撑构件一体型的保护片的支撑构件、保护片的厚度、及保护片在波长355nm下的透过率如下述表1所示。剥离强度的测定是如下地进行的:基于jis z-0237:2009,使用在不锈钢板上以使不锈钢板与粘合剂相对地方式贴合试验带(其表面具有粘合剂的聚酰亚胺膜(聚酰亚胺带5413(3m japan(株)制))而成的试验板,在该试验板的聚酰亚胺膜上贴合作为试验片的保护片(样品1~7),利用电动机械式万能试验机(5900系列instron公司制)对将作为试验片的保护片从作为试验板的聚酰亚胺膜进行180
°
剥离时的剥离强度(对聚酰亚胺)进行测定。评价结果如表1所示。
[0137]
另外,为了表示出设置在树脂板20a的另一侧的面上的保护片的厚度与激光加工时保护片所受到的损伤之间的关系,在树脂板20a的另一侧的面上通过涂敷而形成厚度为1μm、相对于355nm的波长的透过率为1%的层(不具有自吸附性的层),将其作为样品b。另外,在树脂板20a的另一侧的面上通过涂敷而形成厚度为0.5μm、相对于355nm的波长的透过率为1%的层(不具有自吸附性的层),将其作为样品c。针对该样品b、c,进行了毛刺/渣滓的有无、及激光加工时的涂敷层的耐性评价。需要说明的是,作为涂敷层的材料,使用了聚酰亚胺树脂(photoneece dl-1602toray(株))。
[0138]
试验报告
[0139]
a)标准名称:jis z-0237:2009
[0140]
b)试验方法:方法2
[0141]
带是聚酰亚胺带5413(3m日本(株)制))
[0142]
c)材料的识别:制品编号(制品名称)如表中记载
[0143]
d)试验日及试验场所:2015年9月3日及12月7日、千叶县柏市
[0144]
e)试验结果:界面破坏
[0145]
其它测定装置:电动机械式万能试验机(5900系列instron公司制)
[0146]
由下述表1的结果可知,与未在树脂板20a的另一侧的面上设置保护片30、在树脂板20a进行了树脂掩模开口部的形成的样品a相比,对在树脂板20a的另一侧的面上设置有保护片30的蒸镀掩模准备体在该树脂板20a进行了树脂掩模开口部的形成的样品1~5,可以抑制毛刺、渣滓的产生,能够形成高精细的树脂掩模开口部。另外,根据对在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.2n/10mm的保护片的样品7、在树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片的1~6,可以抑制树脂掩模受到的损伤。另外,在除了具有自吸附性的保护片以外还设置了厚度为1μm的涂敷层的样品b中,在激光加工时涂敷层产生了裂纹,在设置了厚度0.5μm的涂敷层的样品c中,在激光加工时涂敷层发生了破损。另外,在使透过率低于70%的样品b、c中,因涂敷层吸收激光而导致涂敷层被激光加工,略微
产生了由此引起的毛刺、渣滓。
[0147][0148]
<<蒸镀掩模的制造方法>>
[0149]
接着,针对本发明的其它实施方式涉及的蒸镀掩模的制造方法,结合附图进行详细说明。本发明的其它实施方式涉及的蒸镀掩模的制造方法是由形成有金属掩模开口部15的金属掩模10、和在与该金属掩模开口部15重合的位置形成有与待蒸镀制作的图案相对应
的树脂掩模开口部25的树脂掩模20叠层而成的蒸镀掩模100的制造方法,其中,该制造方法包括:如图1(a)所示地,准备在用于得到树脂掩模的树脂板20a的一侧的面上设置金属掩模10、在该树脂板20a的另一侧的面上吸附具有自吸附性及剥离性的保护片30而成的蒸镀掩模准备体60的工序;如图1(b)所示地,相对于蒸镀掩模准备体60,从金属掩模10侧向向树脂板20a照射激光,在该树脂板20a上形成与待蒸镀制作的图案相对应的树脂掩模开口部25的工序;以及如图1(c)所示地,从形成有与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20将保护片30剥离的工序,也就是从作为最终的制造对象物的蒸镀掩模100将保护片30剥离的工序。以下,以与上述进行了说明的本发明的实施方式涉及的蒸镀掩模的制造方法的区别点为中心进行说明。需要说明的是,除了有特殊说明的情况以外,本发明的其它实施方式涉及的蒸镀掩模的制造方法可适当选择上述本发明的实施方式涉及的蒸镀掩模的制造方法的记载内容,可以将“本发明的实施方式涉及的蒸镀掩模的制造方法”的记载解读为“本发明的其它实施方式涉及的蒸镀掩模的制造方法”。
[0150]
<准备蒸镀掩模准备体的工序>
[0151]
在本发明的其它实施方式涉及的蒸镀掩模的制造方法中,作为具备用于经照射激光而形成树脂掩模开口部25的树脂板20a的蒸镀掩模准备体,可使用在树脂板20a的一侧的面上设置金属掩模10、进一步在该树脂板20a的另一侧的面上将具有自吸附性的保护片30利用其自吸附性进行吸附而成的蒸镀掩模准备体60。利用本发明的其它实施方式涉及的蒸镀掩模的制造方法,可利用吸附在树脂板20a的另一侧的面上的保护片30的存在而防止向树脂板20a照射激光时的焦点模糊,能够抑制由焦点模糊引起的“毛刺”、“渣滓”的发生。例如,在加工台70上载置蒸镀掩模准备体60而进行树脂掩模开口部25的形成时,即使在加工台70与蒸镀掩模准备体60之间产生了间隙的情况下,也能够防止在向树脂板20a照射激光时的焦点模糊。
[0152]
另外,在本发明的其它实施方式涉及的蒸镀掩模的制造方法中,由于可使用具有自吸附性的保护片30作为构成蒸镀掩模准备体60的保护片30,因此可利用其自吸附性而使保护片30无间隙地密合在树脂板20a的另一侧的面上。由此,可以充分抑制在树脂板20a形成树脂掩模开口部25时的焦点模糊,从而能够形成可实现高精细的蒸镀图案的形成的树脂掩模开口部25。另外,吸附在树脂板20a的另一侧的面上的保护片30起到覆盖树脂板20a的另一侧的面的作用,即使在树脂板20a的分解未能充分、在树脂板20a形成树脂掩模开口部25的阶段产生了树脂板20a的“渣滓”的情况下,也能够抑制该“渣滓”直接附着在树脂板20a的另一侧的面上。
[0153]
进一步,在使用具有自吸附性的保护片30作为构成蒸镀掩模准备体60的保护片30的本发明的其它实施方式涉及的蒸镀掩模的制造方法中,可以在不导致树脂板20a产生应变等的情况下使树脂板20a的另一侧的面与保护片30密合。需要说明的是,在使保护片30密合于树脂板20a时树脂板20a产生了应变等的情况下,存在由于该应变等而导致在树脂板20a形成的树脂掩模开口部25的尺寸精度、位置精度等降低的倾向。
[0154]
另外,在本发明的其它实施方式涉及的蒸镀掩模的制造方法中,可以谋求最终成为树脂掩模开口部25的凹部、及凹部附近的树脂板20a的强度降低的防止,就这一点而言,也可以防止“毛刺”、“渣滓”的发生。具体而言,在假定保护片30为树脂板的情况下,可以增加外观上的树脂板20a的厚度。也就是说,保护片30在起到防止焦点模糊的作用的同时,还
起到防止树脂板的强度降低的作为支撑体的作用。需要说明的是,利用设置在树脂板20a的另一侧的面上的保护片30,可以谋求最终成为树脂掩模开口部25的凹部、及凹部附近的树脂板20a的强度降低的防止,由此可以在照射激光而在树脂板20a形成树脂掩模开口部的阶段抑制树脂板20a的一部分破成碎片等。
[0155]
需要说明的是,在为了减小框体与蒸镀掩模之间的对位误差而在将蒸镀掩模准备体固定于框体的状态下在树脂板20a形成树脂掩模开口部25的情况下,当该蒸镀掩模准备体为在树脂板20a的另一侧的面上未吸附保护片30的“比较的蒸镀掩模准备体”时,在照射激光时会因框体的存在而导致“比较的蒸镀掩模准备体”的树脂板20a与加工台70之间无法密合,在固定于框体的状态下进行树脂掩模开口部25的形成的情况下,焦点模糊的程度变大。另一方面,在本发明的其它实施方式涉及的蒸镀掩模的制造方法中,即使在蒸镀掩模准备体60与加工台70存在间隙的情况下,也可以利用吸附于树脂板20a的另一侧的面上的保护片30的存在而防止在树脂板20a形成树脂掩模开口部25时发生焦点模糊。
[0156]
需要说明的是,上述中,以在加工台70上载置有蒸镀掩模准备体60的状态下形成树脂掩模开口部25的情况为例进行了说明,但本发明的其它实施方式涉及的蒸镀掩模的制造方法并不以蒸镀掩模准备体60载置于加工台70为必要条件,例如在未将蒸镀掩模准备体60载置于加工台70而是将蒸镀掩模准备体60固定于框体的状态下,或是利用除此以外的方法,也能够向蒸镀掩模准备体的树脂板20a照射激光而进行树脂掩模开口部25的形成。
[0157]
(蒸镀掩模准备体的制造方法的一例)
[0158]
用于本发明的其它实施方式涉及的蒸镀掩模的制造方法的蒸镀掩模准备体60只要满足在树脂板20a的一侧的面上设置有金属掩模10、在树脂板20a的另一侧的面上吸附有具有自吸附性的保护片30的条件,则对于蒸镀掩模准备体60的制造方法没有任何限定。
[0159]
例如,准备预先形成有金属掩模开口部15的金属掩模10,将该金属掩模10利用现有公知的方法、例如使用粘接剂等贴合在树脂板20a的一侧的面上,并使具有自吸附性的保护片30吸附于树脂板20a的另一侧的面,由此可以得到蒸镀掩模准备体60。需要说明的是,也可以在使具有自吸附性的保护片30吸附于树脂板20a的另一侧的面之后在树脂板20a的一侧的面上贴合金属掩模10。
[0160]
另外,也可以准备用于得到金属掩模10的金属板,在树脂板20a的一侧的面上贴合该金属板,形成仅贯穿该金属板的金属掩模开口部15,接着使具有自吸附性的保护片30吸附于该树脂板20a的另一侧的面上。需要说明的是,具有自吸附性的保护片30的吸附可以在使树脂板20a与金属板贴合之前进行,也可以在将树脂板20a与金属板贴合之后、形成金属掩模开口部15之前的阶段进行。也就是说,保护片30的吸附只要是在照射激光而在树脂板20a形成树脂掩模开口部25之前,可以在任何阶段进行。
[0161]
图4(a)~(d)是示出了蒸镀掩模准备体60的形成方法的一例的剖面示意图,在图示的实施方式中,在金属板10a上设置树脂板20a之后,在该金属板10a形成金属掩模开口部15,其后,使具有自吸附性的保护片30吸附于树脂板20a的未与金属掩模接触一侧的面。
[0162]
作为在金属板10a上形成树脂板20a的方法,可列举将成为树脂板20a的材料的树脂分散或溶解在适当的溶剂中而成的涂敷液利用现有公知的涂敷方法进行涂敷、并干燥的方法等。另外,也可以在金属板10a上隔着粘接层等而贴合树脂板20a。在该方法中,如图4(a)所示地,在金属板10a上设置树脂板20a之后,在金属板10a的表面涂敷抗蚀材料62,并使
用形成有金属掩模开口部图案的掩模63来掩蔽该抗蚀材料,进行曝光、显影。由此,如图4(b)所示地,在金属板10a的表面形成抗蚀图案64。进而,将该抗蚀图案64用作耐蚀刻掩模,仅对金属板10a进行蚀刻加工,在蚀刻结束后将上述抗蚀图案洗涤除去。由此,如图4(c)所示地,得到在树脂板20a的一侧的面上设置有在金属板10a形成金属掩模开口部15而成的金属掩模10的叠层体。接着,如图4(d)所示地,在所得叠层体的树脂板20a的另一侧的面上使具有自吸附性的保护片30利用其自吸附性进行吸附,由此得到蒸镀掩模准备体60。
[0163]
关于抗蚀材料的掩蔽方法,没有特别限定,可以如图4(a)所示地仅在金属板10a的未与树脂板20a接触的面侧涂敷抗蚀材料62,也可以在树脂板20a与金属板10a的各自的表面涂敷抗蚀材料62(未图示)。另外,还可以采用在金属板10a的未与树脂板20a接触的面、或树脂板20a与金属板10a的各自的表面贴合干膜抗蚀剂的干膜法。关于抗蚀材料62的涂敷法,没有特别限定,在仅在金属板10a的未与树脂板20a接触的面侧涂敷抗蚀材料62的情况下,可以采用旋涂法、或喷涂法。另一方面,在树脂板20a与金属板10a叠层而成的材料为长条片状的情况下,优选采用能够利用辊对辊方式涂敷抗蚀材料的浸涂法等。需要说明的是,在浸涂法中,是在树脂板20a与金属板10a的各自的表面涂敷抗蚀材料62。
[0164]
作为抗蚀材料,优选使用处理性良好、具有期望的清晰性的材料。另外,关于蚀刻加工时使用的蚀刻材料,没有特殊限定,适当选择公知的蚀刻材料即可。
[0165]
关于金属板10a的蚀刻法,没有特别限定,可采用例如:将蚀刻材料从喷射喷嘴以给定的喷雾压力进行喷雾的喷雾蚀刻法、浸渍在填充有蚀刻材料的蚀刻液中的浸渍蚀刻法、滴加蚀刻材料的旋转蚀刻法等湿式蚀刻法、或利用气体、等离子体等的干式蚀刻法。
[0166]
(保护片)
[0167]
构成蒸镀掩模准备体60的保护片30具有自吸附性及剥离性。需要说明的是,本申请说明书中所述的保护片30的自吸附性是指,能够利用保护片30自身的机理而吸附在树脂板20a的另一侧的面上的性质。具体而言,指的是在树脂板20a的另一侧的面与保护片之间不经由粘接材料、粘合剂等,并且无需使树脂板20a与保护片通过外部机理、例如利用磁铁等进行吸引而能够使保护片密合于树脂板20a的另一侧的面上的性质。利用这样的具有自吸附性的保护片30,在与树脂板20a接触时,能够边赶出空气边使该保护片30吸附于树脂板20a。另外,保护片30的剥离性是指,通过将吸附于树脂板20a的保护片30的一端提起而开始剥离、并通过将保护片30以适当的剥离角度继续提起而将吸附于树脂板20a的保护片30剥下的性质。需要说明的是,在将保护片30剥离时,优选以不会伴生树脂板20a的变形的适当的剥离角度将保护片30提起。适当的角度指的是例如45
°
以上且180
°
以下、优选为90
°
以上且180
°
以下的程度。
[0168]
作为具有自吸附性的保护片30,可使用例如:通过构成保护片30的树脂材料自身的作用而显示出自吸附性的保护片30。
[0169]
只要是能够通过树脂材料自身的作用而显示出自吸附性的树脂材料,则对于保护片30的树脂材料没有特别限定,例如,可适当选择使用能够显示出自吸附性的丙烯酸类树脂、有机硅类树脂、聚氨酯类树脂、聚酯树脂、环氧树脂、聚乙烯醇树脂、环烯烃树脂、聚乙烯树脂等现有公知的树脂材料。其中,利用包含能够显示出自吸附性的有机硅类树脂、聚氨酯类树脂的保护片30,在使保护片30吸附于树脂板20a时的空气赶出性良好,与包含其它树脂材料的保护片30相比,能够使保护片30密合性良好地吸附于树脂板20a。进一步,利用包含
能够显示出自吸附性的有机硅类树脂、聚氨酯类树脂的保护片30,能够减小树脂板20a与保护片30的剥离强度,能够在不对最终形成有树脂掩模开口部25的树脂板20a(树脂掩模20)造成损伤的情况下将保护片30剥离。就这一点而言,能够显示出自吸附性的有机硅类树脂、聚氨酯类树脂是优选作为保护片30的材料的树脂材料。其中,优选能够赋予更高的空气赶出性的聚氨酯类树脂。需要说明的是,保护片30可以单独含有1种树脂,也可以含有2种以上树脂。另外,作为树脂材料自身具有吸附性的保护片30,还可以使用例如在日本特开2008-36895号公报中记载的材料本身具有吸附性的片状物等。
[0170]
另外,除了上述通过树脂材料自身的作用而具有自吸附性的保护片30以外,还可以使用其表面具有蜂窝吸盘结构的保护片30。所述蜂窝吸盘结构指的是表面形成的连续的微细凹凸结构,该连续的微细凹凸结构通过发挥出作为吸盘的作用而为保护片30赋予自吸附性。作为这样的保护片30,可列举例如在日本特开2008-36895号公报中记载的具有蜂窝吸盘结构的片状物等。需要说明的是,作为具有蜂窝吸盘结构的保护片30的树脂材料,优选有机硅类树脂、聚氨酯类树脂。
[0171]
保护片30在具有自吸附性的同时还具有剥离性,在后述的将保护片30剥离的工序中,无需实施另外的处理,例如,无需进行溶解处理、uv照射处理等,即可从形成有与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20将保护片30剥离除去。需要说明的是,在保护片30相对于蒸镀掩模准备体60的剥离性低的情况下,在剥离保护片30时,会产生导致形成有树脂掩模开口部25的树脂板20a(树脂掩模20)受到损伤,所形成的树脂掩模开口部25的尺寸、位置等的精度降低的隐患。另外,还会产生在形成有树脂掩模开口部25的树脂掩模20(与形成有树脂掩模开口部的树脂板20a同义)残留剥离痕迹等的隐患。考虑到这一点,作为保护片30,优选使用以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片,更优选使用剥离强度为0.0012n/10mm以上且0.012n/10mm以下的保护片,进一步优选使用剥离强度为0.002n/10mm以上且0.04n/10mm以下的保护片,更进一步优选使用剥离强度为0.002n/10mm以上且0.02n/10mm以下的保护片。通过形成使具有这样的剥离强度的保护片30吸附于树脂板20a的另一侧的面上而成的蒸镀掩模准备体60,可以抑制在从形成有树脂掩模开口部25的树脂掩模20剥离保护片30时,形成有树脂掩模开口部25的树脂掩模20受到损伤、或在该树脂掩模20上产生剥离痕迹等。
[0172]
就优选实施方式的保护片30而言,用于在树脂板20a形成树脂掩模开口部25的激光的波长的透过率为70%以上、优选为80%以上。利用优选实施方式的保护片30,可以抑制为了在树脂板20a形成树脂掩模开口部25而照射激光时,因该激光而导致保护片30发生分解。由此,可以抑制由保护片30发生分解而引发的各种问题、例如由保护片30发生分解而产生的“渣滓”在树脂板20a形成的树脂掩模开口部25的内壁面发生附着等。需要说明的是,激光的波长根据所使用的激光的类别而异,例如,在使用聚酰亚胺树脂作为树脂板20a的材料的情况下,可采用yag激光、准分子激光等。需要说明的是,对于微细加工而言,适合激光的波长为355nm的yag激光(三次谐波)、激光的波长为248nm的准分子激光(krf)。因此,在进行保护片30的选择时,根据所使用的激光的类别而适当设定保护片30的材料、使得激光的透过率达到上述优选的透过率即可。另外,作为使含有作为上述优选的树脂材料而示例出的能够显示出自吸附性的有机硅类树脂、聚氨酯类树脂的保护片30的透过率达到上述优选的透过率范围的方法,可列举减薄含有有机硅类树脂、聚氨酯类树脂的保护片30的厚度的方
法。对于使用有机硅类树脂、聚氨酯类树脂以外的树脂材料作为能够显示出自吸附性的树脂材料的情况也同样。另外,还可以使用可显示出自吸附性、且透明性高的树脂材料等将透过率调整至上述优选的范围。
[0173]
对于保护片30的厚度没有特殊限定,但优选为1μm以上且100μm以下、更优选为2μm以上且75μm以下、进一步优选为2μm以上且50μm以下、特别优选为3μm以上且30μm以下的范围。通过使保护片30的厚度为上述优选范围的厚度,具体而言,通过使保护片30的厚度的下限值为上述优选的厚度,可以提高保护片30相对于树脂板20a的追随性,并由此谋求树脂板20a与保护片30的密合性的进一步提高。另外,通过使保护片30的厚度为1μm以上,可以充分提高保护片30的强度,能够减小在向树脂板20a照射激光而形成树脂掩模开口部时保护片30发生破损、或保护片30产生裂纹的风险等。特别是,在使保护片30的厚度为3μm以上的情况下,能够进一步降低该风险。另外,通过使保护片30的厚度的上限值为上述优选的厚度,能够充分抑制构成保护片30的成分向树脂板20a侧转移,并且能够进一步提高空气赶出性。
[0174]
另外,作为保护片30,还可以使用利用支撑构件支撑保护片30的支撑构件一体型的保护片(未图示)。通过形成支撑构件一体型的保护片,即使在使保护片30自身的厚度变薄了的情况下,也能够使保护片30的操作性等良好。关于支撑构件的厚度,没有特别限定,可根据保护片30的厚度而适当设定,但优选为3μm以上且200μm以下、更优选为3μm以上且150μm以下、进一步优选为3μm以上且100μm以下、特别优选为10μm以上且75μm以下。
[0175]
关于支撑构件的材料,也没有特别限定,可使用树脂材料、玻璃材料等,但从柔软性等的观点出发,优选使用树脂材料。
[0176]
保护片30被吸附于树脂板20a的另一侧的面上的、与最终在树脂板20a形成的树脂掩模开口部25在厚度方向上重合的位置。作为保护片30,可以单独使用1个保护片30,也可以使用多个保护片30。在图5(a)、(b)所示的实施方式中,在树脂板20a的另一侧的面上吸附有1个保护片30。需要说明的是,图5(a)为从保护片30侧对作为一例的蒸镀掩模准备体60进行观察的正视图,(b)为剖面示意图。在图5所示的实施方式中,是使保护片30的横向(图中的左右方向)的长度小于树脂板20a的横向的长度,但也可以使保护片30的横向的长度与树脂板20a的横向的长度为相同长度,使得保护片30的端面与树脂板20a的端面的面位置一致,还可以使保护片30的横向的长度大于树脂板20a的横向的长度,使得保护片30的外周相对于树脂板20a突出。对于保护片30的纵向的长度而言也同样。另外,对于后述的各种实施方式的保护片30而言也同样。
[0177]
优选实施方式的保护片30如图6(a)、(b)所示地,在树脂板20a的另一侧的面上吸附有多个保护片30。根据该实施方式,即使在使树脂板20a大型化的情况下、也就是在使最终制造的蒸镀掩模100大型化的情况下,也可以通过使各保护片30的大小为小型化而降低在树脂板20a的另一侧的面与各保护片30之间残存空气等的风险,能够简便地提高树脂板20a与保护片30的密合性。进一步,在使保护片30吸附于树脂板20a的另一侧的面上时,即使在树脂板20a与多个保护片30中的部分保护片30之间残存了空气等,仅通过单独使该残存了空气等的保护片30再次吸附于树脂板20a的另一侧的面上即足以,从作业效率方面考虑也是优选的。
[0178]
关于吸附有多个保护片30的情况下的保护片30的大小等,没有特别限定,可以是例如能够覆盖最终形成的树脂掩模开口部中的1个或多个树脂掩模开口部25的大小,也可
以是能够覆盖后述的“1个画面”或多个画面的大小。优选实施方式的保护片30为多个保护片30分别与最终在树脂板20a形成的“1个画面”或多个画面重合的大小。特别是在后述的优选实施方式的蒸镀掩模中,各画面间的间隔比树脂掩模开口部25的间隔宽,因此从作业性的观点出发,优选使保护片30为覆盖“1个画面”或多个画面的大小、且吸附于与“1个画面”或多个画面在厚度方向重合的位置。需要说明的是,在图6中,由虚线封闭的区域为“1个画面”的配置预定区域。
[0179]
在图6所示的实施方式中,从保护片30侧俯视蒸镀掩模准备体60时,在该蒸镀掩模准备体的纵向及横向(图中的上下方向及左右方向)有序地吸附有多个保护片30,但也可以如图7(a)所示地,使在纵向上延伸的多个保护片30沿横向吸附,或如图7(b)所示地,使在横向上延伸的多个保护片30沿纵向吸附。另外,还可以如图7(c)所示地,使多个保护片30交错地无规随机吸附。
[0180]
<形成树脂掩模开口部的工序>
[0181]
本工序如图1(b)所示,是相对于上述准备的蒸镀掩模准备体60,从金属掩模10侧通过金属掩模开口部15向树脂板20a照射激光,在树脂板20a形成与待蒸镀制作的图案相对应的树脂掩模开口部25的工序。需要说明的是,在图示的实施方式中,是相对于载置在加工台70上的蒸镀掩模准备体60进行的激光照射,但加工台70也可以是本发明的其它实施方式涉及的蒸镀掩模的制造方法中的任意构成、不使蒸镀掩模准备体60载置于加工台70而进行树脂掩模开口部25的形成。
[0182]
对于本工序中使用的激光装置没有特殊限定,使用现有公知的激光装置即可。另外,在本申请说明书中,所述待蒸镀制作的图案是指欲使用该蒸镀掩模而制作的图案,例如在将该蒸镀掩模用于有机el元件的有机层的形成的情况下,是该有机层的形状。
[0183]
<将蒸镀掩模准备体固定于框体的工序>
[0184]
在本发明的其它实施方式涉及的蒸镀掩模的制造方法中,在形成树脂掩模开口部25之前的任意的工序间或工序后,可以具备将蒸镀掩模准备体60固定于框体的工序。本工序是本发明的蒸镀掩模的制造方法中的任意的工序,但通过在进行激光照射而在树脂板20a形成树脂掩模开口部25之前的阶段预先将蒸镀掩模准备体60固定于框体,可以使将所得蒸镀掩模100固定于框体时产生的安装误差达到零。需要说明的是,也可以代替将蒸镀掩模准备体60固定于框体,而将在树脂板20a的一侧的面上设置金属掩模10而成的叠层体、或在树脂板20a的一侧的面上设置用于得到金属掩模的金属板10a而成的叠层体固定于框体之后,使具有自吸附性的保护片30吸附于该叠层体中的树脂板20a的另一侧的面上。
[0185]
框体与蒸镀掩模准备体的固定可以在框体的表面进行,也可以在框体的侧面进行。
[0186]
需要说明的是,在将蒸镀掩模准备体60固定于框体的状态下进行激光加工的情况下,根据框体与蒸镀掩模准备体60的粘固状态的不同,会在蒸镀掩模准备体60与加工台70之间产生间隙、或导致蒸镀掩模准备体60与加工台70之间的密合性变得不充分而在微观上产生间隙,但由于蒸镀掩模准备体60采取的是在树脂板20a的另一侧的面上吸附有保护片30的构成,因此可以利用该保护片30的存在而防止树脂板20a的强度降低、或可能由树脂板20a与加工台70之间的间隙引发的焦点模糊。因此,本发明的其它实施方式涉及的蒸镀掩模的制造方法特别适用于在将蒸镀掩模准备体60固定于框体的状态下形成树脂掩模开口部
25的情况。作为框体,可适当选择使用在上述本发明的实施方式涉及的蒸镀掩模的制造方法中进行了说明的框体,在此省略其详细说明。
[0187]
<将保护片剥离的工序>
[0188]
在本工序中,如图1(c)所示地,是在蒸镀掩模准备体60的树脂板20a形成树脂掩模开口部25而得到树脂掩模20之后,从该树脂掩模20将保护片30剥离除去的工序。换言之,是将保护片30从蒸镀掩模剥离除去的工序。通过本工序,会得到由形成有金属掩模开口部的金属掩模10、和在与该金属掩模开口部15重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20叠层而成的蒸镀掩模100。
[0189]
如上述说明的那样,保护片30具有剥离性,因此无需进行另外的处理,例如用于除去保护片的溶解处理、或uv处理等,仅通过将保护片30提起即可简便地从形成有树脂掩模开口部25的树脂掩模20将保护片30剥离。另外,保护片30会通过其自吸附性而吸附在树脂板20a的另一侧的面上,因此形成有树脂掩模开口部25的树脂板20a(树脂掩模20)的表面不会被保护片30的材料等污染,无需进行洗涤处理等。
[0190]
根据以上说明的本发明的其它实施方式涉及的蒸镀掩模的制造方法,通过保护片30的存在,能够成品率良好地制造由具有高精细的树脂掩模开口部25的树脂掩模20和金属掩模叠层而成的蒸镀掩模。
[0191]
接着,针对在蒸镀掩模准备体60的树脂板20a的另一侧的面贴合有具有自吸附性的保护片30的状态下在该树脂板20a形成树脂掩模开口部的本发明的其它实施方式涉及的蒸镀掩模的制造方法的优势进行说明。
[0192]
在蒸镀掩模准备体的树脂板的另一侧的面上以使树脂板与保护片相对的方式贴合下述表2所示的支撑构件一体型的保护片(样品(1-1)~(1-7)),并从金属掩模侧照射激光而进行树脂掩模开口部25的形成,对此时的树脂板20a与保护片的吸附性、空气赶出性、激光加工时的保护片的耐性、毛刺/渣滓的有无进行了确认。另外,对于在激光加工后,从树脂板(形成有树脂掩模开口部的树脂掩模)将支撑构件一体型的保护片剥离时的剥离性也进行了确认。需要说明的是,对于样品(1-a),未设置支撑构件一体型的保护片而在树脂板进行了树脂掩模开口部的形成。另外,对于样品(1-6)、(1-7),仅进行了吸附性/空气赶出性、剥离性的评价。
[0193]
作为蒸镀掩模准备体,使用了在树脂板(聚酰亚胺树脂厚度5μm)的一侧的面上设置有形成有金属掩模开口部的金属掩模(因瓦合金材料厚度40μm)、在树脂板的另一侧的面上设置有下述表2所示的支撑构件一体型的保护片的材料。激光加工使用了波长355nm的yag激光。构成支撑构件一体型的保护片的支撑构件、保护片的厚度、及保护片在波长355nm下的透过率如下述表2所示。剥离强度的测定是如下地进行的:基于jis z-0237:2009,使用在不锈钢板上以使不锈钢板与粘合剂相对地方式贴合试验带(其表面具有粘合剂的聚酰亚胺膜(聚酰亚胺带5413(3m japan(株)制))而成的试验板,在该试验板的聚酰亚胺膜上贴合作为试验片的保护片(样品(1-1)~(1-7)),利用电动机械式万能试验机(5900系列instron公司制)对将作为试验片的保护片从作为试验板的聚酰亚胺膜进行180
°
剥离时的剥离强度(对聚酰亚胺)进行测定。评价结果如表2所示。
[0194]
另外,为了表示出设置在树脂板20a的另一侧的面上的保护片的厚度与激光加工时保护片所受到的损伤之间的关系,在树脂板20a的另一侧的面上通过涂敷而形成厚度为1
μm、相对于355nm的波长的透过率为1%的层(不具有自吸附性的层),将其作为样品(1-b)。另外,在树脂板20a的另一侧的面上通过涂敷而形成厚度为0.5μm、相对于355nm的波长的透过率为1%的层(不具有自吸附性的层),将其作为样品(1-c)。针对该样品(1-b)、(1-c),进行了毛刺/渣滓的有无、及激光加工时的涂敷层的耐性评价。需要说明的是,作为涂敷层的材料,使用了聚酰亚胺树脂(photoneece dl-1602toray(株))。
[0195]
试验报告
[0196]
a)标准名称:jis z-0237:2009
[0197]
b)试验方法:方法2
[0198]
带是聚酰亚胺带5413(3m japan(株)制))
[0199]
c)材料的识别:制品编号(制品名称)如表中记载
[0200]
d)试验日及试验场所:2015年9月3日及12月7日、千叶县柏市
[0201]
e)试验结果:界面破坏
[0202]
其它)测定装置:电动机械式万能试验机(5900系列instron公司制)
[0203]
由下述表2的结果可知,与未在树脂板20a的另一侧的面上设置保护片30、在树脂板20a进行了树脂掩模开口部的形成的样品(1-a)相比,根据对在树脂板20a的另一侧的面上设置有保护片30的蒸镀掩模准备体、在该在树脂板20a进行了树脂掩模开口部的形成的样品(1-1)~(1-5),可以抑制毛刺、渣滓的产生,能够形成高精细的树脂掩模开口部。另外,通过使用具有自吸附性的保护片作为保护片30,在形成树脂掩模开口部之后能够简便地将保护片剥离。特别是,在使用了由聚氨酯类树脂、有机硅类树脂制成的保护片作为具有自吸附性的保护片的样品(1-1)、(1-2)、(1-4)中,在空气赶出性、剥离性的评价中,可以得到极好的结果。另外,与使用了剥离强度为0.2n/10mm以上的保护片的样品(1-7)相比,在使用了剥离强度低于0.2n/10mm的保护片的样品(1-1)~(1-6)中,可以减小保护片在剥离时对树脂掩模的损伤。另外,根据使用了剥离强度为0.04n/10mm以下、特别是0.02n/10mm以下的保护片的样品(1-1)~(1-5)、尤其是样品(1-1)、(1-2)、(1-4),可以进一步降低在剥离时树脂掩模受到的损伤。另外,在除了具有自吸附性的保护片以外还设置有厚度为1μm的涂敷层的样品(1-b)中,在激光加工时涂敷层产生裂纹,在设置有厚度0.5μm的涂敷层的样品(1-c)中,在激光加工时涂敷层发生了破损。另外,在使透过率低于70%的样品(1-b)、(1-c)中,因涂敷层吸收激光而导致涂敷层被激光加工,略微产生了由此引起的毛刺、渣滓。
[0204][0205]
(利用蒸镀掩模的制造方法制造的蒸镀掩模)
[0206]
图9(a)是对利用本发明的各实施方式涉及的蒸镀掩模的制造方法制造的蒸镀掩模从金属掩模侧进行观察时的正视图,图9(b)为图9(a)的a-a剖面示意图。
[0207]
在图示的实施方式中,树脂掩模开口部25的开口形状呈矩形,但对于开口形状没
有特别限定,树脂掩模开口部25的开口形状可以是菱形、多边形,也可以是圆、椭圆等具有曲率的形状。需要说明的是,矩形、多边形的开口形状与圆、椭圆等具有曲率的开口形状相比,可使发光面积变大,从这方面考虑,可以说是优选的树脂掩模开口部25的开口形状。
[0208]
(树脂掩模)
[0209]
对于树脂掩模20的材料并无限定,优选使用能够利用激光加工等形成高精细的树脂掩模开口部25、在热、经时下的尺寸变化率、吸湿率小、且轻质的材料。作为这样的材料,可列举:聚酰亚胺树脂、聚酰胺树脂、聚酰胺酰亚胺树脂、聚酯树脂、聚乙烯树脂、聚乙烯醇树脂、聚丙烯树脂、聚碳酸酯树脂、聚苯乙烯树脂、聚丙烯腈树脂、乙烯乙酸乙烯酯共聚物树脂、乙烯-乙烯醇共聚物树脂、乙烯-甲基丙烯酸共聚物树脂、聚氯乙烯树脂、聚偏氯乙烯树脂、赛璐玢、离聚物树脂等。在上述示例的材料中,优选热膨胀系数在16ppm/℃以下的树脂材料,优选为吸湿率在1.0%以下的树脂材料,特别优选为具备这两项条件的树脂材料。通过形成使用了该树脂材料的树脂掩模,可以使树脂掩模开口部25的尺寸精度提高,并且可以使在热、经时下的尺寸变化率、吸湿率变小。因此,作为最终成为树脂掩模20、构成蒸镀掩模准备体的树脂板20a,优选使用例如由上述示例的优选的树脂材料制成的树脂板。
[0210]
对于树脂掩模20的厚度没有特殊限定,但要进一步提高阴影的发生的抑制效果的情况下,树脂掩模20的厚度优选为25μm以下、更优选低于10μm。对下限值的优选范围没有特殊限定,但在树脂掩模20的厚度低于3μm的情况下,容易产生针孔等缺陷,并且,变形等的风险提高。特别是,通过使树脂掩模20的厚度为3μm以上且低于10μm、更优选为4μm以上且8μm以下,能够更有效地防止形成超过400ppi的高精细图案时的阴影的影响。另外,树脂掩模20与后述的金属掩模10可以直接接合、也可以隔着粘合剂层接合,但在使树脂掩模20与金属掩模10隔着粘合剂层接合的情况下,优选树脂掩模20与粘合剂层的总厚度在上述优选的厚度范围内。需要说明的是,所述阴影指的是由于从蒸镀源释放出的蒸镀材料的一部分未与金属掩模的金属掩模开口部、树脂掩模的树脂掩模开口部的内壁面碰撞并到达蒸镀对象物,而导致产生膜厚比目标的蒸镀膜厚薄的未蒸镀部分的现象。因此,优选最终形成树脂掩模20,并使构成蒸镀掩模准备体的树脂板20a的厚度为上述厚度。需要说明的是,树脂板20a相对于金属掩模10,可以隔着粘合剂层或粘接剂层接合,也可以使树脂板20a和金属板直接接合,但在使树脂板与金属掩模10隔着粘合剂层或粘接剂层接合的情况下,考虑到上述阴影的方面,优选进行设定使得树脂板20a、粘合剂层或树脂板20a及粘接剂层的总厚度在上述优选的范围内。
[0211]
关于树脂掩模开口部25的剖面形状也没有特别限定,形成树脂掩模开口部25的树脂掩模所面对的端面彼此可以是大致平行的,但优选如图9(b)所示那样,树脂掩模开口部25的剖面形状为向着蒸镀源扩大这样的形状。换言之,优选具有向着金属掩模10侧扩大的锥面。关于锥角,可以考虑树脂掩模20的厚度等而适当设定,但优选连结树脂掩模的树脂掩模开口部的下底顶端和同一树脂掩模的树脂掩模开口部的上底顶端的直线与树脂掩模底面所成的角度,也就是在构成树脂掩模20的树脂掩模开口部25的内壁面的厚度方向剖面上,树脂掩模开口部25的内壁面和树脂掩模20的未与金属掩模10接触一侧的面(在图示的实施方式中,为树脂掩模的下表面)所成的角度在5
°
以上且85
°
以下的范围,更优选在15
°
以上且75
°
以下的范围,进一步优选在25
°
以上且65
°
以下的范围。特别是,在该范围内,优选比所使用的蒸镀机的蒸镀角度小的角度。另外,在图示的实施方式中,形成树脂掩模开口部25
的端面呈直线形状,但并不限定于此,也可以是向外凸的湾曲形状,也就是树脂掩模开口部25的整体形状成碗状。具有这样的剖面形状的树脂掩模开口部25可以通过对在树脂板20a形成树脂掩模开口部25时的激光的照射位置、激光的照射能进行适当调整,或进行分阶段地改变照射位置的多阶段激光照射而形成。
[0212]
(金属掩模)
[0213]
如图9(b)所示,在树脂掩模20的一侧的面上叠层有金属掩模10。金属掩模10由金属制成,配置有在纵向或在横向上延伸的金属掩模开口部15。金属掩模开口部15与开口同义,也有时被称为缝隙。关于金属掩模开口部的配置例,没有特别限定,可以使在纵向及横向上延伸的金属掩模开口部沿纵向及横向配置多列,也可以使在纵向上延伸的金属掩模开口部沿横向配置多列,还可以使在横向上延伸的金属掩模开口部沿纵向配置多列。另外,也可以仅沿纵向或横向配置1列。需要说明的是,本申请说明书中所述的“纵向”、“横向”指的是附图的上下方向、左右方向,可以是蒸镀掩模、树脂掩模、金属掩模的长度方向、宽度方向中的任意方向。例如,可以将蒸镀掩模、树脂掩模、金属掩模的长度方向视为“纵向”,也可以将宽度方向视为“纵向”。另外,在本申请说明书中,以俯视蒸镀掩模时的形状为矩形的情况为例进行说明,但也可以是除此以外的形状,例如圆形、菱形等多边形。此时,将对角线的长度方向、径向、或任意的方向视为“长度方向”,将与该“长度方向”正交的方向视为“宽度方向(也有时称为短边方向)”即可。
[0214]
关于金属掩模10的材料,没有特别限定,可适当选择使用在蒸镀掩模的领域现有公知的材料,可列举例如不锈钢、铁镍合金、铝合金等金属材料。其中,作为铁镍合金的因瓦合金材料由于由热引起的变形少,因此可适宜使用。
[0215]
关于金属掩模10的厚度,也没有特殊限定,但为了更有效地防止阴影的发生,优选为100μm以下、更优选为50μm以下、特别优选为35μm以下。需要说明的是,在比5μm薄的情况下,存在断裂、变形的风险提高、并且操作变得困难的倾向。
[0216]
另外,在图9(a)所示的实施方式中,俯视金属掩模开口部15时的开口形状呈矩形,但关于开口形状,没有特别限定,金属掩模开口部15的开口形状可以是梯形、圆形等中的任意形状。
[0217]
对于在金属掩模10形成的金属掩模开口部15的剖面形状没有特殊限定,但优选为图9(b)所示那样的向着蒸镀源扩大的形状。更具体而言,连结金属掩模10的金属掩模开口部15的下底顶端和同一金属掩模10的金属掩模开口部15的上底顶端的直线与金属掩模10的底面所成的角度,也就是在构成金属掩模10的金属掩模开口部15的内壁面的厚度方向剖面上,金属掩模开口部15的内壁面和金属掩模10的与树脂掩模20接触一侧的面(在图示的实施方式中,为金属掩模的下表面)所成的角度优选在5
°
以上且85
°
以下的范围,更优选在15
°
以上且80
°
以下的范围,进一步优选在25
°
以上65
°
以下的范围。特别是,在该范围内,优选比所使用的蒸镀机的蒸镀角度小的角度。
[0218]
以下,针对利用本发明的各实施方式涉及的蒸镀掩模的制造方法制造的优选实施方式的蒸镀掩模,列举实施方式(a)及实施方式(b)为例进行说明。
[0219]
<实施方式(a)的蒸镀掩模>
[0220]
如图10所示,实施方式(a)的蒸镀掩模100是用于同时形成多个画面部分的蒸镀图案的蒸镀掩模,在树脂掩模20的一侧的面上叠层有设置有多个金属掩模开口部15的金属掩
模10,在树脂掩模20设置有为了构成多个画面所必要的树脂掩模开口部25,各金属掩模开口部15设置于至少与1个画面整体重合的位置。
[0221]
实施方式(a)的蒸镀掩模100是为了同时形成多个画面部分的蒸镀图案而使用的蒸镀掩模,在1个蒸镀掩模100中,可同时形成与多个制品相对应的蒸镀图案。实施方式(a)的蒸镀掩模中的所述“树脂掩模开口部”是指:使用实施方式(a)的蒸镀掩模100所要制作的图案,例如在将该蒸镀掩模用于有机el显示器中的有机层的形成的情况下,树脂掩模开口部25的形状为该有机层的形状。另外,所述“1个画面”由与1个制品相对应的树脂掩模开口部25的聚集体构成,该1个制品为有机el显示器的情况下,为了形成1个有机el显示器所必要的有机层的聚集体、也就是成为有机层的树脂掩模开口部25的聚集体为“1个画面”。进而,就实施方式(a)的蒸镀掩模100而言,为了同时形成多个画面部分的蒸镀图案,在树脂掩模20中隔开给定的间隔配置有多个画面部分的上述“1个画面”。即,树脂掩模20中设置有为了构成多个画面所必要的树脂掩模开口部25。
[0222]
实施方式(a)的蒸镀掩模在树脂掩模的一侧的面上设置有金属掩模10,该金属掩模10设置有多个金属掩模开口部15,各金属掩模开口部15分别设置于至少与1个画面整体重合的位置。换言之,在为了构成1个画面所必要的树脂掩模开口部25之间,在横向上相邻的树脂掩模开口部25之间不存在长度与金属掩模开口部15的纵向长度相同且与金属掩模10具有相同厚度的金属线部分、或在纵向上相邻的树脂掩模开口部25之间不存在长度与金属掩模开口部15的横向长度相同且与金属掩模10具有相同厚度的金属线部分。以下,也将长度与金属掩模开口部15的纵向的长度相同且与金属掩模10具有相同厚度的金属线部分、以及长度与金属掩模开口部15的横向长度相同且与金属掩模10具有相同厚度的金属线部分简单地统称为金属线部分。
[0223]
根据实施方式(a)的蒸镀掩模100,在使对于构成1个画面而言必要的树脂掩模开口部25的大小、构成1个画面的树脂掩模开口部25间的间距变窄的情况下,即使在例如为了进行超过400ppi的画面的形成而使树脂掩模开口部25的大小、树脂掩模开口部25间的间距极为微小的情况下,也能够防止由金属线部分引起的干扰,能够形成高精细的图像。需要说明的是,在1个画面被多个金属掩模开口部所分割的情况下,也就是在构成1个画面的树脂掩模开口部25间存在与金属掩模10具有相同厚度的金属线部分的情况下,随着构成1个画面的树脂掩模开口部25间的间距变窄,存在于树脂掩模开口部25间的金属线部分会成为在蒸镀对象物上形成蒸镀图案时的障碍,导致高精细的蒸镀图案的形成变得困难。换言之,在构成1个画面的树脂掩模开口部25间存在与金属掩模10具有相同厚度的金属线部分的情况下,在制成带框体的蒸镀掩模时,该金属线部分会引起阴影的产生,导致难以形成高精细画面。
[0224]
接着,结合图10~图13对构成1个画面的树脂掩模开口部25的一例进行说明。需要说明的是,在图示的实施方式中,由虚线封闭的区域成为1个画面。在图示的实施方式中,为了便于说明,将少数的树脂掩模开口部25的聚集体作为1个画面,但并不限定于该实施方式,例如在将1个树脂掩模开口部25作为1像素时,在1个画面中可以存在数百万像素的树脂掩模开口部25。
[0225]
在图10所示的实施方式中,由沿纵向、横向设置多个树脂掩模开口部25而成的树脂掩模开口部25的聚集体构成了1个画面。在图11所示的实施方式中,由沿横向设置多个树
脂掩模开口部25而成的树脂掩模开口部25的聚集体构成了1个画面。另外,在图12所示的实施方式中,由沿纵向设置多个树脂掩模开口部25而成的树脂掩模开口部25的聚集体构成了1个画面。进而,在图10~图12中,在与1个画面整体重合的位置设置有金属掩模开口部15。
[0226]
如上述说明的那样,金属掩模开口部15可以设置在仅与1个画面重合的位置,也可以如图13(a)、(b)所示地,设置在与2个以上画面整体重合的位置。在图13(a)中,在图10所示的蒸镀掩模100中,在与横向上连续的2个画面整体重合的位置设置了金属掩模开口部15。在图13(b)中,在与纵向上连续的3个画面整体重合的位置设置了金属掩模开口部15。
[0227]
接着,列举图10所示的实施方式为例,针对构成1个画面的树脂掩模开口部25间的间距、画面间的间距进行说明。关于构成1个画面的树脂掩模开口部25间的间距、树脂掩模开口部25的大小,没有特别限定,可以根据待蒸镀制作的图案而适当设定。例如,进行400ppi的高精细蒸镀图案的形成的情况下,在构成1个画面的树脂掩模开口部25中,相邻的树脂掩模开口部25的横向的间距(p1)、纵向的间距(p2)为60μm左右。另外,树脂掩模开口部的大小为500μm2以上且1000μm2以下的范围。另外,并不限定于1个树脂掩模开口部25对应于1像素,例如根据像素排列,也可以将多个像素集中为1个树脂掩模开口部25。
[0228]
对于画面间的横向间距(p3)、纵向间距(p4)也没有特殊限定,但在如图10所示地,1个金属掩模开口部15设置在与1个画面整体重合的位置的情况下,在各画面间存在金属线部分。因此,在各画面间的纵向间距(p4)、横向间距(p3)小于或基本等于设置在1个画面内的树脂掩模开口部25的纵向间距(p2)、横向间距(p1)的情况下,容易导致存在于各画面间的金属线部分发生断线。因此,考虑到这一点,优选使画面间的间距(p3、p4)比构成1个画面的树脂掩模开口部25间的间距(p1、p2)宽。作为画面间的间距(p3、p4)的一例,在1mm以上且100mm以下的范围。需要说明的是,画面间的间距指的是在1个画面与和该1个画面相邻的其它画面中,相邻的树脂掩模开口部间的间距。这对于后述的实施方式(b)的蒸镀掩模中的树脂掩模开口部25的间距、画面间的间距也是同样的。
[0229]
需要说明的是,如图13所示地,1个金属掩模开口部15设置在与2个以上画面整体重合的位置的情况下,在设置在1个金属掩模开口部15内的多个画面间,不存在构成金属掩模开口部的内壁面的金属线部分。因此,在这种情况下,设置在与1个金属掩模开口部15重合的位置的2个以上画面间的间距与构成1个画面的树脂掩模开口部25间的间距基本相等。
[0230]
另外,树脂掩模20上也可以形成有在树脂掩模20的纵向或横向上延伸的槽(未图示)。在蒸镀时施加了热量的情况下,存在树脂掩模20发生热膨胀、由此引起树脂掩模开口部25的尺寸、位置发生变化的可能性,而通过形成槽,可以吸收树脂掩模的膨胀,能够防止由于在树脂掩模的各部位产生的热膨胀累积而导致树脂掩模20在整体上沿给定的方向膨胀而导致树脂掩模开口部25的尺寸、位置发生变化。对于槽的形成位置并无限定,也可以设置在构成1个画面的树脂掩模开口部25间、或与树脂掩模开口部25重合的位置,但优选设置在画面间。另外,槽可以仅设置在树脂掩模的一侧的面、例如与金属掩模接触一侧的面,也可以仅设置在未与金属掩模接触一侧的面。或者,还可以设置在树脂掩模20的两面。
[0231]
另外,可以使相邻的画面间形成在纵向上延伸的槽,也可以使相邻的画面间形成在横向上延伸的槽。进一步,还可以以将这些组合而成的实施方式形成槽。
[0232]
对于槽的深度及其宽度没有特殊限定,但在槽的深度过深的情况下、或宽度过宽的情况下,存在导致树脂掩模20的刚性降低的倾向,因此考虑到这一点,需要进行设定。另
外,对于槽的剖面形状也没有特殊限定,可以是u字形、v字形等,考虑到加工方法等任意选择即可。关于实施方式(b)的蒸镀掩模也是同样的。
[0233]
<实施方式(b)的蒸镀掩模>
[0234]
以下,针对实施方式(b)的蒸镀掩模进行说明。如图14所示,实施方式(b)的蒸镀掩模在设置有多个与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20的一侧的面上叠层有设置了1个金属掩模开口部(1个孔16)的金属掩模10,该多个树脂掩模开口部25全部设置在与设置于金属掩模10的1个孔重合的位置。
[0235]
实施方式(b)的蒸镀掩模中的所述树脂掩模开口部25是指,为了在蒸镀对象物形成蒸镀图案所必要的树脂掩模开口部,对于在蒸镀对象物形成蒸镀图案而言不必要的树脂掩模开口部也可以被设置在不与1个孔16重合的位置。需要说明的是,图14是从金属掩模侧观察表示实施方式(b)的蒸镀掩模的一例的蒸镀掩模的正视图。
[0236]
实施方式(b)的蒸镀掩模100在具有多个树脂掩模开口部25的树脂掩模20上设置有具有1个孔16的金属掩模10,并且,多个树脂掩模开口部25全部被设置在与该1个孔16重合的位置。在具有该构成的实施方式(b)的蒸镀掩模100中,在树脂掩模开口部25间不存在厚度与金属掩模的厚度相同、或比金属掩模的厚度厚的金属线部分,因此正如在上述实施方式(a)的蒸镀掩模中说明的那样,不会受到由金属线部分引起的干扰、能够按照在树脂掩模20所设置的树脂掩模开口部25的尺寸而形成高精细的蒸镀图案。
[0237]
另外,根据实施方式(b)的蒸镀掩模,即使在使金属掩模10的厚度增大了的情况下,也基本不会受到阴影的影响,因此可使金属掩模10的厚度增大至能够使耐久性、操作性得到充分满足,能够在实现高精细蒸镀图案的形成的同时,也使耐久性、操作性提高。
[0238]
实施方式(b)的蒸镀掩模中的树脂掩模20由树脂形成,如图14所示地,在与1个孔16重合的位置设置有多个与待蒸镀制作的图案相对应的树脂掩模开口部25。树脂掩模开口部25与待蒸镀制作的图案相对应,通过使由从蒸镀源释放出的蒸镀材料在树脂掩模开口部25通过,可在蒸镀对象物形成与树脂掩模开口部25相对应的蒸镀图案。需要说明的是,在图示的实施方式中,列举沿纵横配置有多列树脂掩模开口部的例子进行了说明,但也可以仅沿纵向或横向配置。
[0239]
实施方式(b)的蒸镀掩模100中的“1个画面”指的是与1个制品相对应的开口部25的聚集体,该1个制品为有机el显示器的情况下,为了形成1个有机el显示器所必要的有机层的聚集体、也就是成为有机层的树脂掩模开口部25的聚集体为“1个画面”。实施方式(b)的蒸镀掩模可以仅由“1个画面”构成,也可以配置有多个画面部分的该“1个画面”,配置有多个画面部分的“1个画面”的情况下,优选每单位画面均隔开给定间隔地设置有树脂掩模开口部25(参见实施方式(a)的蒸镀掩模的图10)。关于“1个画面”的实施方式,没有特别限定,例如在将1个树脂掩模开口部25作为1像素时,也可以由数百万个的树脂掩模开口部25构成1个画面。
[0240]
实施方式(b)的蒸镀掩模100中的金属掩模10具有由金属制成的1个孔16。并且,在本发明中,在从金属掩模10的正面观察时,该1个孔16被配置在与全部树脂掩模开口部25重合的位置、也就是能够观察到配置于树脂掩模20的全部树脂掩模开口部25的位置。
[0241]
构成金属掩模10的金属部分、即1个孔16以外的部分可以如图14所示那样地沿着蒸镀掩模100的外缘设置,也可以如图15所示那样使金属掩模10的大小比树脂掩模20小、从
而使树脂掩模20的外周部分露出。另外,还可以使金属掩模10的大小比树脂掩模20大,从而使金属部分的一部分向树脂掩模的横向外侧或纵向外侧突出。需要说明的是,在任意情况下,均使1个孔16的大小小于树脂掩模20的大小地构成。
[0242]
对于图14所示的金属掩模10的形成1个孔16的壁面的金属部分的横向的宽度(w1)、纵向的宽度(w2),没有特殊限定,但随着w1、w2的宽度变窄,存在耐久性、操作性降低的倾向。因此,优选w1、w2为能够使耐久性、操作性得到充分满足的宽度。可以根据金属掩模10的厚度而适当设定适宜的宽度,但作为优选的宽度的一例,与实施方式(a)的蒸镀掩模中的金属掩模同样地,w1、w2均为1mm以上且100mm以下的范围。
[0243]
因此,在本发明的实施方式涉及的蒸镀掩模的制造方法中,优选以使最终制造的蒸镀掩模成为上述说明的优选实施方式的方式来确定在树脂板20a的另一侧的面上设置保护片30的位置、形成树脂掩模开口部25的工序中的激光照射等。另外,在树脂板20a的另一侧的面上设置保护片30时,优选以使最终制造的蒸镀掩模成为上述说明的优选实施方式的方式来确定其大小、配置的位置。
[0244]
另外,在本发明的其它实施方式涉及的蒸镀掩模的制造方法中,优选以使最终制造的蒸镀掩模成为上述说明的优选实施方式的方式来确定在树脂板20a的另一侧的面上吸附保护片30的位置、形成树脂掩模开口部25的工序中的激光照射等。另外,在树脂板20a的另一侧的面上吸附保护片30时,优选以使最终制造的蒸镀掩模成为上述说明的优选实施方式的方式来确定其大小、吸附位置。
[0245]
另外,使用本发明的实施方式涉及的蒸镀掩模的制造方法、本发明的其它实施方式涉及的蒸镀掩模的制造方法也可以得到带框体的蒸镀掩模。图16、图17是从树脂掩模侧观察带框体的蒸镀掩模200的正视图,所述带框体的蒸镀掩模200是将利用本发明的实施方式涉及的蒸镀掩模的制造方法、本发明的其它实施方式涉及的蒸镀掩模的制造方法得到的蒸镀掩模固定于框体40而成的。带框体的蒸镀掩模200可以如图16所示地,在框体40上固定有1个蒸镀掩模10,也可以如图17所示地,在框体40上固定有多个蒸镀掩模100。带框体的蒸镀掩模200可以将利用本发明的实施方式涉及的蒸镀掩模的制造方法、本发明的其它实施方式涉及的蒸镀掩模的制造方法得到的蒸镀掩模固定于框体40而得到,另外,也可以通过预先将蒸镀掩模准备体固定于框体40而得到。另外,图17所示的实施方式的带框体的蒸镀掩模可以将利用本发明的实施方式涉及的蒸镀掩模的制造方法、本发明的其它实施方式涉及的蒸镀掩模的制造方法得到的多个蒸镀掩模固定于框体40而得到,另外,也可以通过预先将多个蒸镀掩模准备体60固定于框体40而得到。
[0246]
<<蒸镀掩模准备体>>
[0247]
接着,针对本发明的实施方式涉及的蒸镀掩模准备体进行说明。本发明的实施方式涉及的蒸镀掩模准备体是用于得到由形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的蒸镀掩模的蒸镀掩模准备体,在用于得到树脂掩模20的树脂板20a的一侧的面上设置有金属掩模10、在该树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片。本发明的实施方式涉及的蒸镀掩模准备体与在上述本发明的实施方式涉及的蒸镀掩模的制造方法的“准备蒸镀掩模准备体的工序”在进行了说明的蒸镀掩模准备体60(参见图1(a))相对应,在此省略其详细说明。
根据本发明的实施方式涉及的蒸镀掩模准备体60,通过在该蒸镀掩模准备体60的树脂板20a形成树脂掩模开口部25而得到树脂掩模20之后,从该树脂掩模20将保护片30剥离除去,可以得到上述说明的各种实施方式的蒸镀掩模。
[0248]
本发明的实施方式涉及的蒸镀掩模准备体的变形方式(以下称为变形方式的蒸镀掩模准备体)与上述本发明的实施方式涉及的蒸镀掩模准备体同样,是用于得到由形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的蒸镀掩模的准备体,在用于得到树脂掩模20的树脂板20a的一侧的面上设置有用于得到金属掩模10的金属板10a,在该树脂板20a的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片。也就是说,变形方式的蒸镀掩模准备体60与上述本发明的实施方式涉及的蒸镀掩模准备体的差别仅在于:代替形成有金属掩模开口部15的金属掩模10,将形成金属掩模开口部15之前的金属板10a设置在树脂板20a的一侧的面上。根据变形方式的蒸镀掩模准备体,通过在该蒸镀掩模准备体的金属板10a形成金属掩模开口部而得到金属掩模10之后,从该金属掩模10侧通过所形成的金属掩模开口部15向树脂板20a照射激光而形成树脂掩模开口部25,从而得到树脂掩模20,然后从该树脂掩模20将保护片30剥离除去,从而得到上述说明的各种实施方式的蒸镀掩模。
[0249]
根据以上说明的本发明的实施方式涉及的蒸镀掩模准备体,可以抑制在利用激光在树脂板20a形成树脂掩模开口部25时,在所形成的树脂掩模20产生“毛刺”、“渣滓”,从而可以得到由形成有高精细的树脂掩模开口部25的树脂掩模20和具有金属掩模开口部15的金属掩模10叠层而成的蒸镀掩模。
[0250]
本发明的其它实施方式涉及的蒸镀掩模准备体是用于得到由形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的蒸镀掩模的准备体,在用于得到树脂掩模20的树脂板20a的一侧的面上设置有金属掩模10,在该树脂板20a的另一侧的面上吸附有具有自吸附性及剥离性的保护片30。本发明的其它实施方式涉及的蒸镀掩模准备体与在上述本发明的其它实施方式涉及的蒸镀掩模的制造方法的“准备蒸镀掩模准备体的工序”中进行了说明的蒸镀掩模准备体60(参见图1(a))相对应,在此省略其详细说明。根据本发明的其它实施方式涉及的蒸镀掩模准备体60,通过在该蒸镀掩模准备体60的树脂板20a形成树脂掩模开口部25而得到树脂掩模20之后,从该树脂掩模20将保护片30剥离除去,可以得到上述说明的各种实施方式的蒸镀掩模。
[0251]
本发明的其它实施方式涉及的蒸镀掩模准备体的变形方式(以下称为其它变形方式的蒸镀掩模准备体)与上述本发明的其它实施方式涉及的蒸镀掩模准备体同样,是用于得到由形成有金属掩模开口部的金属掩模、和在与该金属掩模开口部重合的位置形成有与待蒸镀制作的图案相对应的树脂掩模开口部的树脂掩模叠层而成的蒸镀掩模的准备体,在用于得到树脂掩模20的树脂板20a的一侧的面上设置有用于得到金属掩模10的金属板10a,在该树脂板20a的另一侧的面上吸附有具有自吸附性及剥离性的保护片30。也就是说,其它变形方式的蒸镀掩模准备体60仅在代替形成有金属掩模开口部15的金属掩模10而将形成金属掩模开口部15之前的金属板10a设置在了树脂板20a的一侧的面上这一点上,与上述本发明的其它实施方式涉及的蒸镀掩模准备体不同。根据其它变形方式的蒸镀掩模准备体,
通过在该蒸镀掩模准备体的金属板10a形成金属掩模开口部而得到金属掩模10之后,从该金属掩模10侧通过所形成的金属掩模开口部15向树脂板20a照射激光而形成树脂掩模开口部25从而得到树脂掩模20,然后从该树脂掩模20将保护片30剥离除去,从而得到上述说明的各种实施方式的蒸镀掩模。
[0252]
根据以上说明的本发明的其它实施方式涉及的蒸镀掩模准备体,可以抑制在利用激光在树脂板20a形成树脂掩模开口部25时,在所形成的树脂掩模20产生“毛刺”、“渣滓”,从而可以得到由形成有高精细的树脂掩模开口部25的树脂掩模20和具有金属掩模开口部15的金属掩模10叠层而成的蒸镀掩模。
[0253]
<<蒸镀掩模>>
[0254]
接着,针对本发明的实施方式涉及的蒸镀掩模进行说明。本发明的实施方式涉及的蒸镀掩模100在具有树脂掩模开口部25的树脂掩模20的一侧的面上设置有具有金属掩模开口部15的金属掩模10,在树脂掩模20的另一侧的面上设置有以jis z-0237:2009为基准的剥离强度为0.0004n/10mm以上且低于0.2n/10mm的保护片30(参见图19)。
[0255]
本发明的实施方式涉及的蒸镀掩模100除了使树脂板20a为具有树脂掩模开口部25的树脂掩模20以外,全部与上述本发明的实施方式涉及的蒸镀掩模准备体相同,在此省略其详细说明。
[0256]
另外,本发明的其它实施方式涉及的蒸镀掩模如图19所示,在具有树脂掩模开口部25的树脂掩模20的一侧的面上设置有具有金属掩模开口部15的金属掩模10,在树脂掩模20的另一侧的面上吸附有具有自吸附性及剥离性的保护片30。
[0257]
本发明的其它实施方式涉及的蒸镀掩模除了使树脂板20a为具有树脂掩模开口部25的树脂掩模20以外,全部与上述本发明的其它实施方式涉及的蒸镀掩模准备体相同,在此省略其详细说明。
[0258]
<<有机半导体元件的制造方法>>
[0259]
接着,针对本发明的实施方式涉及的有机半导体元件的制造方法进行说明。本发明的实施方式涉及的有机半导体元件的制造方法包括使用在框体上固定有蒸镀掩模的带框体的蒸镀掩模在蒸镀对象物上形成蒸镀图案的工序,在形成蒸镀图案的工序中,固定于框体的蒸镀掩模是利用在上述进行了说明的本发明的实施方式涉及的蒸镀掩模的制造方法制造的蒸镀掩模。
[0260]
另外,本发明的其它实施方式涉及的有机半导体元件的制造方法包括使用在框体上固定有蒸镀掩模的带框体的蒸镀掩模在蒸镀对象物上形成蒸镀图案的工序,在形成蒸镀图案的工序中,固定于框体的蒸镀掩模是利用在上述进行了说明的本发明的其它实施方式涉及的蒸镀掩模的制造方法制造的蒸镀掩模。
[0261]
包括利用使用了带框体的蒸镀掩模的蒸镀法形成蒸镀图案的工序的本发明的实施方式涉及的有机半导体元件的制造方法、本发明的其它实施方式涉及的有机半导体元件的制造方法,包括在基板上形成电极的电极形成工序、有机层形成工序、对电极形成工序、密封层形成工序等,在各任意的工序中,可利用使用了带框体的蒸镀掩模的蒸镀法在基板上形成蒸镀图案。例如,在有机el器件的r(红)、g(绿)、b(蓝)各色的发光层形成工序中分别采用使用了带框体的蒸镀掩模的蒸镀法的情况下,可在基板上形成各色发光层的蒸镀图案。需要说明的是,本发明的实施方式涉及的有机半导体元件的制造方法、本发明的其它实
施方式涉及的有机半导体元件的制造方法并不限定于这些工序,可适用于采用蒸镀法的现有公知的有机半导体元件的制造中的任意工序。
[0262]
本发明的实施方式涉及的有机半导体元件的制造方法、本发明的其它实施方式涉及的有机半导体元件的制造方法在形成上述蒸镀图案的工序中使用的在框体上固定有蒸镀掩模的带框体的蒸镀掩模,是利用在上述进行了说明的本发明的实施方式涉及的蒸镀掩模的制造方法、本发明的其它实施方式涉及的蒸镀掩模的制造方法制造的蒸镀掩模,在此省略其详细说明。根据本发明的实施方式涉及的蒸镀掩模的制造方法、本发明的其它实施方式涉及的蒸镀掩模的制造方法,可得到具有精度良好地形成了与待蒸镀制作的图案相对应的树脂掩模开口部25的树脂掩模20的蒸镀掩模,因此,根据使用了将该蒸镀掩模固定于框体而成的带框体的蒸镀掩模的有机半导体元件的制造方法,可形成具有高精细的图案的有机半导体元件。作为利用本发明的实施方式涉及的有机半导体元件的制造方法制造的有机半导体元件、本发明的其它实施方式涉及的有机半导体元件的制造方法,可列举例如:有机el元件的有机层、发光层、阴极电极等。特别是,本发明的实施方式涉及的有机半导体元件的制造方法可适宜用于要求高精细的图案精度的有机el元件的r(红)、g(绿)、b(蓝)发光层的制造。
[0263]
<<有机el显示器的制造方法>>
[0264]
接着,针对本发明的实施方式涉及的有机el显示器(有机电致发光元件显示器)的制造方法(以下称为本发明的有机el显示器的制造方法)进行说明。本发明的有机el显示器的制造方法在有机el显示器的制造工序中,可使用利用上述说明的本发明的有机半导体元件的制造方法制造的有机半导体元件。
[0265]
另外,本发明的其它实施方式涉及的有机el显示器的制造方法在有机el显示器的制造工序中,可使用利用上述说明的本发明的其它实施方式涉及的有机半导体元件的制造方法制造的有机半导体元件。
[0266]
作为可使用利用上述本发明的有机半导体元件的制造方法、本发明的其它实施方式涉及的有机el显示器的制造方法制造的有机半导体元件的有机el显示器,可列举例如:用于笔记本电脑(参见图18(a))、平板终端(参见图18(b))、手机(参见图18(c))、智能电话(参见图18(d))、摄像机(参见图18(e))、数码相机(参见图18(f))、智能手表(参见图18(g))等的有机el显示器。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips