
 商标分类
商标分类  商标转让
商标转让 
一种模具摇摆法空心陶瓷型芯及其制备方法与流程
 2021-01-30 01:01:14|
2021-01-30 01:01:14| 326|
326| 起点商标网
起点商标网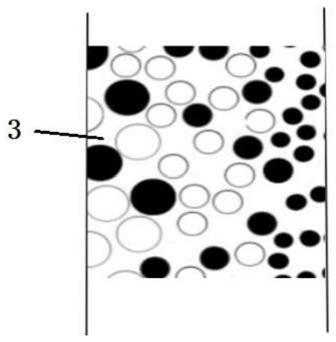
[0001]
本发明属于陶瓷型芯技术领域,涉及一种空心陶瓷型芯,本发明还涉及一种模具摇摆法空心陶瓷型芯的制备方法。
背景技术:
[0002]
陶瓷型芯作为形成铸件空腔的转接体,其作用是:形成铸件的内腔结构,与外型模或型壳共同保证铸件对空腔的尺寸精度要求,简化工艺难度,降低成本,提高制品合格率的一种特殊的工艺手段。陶瓷型芯主要应用于航空发动机形成空心涡轮叶片的复杂空腔结构,陶瓷型芯既要有较好的常温强度保证运输和可操作性,又要有较好的高温性能以承受高速蜡液和高温金属液的冲击。
[0003]
在熔模铸造中,作为形成空心铸件内腔形状的陶瓷型芯,它的性能和质量对铸件生产的合格率和成本起着非常大的影响作用。实际上,作为叶片制造技术瓶颈之一的陶瓷型芯,其造型材料和制造工艺的不断改进对于增强陶瓷型芯各项性能十分重要,也一直是空心叶片研究中的关键问题。随着现阶段熔模铸造空心叶片铸件结构的日趋复杂,对陶瓷型芯的性能提出了更高的要求。为适应这种变化,受限于基体材料自身的特性,陶瓷型芯在使用温度要求不断提高的前提下,其工艺制备方法还需要极大改善。
技术实现要素:
[0004]
本发明的目的是提供一种空心陶瓷型芯,解决了现有技术陶瓷型芯在金属液凝固后,难以实施陶瓷型芯的清理、脱除,清理工作效率低的问题。
[0005]
本发明的另一目的是提供一种模具摇摆法空心陶瓷型芯的制备方法。
[0006]
本发明采用的技术方案是,一种空心陶瓷型芯,按照质量百分比由以下组分组成,耐火基体原料90%-96%、粘结剂1%-5%、催化固化剂0.25%-1%、润滑分散剂0.05%-0.1%、两相偶联剂0.05%-0.5%,合计100%。
[0007]
本发明采用的另一技术方案是,一种模具摇摆法空心陶瓷型芯的制备方法,按照以下步骤实施:
[0008]
步骤1、制备粘附有粘结剂的耐火珠粒,
[0009]
按照质量百分比称取耐火基体原料90%-96%、粘结剂1%-5%、催化固化剂0.25%-1%、润滑分散剂0.05%-0.1%、两相偶联剂0.05%-0.5%,混合搅拌均匀,获得粘附有粘结剂的三氧化二铝的耐火珠粒;
[0010]
步骤2、将步骤1制好的耐火珠粒吹进封闭的摇摆幅度为30
°-
90
°
的模具中,制备型芯坯体;
[0011]
步骤3、烧结,
[0012]
将步骤2制备好的型芯坯体装入烧结炉中烧结,制得壳型陶瓷型芯。
[0013]
本发明的有益效果是,包括以下几个方面:
[0014]
1)本发明的制备方法,可以方便地制备得空心陶瓷型芯结构,同时由于提高了陶
瓷型芯内部的气孔率,减少了脱芯工作量,从而提高了脱芯效率。
[0015]
2)本发明的制备方法,使用三氧化二铝基型芯,不变形、不位移、不断裂、收缩率低,高温强度好,高温热稳定性好,尺寸精度高,能制作出腔道复杂的薄壁铸件,且壁厚均匀。
[0016]
3)本发明的制备方法,使用有机粘结剂粘结耐火珠粒并采用表面致密化、光滑化处理可以防止型芯在修整、提高型芯抗弯强度和韧性。
附图说明
[0017]
图1是本发明方法制备空心陶瓷型芯面层的状态示意图;
[0018]
图2是本发明方法制备空心陶瓷型芯里一层的状态示意图;
[0019]
图3是本发明方法制备空心陶瓷型芯里二层的状态示意图;
[0020]
图4是图3中的里一层的显微结构示意图。
[0021]
图中,1.模具,2.面层,3.里一层,4.里二层。
具体实施方式
[0022]
本发明的空心陶瓷型芯,按照质量百分比由下述原料组成:耐火基体原料90%-96%、粘结剂1%-5%、催化固化剂0.25%-1%、润滑分散剂0.05%-0.1%、两相偶联剂0.05%-0.5%,合计100%。
[0023]
耐火基体原料为电熔刚玉珠粒与漂珠混合、或白刚玉珠粒与漂珠混合而成,两者体积比为1:1,漂珠为多孔疏松,能够提高陶瓷型芯的脱除效率。
[0024]
粘结剂为酚醛树脂,由苯酚和甲醛在酸性介质中,摩尔比为1:0.8-0.9的条件下制成的热塑性的酚醛树脂。
[0025]
催化固化剂为六次甲基四胺,目的是催化固化型芯坯。
[0026]
润滑分散剂选用硬脂酸钡或硬脂酸铣铵,作用是防止结块,并提高耐火基体珠粒的流动性及脱模性。
[0027]
两相偶联剂选用铝酸化合物偶联剂或锆类偶联剂。
[0028]
本发明上述空心陶瓷型芯的制备方法,按照以下步骤实施:
[0029]
步骤1、制备粘附有粘结剂的耐火珠粒,
[0030]
按照质量百分比称取耐火基体原料90%-96%、粘结剂1%-5%、催化固化剂0.25%-1%、润滑分散剂0.05%-0.1%、两相偶联剂0.05%-0.5%,混合搅拌均匀,获得粘附有粘结剂的三氧化二铝的耐火珠粒。
[0031]
步骤2、将步骤1制好的耐火珠粒吹进封闭的摇摆幅度为30
°-
90
°
的(耐热钢)模具1中,制备型芯坯体,具体过程如下:
[0032]
制备面层2(面层2紧贴模具1内壁):将模具1加热到150-300℃,吹入100-500目的电熔刚玉珠粒或白刚玉珠粒,加热时间30-40s,摇摆模具1,使耐火珠粒均匀在模具1内壁上形成厚度0.2-0.8mm的三氧化二铝致密烧结层,见图1;翻转模具1,将多余耐火珠粒倒出;
[0033]
制备里一层3(即中间层):向模具1中加入粒径为70-100目的漂珠,当模具加热至150-300℃时,吹入25-100目的电熔刚玉珠粒或白刚玉珠粒,其中电熔刚玉珠粒或白玉钢珠粒和漂珠的体积比为1:1,加热时间50-70s,摇摆模具1,使耐火珠粒均匀在面层2内表面形
成0.5-1.5mm的三氧化二铝-漂珠复合烧结层,见图2;翻转模具1,将多余耐火珠粒和漂珠倒出;
[0034]
制备里二层4(即最内层):向模具1中加入粒径为20-70目的漂珠,当模具1加热至200-280℃,吹入30-70目的电熔刚玉珠粒或白刚玉珠粒,其中电熔刚玉珠粒或白刚玉珠粒和漂珠的体积比为1:1,加热时间80-100s,摇摆模具1,使耐火珠粒均匀在里一层3内表面形成2-8mm的三氧化二铝-漂珠复合烧结层,见图3;翻转模具1,将多余耐火珠粒和漂珠倒出,得到型芯坯体;
[0035]
步骤3、烧结,
[0036]
将步骤2制备好的型芯坯体装入烧结炉中烧结,烧结温度为800℃-1500℃,制得壳型陶瓷型芯,见图4。
[0037]
实施例1
[0038]
步骤1、制备带有粘结剂的耐火珠粒,
[0039]
按照以下质量百分比称取原料:耐火基体材料电熔刚玉珠粒96%、粘结剂3%、催化固化剂0.45%、润滑分散剂硬脂酸钡0.05%、两相偶联剂铝酸化合物偶联剂0.5%混合,搅拌均匀,获得带有粘结剂的三氧化二铝耐火珠粒。
[0040]
步骤2、将步骤1制好的耐火珠粒吹进封闭的摇摆幅度为30
°-
90
°
的耐热钢模具中,制备型芯坯体,具体过程如下:
[0041]
制备面层2:将模具加热到150℃,吹入500目的耐火珠粒,加热30s,摇摆模具使耐火珠粒均匀在模具内壁形成厚度为0.2mm的三氧化二铝致密烧结层,翻转模具,将多余耐火珠粒倒出。
[0042]
制备里一层3:模具中吹入粘附有漂珠的耐火珠粒,二者的粒径均为70目,模具加热至180℃,加热50s,摇摆模具使耐火珠粒和漂珠均匀在面层2内表面形成0.5mm的三氧化二铝-漂珠复合烧结层,翻转模具,将多余耐火珠粒和漂珠倒出,其中电熔刚玉珠粒和漂珠的体积比为1:1。
[0043]
制备里二层4:模具加热至230℃,吹入粘附有漂珠的耐火珠粒,其中漂珠、耐火珠粒的粒径均为30目,加热80s,摇摆模具使耐火珠粒和漂珠均匀在里一层3内表面形成2mm的三氧化二铝-漂珠复合烧结层,翻转模具,将多余耐火珠粒和漂珠倒出,其中电熔刚玉珠粒和漂珠的体积比为1:1。
[0044]
步骤3、烧结,
[0045]
将型芯坯体装入烧结炉中烧结,烧结温度为1000℃,获得壳型陶瓷型芯。
[0046]
实施例2
[0047]
步骤1、制备带有粘结剂的耐火珠粒
[0048]
按照以下质量百分比称取原料:耐火基体材料电熔刚玉珠粒95%、粘结剂4%、催化固化剂0.4%、润滑分散剂硬脂酸钡0.545%、两相偶联剂铝酸化合物偶联剂0.055%混合,搅拌均匀,获得带有粘结剂的三氧化二铝耐火珠粒。
[0049]
步骤2、将步骤1制好的耐火珠粒吹进封闭的摇摆幅度为30
°-
90
°
的耐热钢模具中,制备空心陶瓷型芯,具体过程是:
[0050]
制备面层2:将模具加热到170℃,吹入300目的耐火珠粒,加热35s,摇摆模具使耐火珠粒均匀在模具1内壁上形成0.4mm的三氧化二铝致密烧结层,翻转模具,将多余耐火珠
粒倒出。
[0051]
制备里一层3:模具加热至200℃,吹入耐火珠粒和漂珠,其中耐火珠粒的粒径为60目,漂珠的粒径为80目,加热60s,摇摆模具使耐火珠粒和漂珠均匀在面层2内表面形成1mm的三氧化二铝-漂珠复合烧结层,翻转模具,将多余耐火珠粒和漂珠倒出,其中电熔刚玉珠粒和漂珠的体积比为1:1。
[0052]
制备里二层4:模具加热至250℃,吹入带有漂珠的耐火珠粒,其中耐火珠粒和漂珠的粒径均为40目,加热90s,摇摆模具使耐火珠粒和漂珠均匀在里一层3内表面形成5mm的三氧化二铝-漂珠复合烧结层,翻转模具,将多余耐火珠粒和漂珠倒出,其中电熔刚玉珠粒和漂珠的体积比为1:1。
[0053]
步骤3、烧结,
[0054]
将型芯坯体装入烧结炉中烧结,烧结温度为1200℃,获得壳型陶瓷型芯。
[0055]
实施例3
[0056]
步骤1、制备带有粘结剂的耐火珠粒,
[0057]
按照以下质量百分比称取原料:耐火基体材料白刚玉珠粒94%、粘结剂5%、催化固化剂0.3%、润滑分散剂硬脂酸铣铵0.545%、两相偶联剂锆类偶联剂0.155%混合,搅拌均匀,获得带有粘结剂的三氧化二铝耐火珠粒。
[0058]
步骤2、将步骤1制好的耐火珠粒吹进封闭的摇摆幅度为30
°-
90
°
的耐热钢模具中,制备空心陶瓷型芯,具体过程是,
[0059]
制备面层2:将模具加热到200℃,吹入100目的耐火珠粒,加热40s,摇摆模具使耐火珠粒均匀在模具内壁上形成厚度0.8mm的三氧化二铝致密烧结层,翻转模具,将多余耐火珠粒倒出。
[0060]
制备里一层3:换工位,加入粒径为100目漂珠,模具加热至210℃,吹入50目的耐火珠粒,加热70s,摇摆模具使耐火珠粒和漂珠均匀在面层内表面形成1.5mm的三氧化二铝-漂珠复合烧结层,翻转模具,将多余耐火珠粒和漂珠倒出,其中白刚玉珠粒和漂珠的体积比为1:1。
[0061]
制备里二层4:模具中加入粒径为50目的漂珠,吹入粒径为30目的耐火珠粒,模具加热至280℃,加热120s,摇摆模具使耐火珠粒和漂珠均匀在里一层内表面形成8mm的三氧化二铝-漂珠复合烧结层,翻转模具,将多余耐火珠粒和漂珠倒出,其中白刚玉珠粒和漂珠的体积比为1:1。
[0062]
步骤3、烧结,
[0063]
将型芯坯体装入烧结炉中烧结,烧结温度为1300℃,获得壳型陶瓷型芯。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips