
 商标分类
商标分类  商标转让
商标转让 
一种适用于双面铁基非晶复合涂层板制备的装置及其方法与流程
 2021-01-30 01:01:27|
2021-01-30 01:01:27| 259|
259| 起点商标网
起点商标网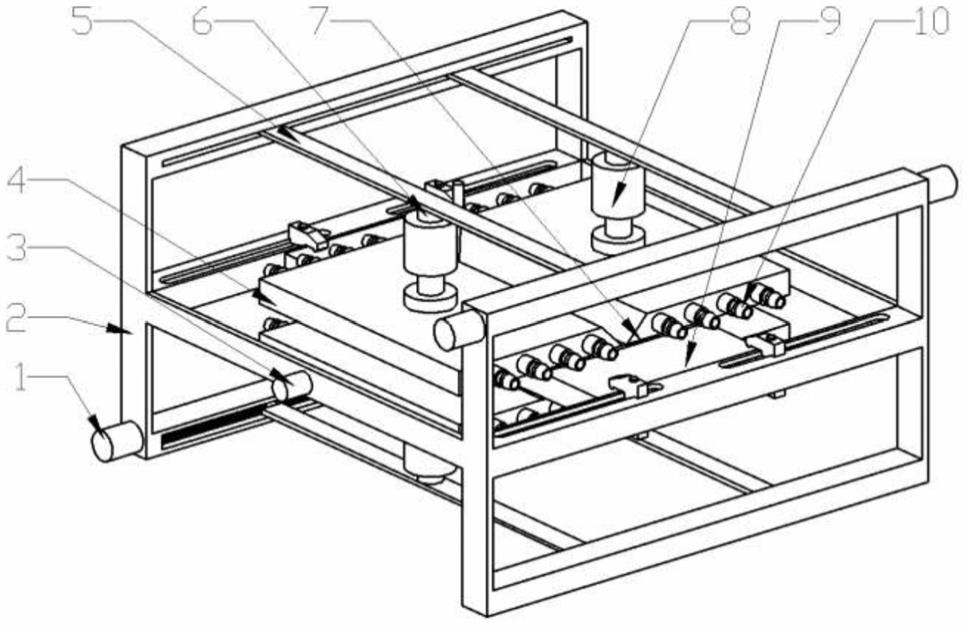
[0001]
本发明涉及激光熔覆再制造领域,具体涉及一种适用于双面铁基非晶复合涂层板制备的装置及其方法。
背景技术:
[0002]
非晶复合涂层具有高屈服强度、大弹性应变极限、无加工硬化现象、高耐磨性、优良的耐腐蚀性等特点。与相同成分的晶态合金、不锈钢相比,非晶复合涂层抗腐蚀性能极高,这些特有的性能都是其它晶体材料所无法比拟的。非晶复合涂层,不仅可以起到防护作用并修复使用失效的零件,而且可以提高材料的使用寿命。在制备非晶复合涂层中,需要经历激光熔覆和激光重熔两个步骤。激光熔覆需要高的功率密度和冷却速度,可以使覆层材料完全熔化,同时基材熔化层非常薄,这就避免了基体对熔覆层合金的稀释,可以获得高纯度的熔覆涂层。在激光熔覆的基础上,再利用大功率、超高速激光重熔产生的更大温度梯度,可以在熔覆层中形成非晶相。好的非晶涂层需要高的冷却速率,但在传统的双面铁基非晶复合涂层板的制备中,是先重熔一个面,然后再另重熔一个面,在一道道重熔的过程中,后面重熔的涂层会受到前面加工过程中残余热的影响,越往后加工,涂层的冷却速率越低,影响非晶相的形成,同时会留下残余应力,降低非晶复合涂层的质量。这便说明非晶复合涂层的成形质量很难得到准确控制,提高非晶复合涂层的成形质量一直是国内外关注的热点和追求的直接目标。
技术实现要素:
[0003]
为克服上述现有技术存在的缺点和不足,本发明的目的在于提供一种适用于双面铁基非晶复合涂层板制备的装置及其方法,以使制备的激光熔覆层,变形小,应力分布更为均匀,成型质量高,因而具备更为优异的力学性能。
[0004]
为实现上述目的,本发明提供的技术方案是:
[0005]
一种适用于双面铁基非晶复合涂层板制备的装置,包括气缸、激光头、螺母、支架、冷却板、伺服电机、丝杠、基板和夹块;
[0006]
所述的支架为由左支架和右支架相连组成的框架结构,在左支架和右支架的分别一端各设有伺服电机,所述的伺服电机通过电机固定件与支架的侧壁固定连接;在支架的框架结构间设有由上侧冷却板、下侧冷却板组成的一组冷却板系统,所述冷却板内嵌有冷却水管,所述的冷却水管与外接冷水源形成冷却水回路,所述上侧冷却板、下侧冷却板之间设有基板;
[0007]
所述上侧冷却板的上部、下侧冷却板支架的下部分别与气缸相连;所述气缸的外侧端通过连接块与安装在支架上的滑板相连,用于放松、夹紧上侧冷却板、下侧冷却板之间的基板;在冷却板的中部设有开缝,在开缝处设有激光发射器,所述的激光发射器包括激光头,所述激光头射出激光束并照射基板的指定位置;
[0008]
所述的支架中,左支架和右支架的上、下两侧端分别开设有支架槽,在支架槽内设
有用于装夹定位基板的夹块;所述支架中,左支架和右支架相连的框架中部设有旋转轴,所述旋转轴用于与外接机床的电机驱动轴相连并固定,以带动支架及其中的冷却板、基板、气缸和滑板整体进行旋转。
[0009]
进一步的,所述的伺服电机与丝杠相连,所述的丝杠位于支架槽中,在支架槽中设有支承,所述的支承为丝杠撑;在丝杠上设有螺母,所述的螺母与所述的滑板相连,所述滑板的另一侧位于支架的另一侧支架槽中,所述伺服电机通过丝杠螺母带动滑板上的气缸进行横向移动。
[0010]
进一步的,所述的上侧冷却板、下侧冷却板分别从中缝处分为左右两块冷却板,共四块冷却板,每个冷却板连接独立的气缸和滑板,所述的滑板分别通过丝杠螺母由各自伺服电机驱动。
[0011]
进一步的,所述的支架槽中含有两个丝杠,分别控制一个滑板上气缸的横向位置;所述的夹块包括上夹块、下夹块和夹块上的螺栓,所述夹块能够在支架上的支架槽进行移动,用螺栓来固定位置。
[0012]
进一步的,所述的基板外层为熔覆层;所述支架旋转的角度范围为0
°
~180
°
。
[0013]
进一步的,所述滑板带动的冷却板完整的覆盖基板,所述激光束和滑板互不干涉。
[0014]
进一步的,所述的夹块的夹块面和基板接触夹紧,除了沿激光束方向的面有接触,在沿旋转轴的轴线方向也有接触,从而对基板进行定位并夹紧,保证在旋转的过程中的精度。
[0015]
所述的适用于双面铁基非晶复合涂层板制备的装置的使用方法,包括如下步骤:
[0016]
步骤一、在氩气保护下,使用等离子喷涂工艺将粉末均匀喷涂于基板上;然后将旋转轴与外接机床的电机驱动轴相连并固定,将基板通过夹块固定在支架上,用螺母和滑槽调整基板的放置,将冷却进出水管与外接冷源接通,再将气缸与气源接通;
[0017]
步骤二、将光纤与激光发射器连接,调整激光头焦距,移动激光头,使激光束的光斑处在合适的初始加工位置上,在氩气保护下,对喷涂于基板上的合金进行激光重熔,采用单向扫描,通过滑板调整气缸的位置,在基板上留出一个大于光斑的空间,并夹紧基板;
[0018]
步骤三、先在基板上加工出一道后,激光头上移,整个机构通过旋转轴旋转180
°
,然后激光头下移,激光束再次在反面加工一道;气缸松开,气缸移动跟随激光往前移动一个单位,气缸再次夹紧基板;
[0019]
步骤四、重复步骤三的操作,直到加工完整个基板的两面;在氩气保护下,对重熔后的复合涂层进行去应力退火。
[0020]
进一步的,采用等离子喷涂工艺将粉末均匀喷涂于低碳钢基板上,厚度为1mm。
[0021]
进一步的,激光重熔的激光功率3000w,光斑直径4mm,搭接率30%,扫描速度10mm/s。
[0022]
进一步的,退火时间为2h。
[0023]
与现有技术相比,本发明的有益效果是:
[0024]
本发明所述的一种适用于双面铁基非晶复合涂层板制备的装置,使得工件加工过程中变形小,淬硬层均匀,应力分布均匀,一次装夹即可实现双面涂层的制备,易于实现自动化。同时,加工过程不受零件尺寸限制,在缩短生产周期、减少生产成本的同时降低对环境的污染及对员工健康的危害。
附图说明
[0025]
图1为本发明的整体结构示意图。
[0026]
图2为本发明的正面示意图。
[0027]
图3为本发明的支架剖分示意图。
[0028]
图4为本发明的整体剖分示意图。
[0029]
图中序号,1-伺服电机,2-支架,3-旋转轴,4-冷却板,5-滑板,6-连接块,7-熔覆层,8-气缸,9-基板,10-冷却水管,11-激光束,12-激光头,13-螺母,14-支承,15-丝杠,16-下夹块,17-螺栓,18-上夹块,19-滑槽。
具体实施方式
[0030]
下面结合具体实施例对本发明作进一步详细的说明。以下实施例仅用于说明本发明而不用于限制本发明的范围。
[0031]
一种适用于双面铁基非晶复合涂层板制备的装置,包括气缸8、激光头12、螺母13、支架2、冷却板4、伺服电机1、丝杠15、基板9和夹块;
[0032]
所述的支架2为由左支架和右支架相连组成的框架结构,在左支架和右支架的分别一端各设有伺服电机1,所述的伺服电机1通过电机固定件与支架2的侧壁固定连接;在支架2的框架结构间设有由上侧冷却板、下侧冷却板组成的一组冷却板4系统,所述冷却板4内嵌有冷却水管10,所述的冷却水管10与外接冷水源形成冷却水回路,所述上侧冷却板、下侧冷却板之间设有基板9;
[0033]
所述上侧冷却板的上部、下侧冷却板支架的下部分别与气缸8相连;所述气缸8的外侧端通过连接块6与安装在支架上的滑板5相连,用于放松、夹紧上侧冷却板、下侧冷却板之间的基板9;在冷却板4的中部设有开缝,在开缝处设有激光发射器,所述的激光发射器包括激光头12,所述激光头12射出激光束11并照射基板9的指定位置;
[0034]
所述支架2中,左支架和右支架相连的框架中部设有旋转轴3,所述旋转轴3用于与外接机床的电机驱动轴相连并固定,以带动支架2及其中的冷却板4、基板9、气缸8和滑板5整体进行旋转。
[0035]
所述的支架2中,左支架和右支架的上、下两侧端分别开设有支架槽;所述的伺服电机1与丝杠15相连,所述的丝杠15位于支架槽中,在支架槽中设有支承14,所述的支承14为丝杠撑;在丝杠15上设有螺母13,所述的螺母13与所述的滑板5相连,所述滑板5的另一侧位于支架2的另一侧支架槽中,所述伺服电机1通过丝杠螺母带动滑板5上的气缸8进行横向移动。
[0036]
所述的上侧冷却板、下侧冷却板分别从中缝处分为左右两块冷却板4,共四块冷却板4,每个冷却板4连接独立的气缸8和滑板5,所述的滑板5分别通过丝杠螺母由各自伺服电机1驱动。
[0037]
所述的支架槽中含有两个丝杠15,分别控制一个滑板5上气缸8的横向位置;在支架槽内设有用于装夹定位基板9的夹块,所述的夹块包括上夹块18、下夹块16和夹块上的螺栓17,所述夹块能够在支架2上的支架槽进行移动,用螺栓17来固定位置。
[0038]
所述的基板9外层为熔覆层7;所述支架2旋转的角度范围为0
°
~180
°
。
[0039]
所述滑板5带动的冷却板完整的覆盖基板9,所述激光束11和滑板5互不干涉。
[0040]
所述的夹块可以在装夹一定范围尺寸的基板9,夹块考虑到基板9的定位,所述的夹块的夹块面和基板9接触夹紧,除了沿激光束11方向的面有接触,在沿旋转轴3的轴线方向也有接触,从而对基板9进行定位并夹紧,保证在旋转的过程中的精度。
[0041]
所述的适用于双面铁基非晶复合涂层板制备的装置的使用方法,包括如下步骤:
[0042]
步骤一、在氩气保护下,使用等离子喷涂工艺将粉末均匀喷涂于基板9上;然后将旋转轴3与外接机床的电机驱动轴相连并固定,将基板3通过夹块固定在支架2上,用螺母14和滑槽调整基板9的放置,将冷却进出水管10与外接冷源接通,再将气缸8与气源接通;
[0043]
步骤二、将光纤与激光发射器连接,调整激光头12焦距,移动激光头12,使激光束11的光斑处在合适的初始加工位置上,在氩气保护下,对喷涂于基板9上的合金进行激光重熔,采用单向扫描,通过滑板5调整气缸8的位置,在基板9上留出一个大于光斑的空间,并夹紧基板9;
[0044]
步骤三、先在基板上加工出一道后,激光头12上移,整个机构通过旋转轴3旋转180
°
,然后激光头12下移,激光束11再次在反面加工一道;气缸8松开,气缸8移动跟随激光往前移动一个单位,气缸8再次夹紧基板9;
[0045]
步骤四、重复步骤三的操作,直到加工完整个基板9的两面;在氩气保护下,对重熔后的复合涂层进行去应力退火,退火时间为2h。
[0046]
采用等离子喷涂工艺将粉末均匀喷涂于低碳钢基板上,厚度为1mm。
[0047]
激光重熔的激光功率3000w,光斑直径4mm,搭接率30%,扫描速度10mm/s。退火时间为2h。
[0048]
激头上移时应移出机构范围;激光头下移时,下移量等于上移量。
[0049]
待加工工件尺寸发生改变时,调整激光头12的焦距和角度便可继续加工。
[0050]
以上所述,仅是本发明的较佳实施例,并非对本发明作任何形式上的限制,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,依据本发明的技术实质,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本发明技术方案的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips