
 商标分类
商标分类  商标转让
商标转让 
一种大线能量焊接钢板的炼钢方法与流程
 2021-01-30 01:01:50|
2021-01-30 01:01:50| 202|
202| 起点商标网
起点商标网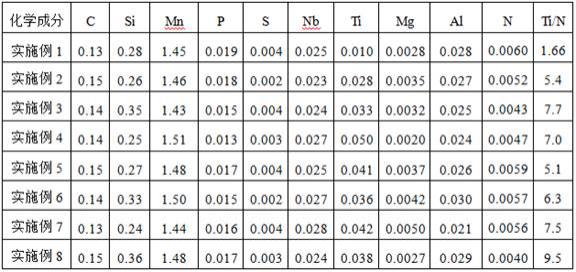
0050%,al≤0.003%,n含量0.0040-0.0060%,并且ti/n≥1.66。
[0007]
本发明钢中al、ti、mg、n含量的控制,使钢中生产大量的微小的(al、ti、mg、n)非金属夹杂物复合相,能大幅度提高最终钢板的大线能量焊接要求。
[0008]
优选的,vd炉精炼在高真空保持时前5min采用大氩气,氩气流量控制在200~240nl/min,真空保持后期氩气调小,氩气流量控制在80~100nl/min。
[0009]
优选的,所述lf炉精炼工序,操作步骤如下:(1)造渣:lf精炼升温过程,陆续分批次加入总量8~10kg/t钢的石灰、1.5~2.0kg/t钢的萤石进行造精炼渣,然后加入3~5kg/t钢的硅铁进行脱氧,同时陆续分批加入2.0~3.0kg/t钢的电石辅助造渣;(2)脱氧脱硫,当钢水温度升高到1580~1600℃时,停止送电,喂入0.5~0.8kg/t钢的al线进行脱氧脱硫,同时将氩气流量调到500~600nl/min,进行大氩气充分搅拌脱氧脱硫。
[0010]
(3)合金化,当精炼渣形成白渣后,根据冶炼钢种所需的合金成分添加ti合金以及其他其它合金,然后送电升温熔化合金,使合金熔化。
[0011]
lf炉精炼使钢液脱硫脱氧,目的是使钢中的al、ti、mg在vd炉与n反应生成复合非金属夹杂物。
[0012]
采用上述技术方案所产生的有益效果在于:采用本发明生产得到的海工钢eh36钢板能适应200-300kj/cm大线能量焊接的要求,所述钢板焊接热影响区的(al、mg、ti、n)非金属夹杂物复合相尺寸0.2-2.5μm。
具体实施方式
[0013]
本发明一种大线能量焊接钢板的炼钢方法,炼钢过程如下:lf炉精炼座包升温,经初炼炉冶炼合格的钢水座包到lf炉,座包后吹氩测温,氩气接通后氩气流量控制在80~100nl/min,测温后根据温度情况,进行送电升温,将钢水温度升到适合造渣脱氧范围内;lf炉精炼造渣,lf精炼升温过程,陆续分批次加入总量8~10kg/t钢的石灰,1.5~2.0kg/t钢的萤石进行初步造渣,然后加入3~5kg/t钢的硅铁进行脱氧,同时陆续分批加入2.0~3.0kg/t钢的电石辅助造渣,渣况稀稠合适,埋弧较好后进入下一步工序;lf炉精炼脱氧脱硫,当钢水温度升高到1580~1600℃时,停止送电,喂入0.5~0.8kg/t钢的al线,进行脱氧脱硫,同时将氩气流量调到500~600nl/min,进行大氩气充分搅拌脱氧脱硫;lf炉精炼合金化,当精炼渣形成白渣后,根据冶炼钢种所需的合金成分添加ti合金以及其它合金,然后送电升温熔化合金,使合金均匀化;lf炉精炼测温取样,所以合金熔化后,测量钢水温度,要求钢水温度1660-1680℃,如果钢水温度不够,送电升温。
[0014]
lf炉精炼吊包,当钢水成分、温度合适时从lf炉吊包到vd炉。
[0015]
vd炉精炼真空前的准备,钢水经lf精炼处理后,成分温度符合要求,钢渣良好,钢包液面自由空间足够大,确保钢包底吹氩良好;vd炉精炼抽真空,真空前准备工作完成后,盖上vd炉盖,打开真空泵开始抽真空,抽真空过程中根据钢水翻腾情况调整好氩气流量,不要让钢渣喷溅出钢包外。
[0016]
vd炉精炼真空保持,在真空保持过程中,要求真空度≤66.7pa,真空保持时间≥15min;vd炉精炼氩气控制,在高真空保持时前5min采用大氩气,氩气流量控制在200~240nl/min,真空保持后期氩气流量调小,氩气流量控制在80~100nl/min;vd炉精炼破空,高真空保持时间结束后,关闭真空泵,并向vd炉内充入氮气,当vd炉内压力达到大气压力时,打开炉盖。
[0017]
vd炉精炼氮气软吹,打开vd炉盖后,将vd炉钢包底部吹入的氩气改为吹入氮气,氮气流量控制在40-50nl/min;vd炉精炼喂线,在钢包底部吹氮气的同时每炉钢喂入镁线300-500m;vd炉精炼均匀化,喂入镁线结束后,继续用氮气软吹3-5min,使加入的镁合金均匀化;vd炉精炼测温取样,软吹使镁合金均匀化后测温取样;vd炉精炼吊包:当钢水温度达到1550-1570℃,成分合适时吊包上连铸。
[0018]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0019]
为了更好的说明本发明,下面通过实施例做进一步的举例说明。
[0020]
实施例1-8一种大线能量焊接钢板的化学成分及其重量百分含量见表1,按照上述实施方式进行生产,lf炉精炼工序石灰、萤石、硅铁、电石加入量见表2,lf炉精炼工序喂铝线时钢液温度、铝线喂入量、脱氧脱硫步骤中氩气流量见表2。vd炉精炼工序,氮气软吹步骤中氮气流量、喂线步骤中镁线喂入量、合金均匀化步骤中软吹时间见表3,vd炉精炼在高真空保持时前5min氩气流量(表3中用“大氩气流量”表示)、后期氩气流量(表3中用“小氩气流量”表示)见表3。
[0021]
表1表2
表3对实施例1-8成品钢板夹杂物尺寸进行检验,检验结果见表4。
[0022]
对实施例1-8成品钢板进行焊接试验,焊接能量检测结果见表4,对焊接热影响区进行-40℃冲击性能检测,冲击功检测结果见表4。
[0023]
表4
以上实施例仅用以说明而非限制本发明的技术方案,尽管参照上述实施例对本发明进行了详细说明,本领域的普通技术人员应当理解:依然可以对本发明进行修改或者等同替换,而不脱离本发明的精神和范围的任何修改或局部替换,其均应涵盖在本发明的权利要求范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips