
 商标分类
商标分类  商标转让
商标转让 
全自动底弧磨光机的制作方法
 2021-01-30 01:01:54|
2021-01-30 01:01:54| 273|
273| 起点商标网
起点商标网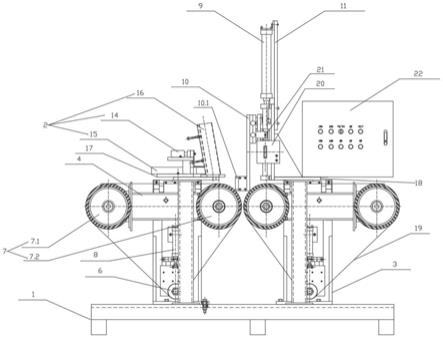
[0001]
本发明涉及磨光机技术领域,具体是指全自动底弧磨光机。
背景技术:
[0002]
手动五金工具生产过程中,产品抛光为必不可少的工序。现今主要以人工抛光为主。人工抛光有很大的局限性,工人的技能水平、体能等方面,都会对产品抛光的质量、生产效率带来巨大影响。产品质量方面,人工抛光后,产品会出现不同程度的外形异于原始设计,产品外观整齐划一程度低。生产效率方面,由于工作中员工体力的消耗,有效工作时间内生产效率呈逐步降低状态,也会间接导致抛光产品质量的降低。辅料耗材方面,人工抛光所使用的抛光砂带,只能使用全新的砂带,生产过程中砂带磨损后,要定时更换,且更换下的砂带上有部分面积是使用不到,造成资源、成本的浪费。
技术实现要素:
[0003]
本发明要解决的技术问题是克服以上问题,提供一种自动供料、自动抛光的全自动底弧磨光机。
[0004]
为解决上述技术问题,本发明提供的技术方案为:全自动底弧磨光机,包括底座,所述底座上固定设有工作台底座,所述工作台底座上设有磨光大架,所述磨光大架与工作台底座之间靠近底座中心线一侧设有弹性装置,所述磨光大架上设有电机、砂带张紧轮、砂带轮,所述砂带轮包括两个主动轮和两个从动轮,两个所述主动轮分别固定在磨光大架的外侧,两个所述主动轮连接电机的输出端,所述主动轮、从动轮、砂带张紧轮之间通过砂带连接,所述工作台底座顶部分别设有第一水平工作台和第二水平工作台,所述第一水平工作台与第二水平工作台的高度相同,所述第一水平工作台上设有自动送料系统,所述自动送料系统由叉料气缸、送料气缸、料斗组成,所述第二水平工作台上设有升降气缸、升降块和升价气缸固定板,所述升降块由工件夹紧工装、两个工装臂组成,所述工件夹紧工装包含工件夹紧气缸和旋转气缸,所述工件夹紧气缸和旋转气缸分别固定在两个所述工装壁上,所述升降块通过第一光杆、第一滑块与升降气缸固定板连接,所述升降气缸与升降块连接,带动升降块上下运动,两个所述工装臂分别固定在两个第一光杆上。
[0005]
本发明与现有技术相比的优点在于:本发明采用自动供料系统,双砂带同时抛光的模式,自动送料系统根据整体产品生产节奏,自动将工件送至工件夹紧工装位置。自动送料系统、双砂带同时抛光等系统的整合应用,使工件底弧抛光的生产效率大大提高,产品底弧的抛光质量大幅度提升,有效的减少工人体力体能的消耗,且本发明使用的砂带材料,可使用其他抛光工序所更换下来的旧砂带,提高了生产材料利用率,生产成本大大降低。
[0006]
进一步地,所述磨光大架上设有砂带张紧气缸,所述砂带张紧气缸与砂带张紧轮连接,所述砂带张紧轮通过第二光杆和第二滑块固定在磨光大架上。通过砂带张紧气缸、第二光杆和第二滑块的配合,砂带张紧轮可做上下竖直运动,起到张紧砂带的作用。
[0007]
进一步地,所述电机带动两个所述主动轮做相反方向运动。两个所述主动轮转动
方向相反,即砂带的转动方向相反,利于工件抛光过程中产生的废屑向设备下方排放。
[0008]
进一步地,所述第一水平工作台的上方设有支撑固定送料气缸的送料气缸架,所述送料气缸架上含强磁材料。通过在送料气缸上设置强磁材料,可将工件吸附在送料气缸架上,防止工件掉落。
[0009]
进一步地,两个所述第一光杆上固定有小仿形轮,所述升降气缸固定板的下方固定设有大仿形轮。本发明根据工件底弧的外轮廓尺寸,通过大仿形轮、小仿形轮控制工件在两砂带间的行走路径,最大程度的保证了产品原有的设计外形,且产品抛光后外观整齐划一,提高了产品的质量。
[0010]
进一步地,所述第一光杆上套有弹簧,所述弹簧位于第一滑块与靠近夹紧气缸的工作壁之间。通过弹簧的收缩回弹性,可以使工件夹紧工装回到起始位置。
[0011]
进一步地,所述第二水平工作台上固定设有电气控制柜。通过电气控制柜控制设备运行。
附图说明
[0012]
图1是本发明全自动底弧磨光机的主视图结构示意图。
[0013]
图2是本发明全自动底弧磨光机的左视图结构示意图。
[0014]
图3是本发明全自动底弧磨光机的左视图部分结构示意图一。
[0015]
图4是本发明全自动底弧磨光机的左视图部分结构示意图二。
[0016]
图5是本发明中小仿形轮带动工件夹紧工装在大仿形轮上的运动轨迹示意图。
[0017]
如图所示:1、底座,2、自动送料系统,3、底座,4、磨光大架,5、电机,6、砂带张紧轮,7、砂带轮,8、砂带张紧气缸,9、升降气缸,10、升降块,11、升降气缸固定板,12、第一光杆,13、第一滑块,14、叉料气缸,15、送料气缸,16、料斗,17、第一水平工作台,18、第二水平工作台,19、砂带,20、大仿形轮,21、小仿形轮,22、电气控制柜,7.1、主动轮,7.2、从动轮,10.1、工件夹紧工装,10.2、工装臂,10.3、工件夹紧气缸,10.4旋转气缸。
具体实施方式
[0018]
下面结合附图对本发明做进一步的详细说明。
[0019]
实施例1,结合附图1-5,全自动底弧磨光机,包括底座1,所述底座1上固定设有工作台底座3,所述工作台底座3上设有磨光大架4,所述磨光大架4与工作台底座3之间靠近底座1中心线一侧设有弹性装置,所述磨光大架4上设有电机5、砂带张紧轮6、砂带轮7,所述砂带轮7包括两个主动轮7.1和两个从动轮7.2,两个所述主动轮7.1分别固定在磨光大架4的外侧,两个所述主动轮7.1连接电机5的输出端,所述主动轮7.1、从动轮7.2、砂带张紧轮6之间通过砂带19连接,所述工作台底座3顶部分别设有第一水平工作台17和第二水平工作台18,所述第一水平工作台17与第二水平工作台18的高度相同,所述第一水平工作台17上设有自动送料系统2,所述自动送料系统由叉料气缸14、送料气缸15、料斗16组成,所述第二水平工作台18上设有升降气缸9、升降块10和升价气缸固定板11,所述升降块10由工件夹紧工装10.1、两个工装臂10.2组成,所述工件夹紧工装10.1包含工件夹紧气缸10.3和旋转气缸10.4,所述工件夹紧气缸10.3和旋转气缸10.4分别固定在两个所述工装壁10.2上,所述升降块10通过第一光杆12、第一滑块13与升降气缸固定板11连接,所述升降气缸9与升降块10
连接,带动升降块10上下运动,两个所述工装臂10.2分别固定在两个第一光杆12上。所述磨光大架4通过第三光杆和第三滑块固定于工作台底座3,所述第三滑块与磨光大架4使用螺丝连接,所述第三光杆与工作台底座用光杆座,通过螺丝连接,通过在磨光大架与工作台底座之间设置弹性装置,可使磨光大架向两侧做向左向右弹性运动,所述从动轮7.2固定在从动轴上,从动轮7.2上的砂带19与工件直接接触,对工件进行底弧抛光,所述电机5、从动轴位于磨光大架4两侧,所述电机5输出轴与从动轴平行,两个所述工装壁10.2通过固定块固定在两个所述光杆上,可通过调整工装臂10.2的位置来调节工件夹紧工装接收、夹紧工件的位置。升降块10、升降气缸9等组成自动升降单元和电机5、砂带轮7所在的左右两个抛光单元组成自动抛光系统。
[0020]
所述磨光大架4上设有砂带张紧气缸8,所述砂带张紧气缸8与砂带张紧轮6连接,所述砂带张紧轮6通过第二光杆和第二滑块固定在磨光大架4上,所述电机5带动两个所述主动轮7.1做相反方向运动,所述第一水平工作台17的上方设有支撑固定送料气缸15的送料气缸架,所述送料气缸架上含强磁材料,两个所述第一光杆12上固定有小仿形轮21,所述升降气缸固定板11的下方固定设有大仿形轮20,在升降气缸9上下运动过程中,小仿形轮21与大仿形轮20接触,大仿形轮20位置固定,小仿形轮21带动工装夹紧工装呈大仿形轮20轨迹进行运动,该运动轨迹即为产品磨光后的外形,所述第一光杆12上套有弹簧16,所述弹簧16位于第一滑块13与靠近夹紧气缸的工作壁10.2之间,所述第二水平工作台18上固定设有电气控制柜22,所述电气控制柜22通过螺丝固定在第二水平工作台18上。
[0021]
本发明在具体实施时,将若干工件放置在料斗16中,叉料气缸14工作,向前方伸出,将料斗16中自下第二个以上所有工件叉住,防止工件下滑,料斗16中最下方的工件滑落至送料气缸架上,送料气缸架上的强磁材料将工件吸附住,送料气缸15工作,带动工件向前方伸出,将工件运送至工件夹紧工装10.1位置。启动电机5,左侧的主动轮7.1带动从动轮7.2、砂带19顺时针转动,右侧的主动轮7.1带动从动轮7.2、砂带19逆时针转动。自动送料系统2将工件运动至工件夹紧工装10.1后,工件夹紧气缸10.3工作将工件夹紧,送料气缸15缩回,此时工件在工件夹紧工装10.1上处于水平状态,通过旋转气缸10.4带动工件夹紧工装10.1旋转90
°
,使工件呈竖直状态,升降气缸9开始工作,升降块10带动工件向下运动,经过快速转动的砂带19,完成对工件底弧的抛光,工件运动到砂带19下方,与砂带19离开接触后,工件夹紧气缸10.3回缩,工件掉落,同时升降气缸9回缩,升降块10在升降气缸9的带动下向上运动至固定位置,开始下一个工作循环过程,自动抛光系统中,工件夹紧工装10.1可在升降块10上前后平滑运动,根据工件底弧大小在一固定位置设置大仿形轮,在升降块10向下运动过程中,经过大仿形轮20,使工件夹紧工装10.1做前后运动,以此,在工件纵向运动过程中同时进行前后径向运动,小仿形轮21带动工装夹紧工装呈大仿形轮20轨迹进行运动,经过砂带19,使工件呆头底弧按照技术要求完成抛光。
[0022]
实施例2,在实施1的基础上,本发明现有装置为工件单头底弧单行程抛光,只能完成两用扳手呆头底弧抛光或双开口扳手单呆头底弧抛光。随着本发明的升级换代,可将自动抛光系统中抛光轮,即从动轮7.2由左右各一个增加为左右各两个,相对放置,其他系统部件工作方式不变,可完成双开口扳手一次装夹双呆头同时抛光的工作。
[0023]
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术
人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips