
 商标分类
商标分类  商标转让
商标转让 
高效节能短流程连续化铸造铝合金生产工艺的制作方法
 2021-01-30 01:01:32|
2021-01-30 01:01:32| 338|
338| 起点商标网
起点商标网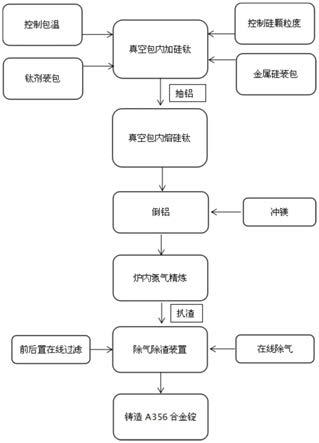
:
[0001]
本发明涉及一种铸造铝合金生产工艺,特别是涉及一种高效节能短流程连续化铸造铝合金生产工艺。
背景技术:
:
[0002]
现有铸造铝合金锭的生产工艺一般是炉内进行铝合金的成分配制、合金化、添加精炼剂精炼、扒渣等工艺步骤。目前的铸造铝合金锭的生产工艺存在能耗高、热损失大、铸损高、生产效率低等问题。以a356铸造铝合金为例,其生产工艺为:在高位炉内加入金属硅并平铺在炉底,炉内升温对金属硅进行烘烤预热,真空包向炉内倒入高温原铝液,并在倒铝炉口处加入钛剂,利用原铝液将钛剂冲刷到炉内,使元素合金化,静置一段时间后进行扒渣,初步扒去铝液表面的浮渣;高位炉打眼,将高位炉铝液倒入低位炉,并在倒铝过程中将镁锭放置在流动的铝液中,利用高温流动的铝液将镁锭熔化至低位炉;倒炉完成后,在低位炉进行精炼,使用对应铝液重量的千分之五用量的精炼剂,配合精炼气体(氮气或氩气),将精炼剂均匀吹入铝液中,将铝液中的氢和夹渣带出,逐渐在铝液表面形成一层可分离的浮渣,一般精炼时间为40分钟;精炼完成后进行扒渣,直至铝液表面无浮渣如镜面,才可以进行a356铝合金的铸造;铸造前需将流槽、过滤箱过滤板、铸机铸模充分烘烤干燥,后打开低位炉炉进行生产铸造。整个铸造生产过程从开始入硅到铸造完成,共需要5小时左右,该种a356铝合金铸造生产工艺流程存在如下缺点:
[0003]
(1)金属硅的预热和炉内的烘烤需要炉内具有一定的炉膛温度,烘烤金属硅需要给熔炼炉持续升温以保持炉内恒定温度,增加了生产能耗。
[0004]
(2)真空包内铝液倒入高位炉后温度降至800℃左右,相比刚抽入的940℃原铝液,在运输及倒炉过程浪费了100℃以上,热损失高;
[0005]
(3)高位炉内熔硅时间较长,每炉次平均约180分钟以上,铝完全溶解金属硅需要温度达到700℃以上,而真空包内铝液倒入高位炉后温度降至800℃左右,在熔硅过程中原铝液热量还在不断散失,无法满足长时间熔硅过程中的温度要求,因此需要对高位炉进行加热,维持反应温度,进一步增加了生产能耗;
[0006]
(4)低位炉精炼过程,会提高铝液的原铸损,精炼剂和精炼气成本较高,且耗费大量的人力和时间;若精炼时精炼温度较低,渣铝分离不足,扒渣时容易带铝;精炼剂成分一般为氯盐,精炼后扒出的铝灰不能回收,危废处理成本高,容易造成环境污染。
[0007]
(5)真空包输送原铝液、熔硅合金化分步进行,而两个工艺步骤消耗时间均较长,导致整个铸造生产过程耗费时间较长,生产效率低下。
[0008]
(6)溶体成分的均匀化取决于金属硅的颗粒度,现大部分铝合金锭铸造生产使用的金属硅牌号为441,金属硅颗粒度在50~150mm,较大的金属硅颗粒减少了与铝液的接触面积,增加反应时间,使硅分子均匀扩散到熔融铝体中并合金化需要120min左右,因熔硅时间较长,每炉次平均约180分钟以上,生产效率低。
[0009]
(7)熔保炉的高位炉在长时间升温熔硅及扒渣的过程,造成1.8%的原铸损。
技术实现要素:
:
[0010]
为解决以上技术问题,本发明的目的在于提供一种高效节能短流程连续化铸造铝合金生产工艺。
[0011]
本发明的目的由如下技术方案实施:高效节能短流程连续化铸造铝合金生产工艺,其包括如下步骤:第一步,真空包内合金化制备得到铝合金溶体;第二步,铝合金溶体于低位炉中进行氮气精炼,扒去表面的浮渣;第三步,除浮渣后铝合金溶体经在线除气除渣装置除气除渣制备得到待浇注铝合金溶体;第四步,待浇注铝合金溶体铸造得到铝合金铸锭。
[0012]
优选的,所述第一步与所述第二步之间还包括有经高位炉进行倒铝步骤,将铝合金溶体倒入高位炉,并直接由高位炉炉眼导入低位炉,并在倒炉过程中,铝合金溶体冲刷并熔解倒铝流槽内添加的合金化元素铸锭。
[0013]
优选的,所述第一步,真空包内合金化制备得到铝合金溶体包括如下步骤:(1)倒运高温原铝液预热真空包;(2)用预热后的真空包预热合金化元素;(3)真空包内注入高温原铝液,并在真空包抽铝完成后运输至铸造区期间完成铝与合金化元素的合金化,制备得到铝合金溶体。
[0014]
优选的,所述步骤(1)倒运高温原铝液预热真空包:真空包经电解车间抽入高温原铝液,运输至铸造车间倒铝,用高温原铝液预热真空包,使得真空包内炉腔温度达到600-700℃。
[0015]
优选的,所述步骤(1)中,需要倒运至少两次900℃以上的所述高温原铝液完成真空包的预热。
[0016]
优选的,所述步骤(2)用预热后的真空包预热合金化元素:打开预热后的真空包顶部的人孔盖,加入筛选好的合金化元素后,关闭人孔盖,真空包密闭保温15-20分钟,利用真空包余热充分预热合金化元素。
[0017]
优选的,所述(3)真空包内注入高温原铝液完成铝与合金化元素的合金化:抽取920℃以上的原铝液注入真空包内,真空包抽铝完成后运输至铸造区,在此期间,完成真空包内的铝与合金化元素的合金化,反应时间为20-40分钟,制备得到铝合金溶体。
[0018]
优选的,所述在线除气除渣装置包括前置过滤装置、在线除气装置和后置过滤装置,所述前置过滤装置的铝液出口与所述在线除气装置的进料口连接,所述在线除气装置的出料口与所述后置过滤装置的进料口连接。
[0019]
优选的,所述前置过滤装置的过滤板目数30目,所述后置过滤装置的过滤板目数40目。
[0020]
优选的,当铸造铝合金为a356铸造铝合金时,所述真空包内添加的合金化元素为金属硅颗粒和钛剂,所述金属硅颗粒的粒径为20-100mm,钛剂埋在金属硅颗粒中间,由真空包的人孔加入真空包内,所述钛剂为块状,颗粒度在20mm以上;所述倒铝流槽内添加的合金化元素为镁锭。
[0021]
本发明的优点:
[0022]
(1)本发明利用电解原铝液高温溶体对真空包进行预热,然后将合金化元素放入真空包内,利用原铝液高温溶体在真空包内的余热预热合金化元素,再用电解原铝液高温溶体在真空包内熔化合金化元素,充分利用了真空包的余热和电解原铝液的热能,在真空包内完成合金化,节省了高位炉预热和入铝后升温合金化所需要的天然气加热能源,大大
降低了生产能耗;
[0023]
(2)原铝液高温溶体在真空包内与合金化元素反应进行合金化,与现有工艺比较,充分利用了输送过程中原铝液高温溶体的热量损耗,能够满足合金化过程中反应温度要求,进一步降低了能耗;
[0024]
(3)本发明在真空包内加入合金化元素后,运输至电解槽过程完成了合金化元素的烘烤,抽铝后利用真空包运输至铸造高位炉过程完成了合金化元素在铝液中的熔解合金化,相比原铝合金铸造生产工艺,本发明充分利用真空包在运输过程所消耗时间完成了合金化过程,与现有铝合金生产工艺比较,从约5小时生产一炉次优化为约3小时一炉次,大大提高了生产效率。
[0025]
(4)避免了二次加热,有效降低熔化合金化元素过程的烧损,得到的合金液可直接进行铸造,减少扒渣过程带铝的损耗,综合降低0.5%的原铸损。
[0026]
(5)以在线除气除渣装置代替炉内精炼剂精炼,节省了原有千分之五用量的精炼剂费用,以及扒渣所需的人工费用,降低了原料和人工成本;
[0027]
(6)本发明直接通过过滤装置除去铝液中的夹渣,在线除气装置除去铝液中的氢,无需添加精炼剂;
[0028]
(7)通过在低位炉内空吹氮气精炼扒渣,扒去表面的浮渣,对于质量要求较高的铝合金产品,低位炉内空吹氮气有助于对铝液或铝合金液进行初步的除渣除气,减轻前置后置过滤及在线除气装置的压力,总体提高除气除渣效果;
[0029]
(8)经在线除气装置除氢,除氢率达60%以上或将氢含量去除至0.15ml/100g以下;
[0030]
(9)前置过滤器对铝液或铝合金液起到初步净化除渣的作用,一方面减轻在线除气装置内的除渣压力,另一方面防止铝液或铝合金液渣含量过多,使在线除气装置内铝液或铝合金液表面过于黏稠,清渣次数过于频繁;后置过滤器对净化后的铝液或铝合金液起到再净化作用,减少铝液或铝合金液中的更细微的夹渣。
附图说明
[0031]
图1为实施例1a356铝合金生产工艺流程图;
[0032]
图2为在线除气除渣装置示意图。
[0033]
图3为前置过滤器或后置过滤器结构示意图;
[0034]
图4为在线除气装置结构示意图;
[0035]
图5为实施例1制备得到的a356铝合金试样100倍下金相图片;
[0036]
图6为现有常规a356铝合金制备工艺制备得到的a356铝合金试样100倍下金相图片。
[0037]
前置过滤器1、未净化存储腔体1.1、过滤器熔体进口1.2、过滤板卡槽1.3、净化后熔体流动通道1.4、槽钢支架1.5、过滤器熔体排出口1.6、过滤器熔体出口1.7、净化后存储腔体1.8、过滤箱壳体1.10,在线除气装置2、石墨转子2.1、u型硅碳棒2.2、液压升降装置2.3、除气装置熔体排出口2.4、后置过滤器3。
具体实施方式:
[0038]
实施例1:本实施例以a356铝合金为例,对高效节能短流程连续化铸造铝合金生产工艺做进一步的说明。其具体包括如下步骤:
[0039]
(1)6吨容量真空包经电解车间抽入原铝液,运输至铸造车间倒铝,用承装900℃以上的高温原铝液预热真空包,经过两次预热过程,真空包内炉腔温度达到600-700℃,具备加硅钛条件。
[0040]
(2)筛选颗粒大小在20-100mm的金属硅450kg,并装入包袋中。
[0041]
(3)将12kg钛剂埋在金属硅中间,在后续随金属硅一同倒入真空包内。钛剂被埋在金属硅之间可有效降低钛剂助燃剂的燃烧,若钛剂先加入真空包包底或后加入到金属硅上,由于钛剂助燃剂在真空包内先燃烧,抽铝后需要更多的熔融时间才能将钛熔解,且实收率较低。
[0042]
(3)将充分预热的真空包,用天车吊运至真空包座上,打开真空包顶部的人孔盖。
[0043]
(4)天车吊运装有金属硅和钛的包袋至真空包的人孔上方,包袋的底部被人孔内的高温烧开,金属硅和钛剂自然掉落进真空包内;然后,更换人孔密封圈的石棉绳,涂抹一圈石棉泥,保证真空包密闭性,关闭人孔盖。
[0044]
(5)密闭的真空包保温15-20分钟,使金属硅利用真空包余热充分预热。
[0045]
(6)天车吊运入硅钛保温后的真空包至电解槽进行抽铝;抽铝口插入电解槽内,抽取原铝液5900kg。其中,电解槽选择标准为:槽况好,运行平稳;炉底沉淀少、炉底压降≤350mv;下水平≥19cm;电解铝液温度为920℃以上;
[0046]
(7)真空包抽铝完成后运输至铸造区,在此期间,金属硅、钛剂与铝熔体进行合金化反应,反应时间为20-40分钟,制备得到铝合金溶体。现有技术真空包内抽取原铝液,运输至铸造一区温度只有820-850℃,倒入炉内后铝液温度还会下降很多,所以需提前将炉内的金属硅进行烘烤预热,炉内1.3吨金属硅充分预热需要30-60分钟,之后三个装满原铝液的真空包向炉内先后倒入;高位炉为天然气炉或电阻炉,升温速率慢且最高升到700-750℃,所以炉内溶体温度不高,硅块未筛分颗粒度较大,将炉内1.3吨金属硅完全合金化需要60-120分钟。本工艺中硅块经过筛分颗粒度较小,传热快,且每个真空包内金属硅量少,预热只需要15-20分钟。本工艺中金属硅在真空包内,熔化金属硅的是电解槽中900℃以上的高温铝液,且抽入铝液时铝液带动金属硅有一定的搅拌冲刷作用,更有利于快速熔解,所以熔融合金化时间为20-40分钟。
[0047]
(8)将铝合金溶体倒入高位炉,并直接由高位炉炉眼导入低位炉,并在倒炉过程中,铝合金溶体冲刷并熔解倒铝流槽内添加的镁锭63kg。
[0048]
(9)铝合金溶体流入低位炉,在低位炉进行20分钟的氮气精炼,然后扒去表面的浮渣。
[0049]
(10)低位炉放铝,除浮渣后铝合金溶体流入前置过滤装置,经过前置过滤装置初次过滤,除去铝液中的夹渣,然后流入在线除气装置。
[0050]
(11)初次除渣后铝合金溶体经过在线除气装置除氢,除氢率达60%以上或将氢含量去除至0.15ml/100g以下,除氢后铝合金溶体流入后置过滤装置。
[0051]
(12)除氢后铝合金溶体通过后置过滤装置二次过滤,除去铝液中细小的夹渣后流入铸造装置进行铸造得到a356合金锭。
[0052]
本实施例中,在线除气除渣装置包括前置过滤器1、在线除气装置2和后置过滤器3,前置过滤器1的过滤器熔体出口与在线除气装置2的除气装置熔体进口连接,在线除气装置2的除气装置熔体出口与后置过滤器3的过滤器熔体进口连接。
[0053]
本实施例中,前置过滤器1与后置过滤器2结构相同,均包括过滤箱壳体1.10,过滤箱壳体1.10内设有未净化存储腔体1.1,未净化存储腔体1.1下部设有过滤板卡槽1.3,过滤板卡槽1.3上方放置有过滤板;未净化存储腔体1.1一侧设有净化后存储腔体1.8;未净化存储腔体1.1底部与净化后存储腔体1.8底部通过净化后熔体流动通道1.4连通;过滤箱壳体1.10上设有过滤器熔体进口1.2和过滤器熔体出口1.7,过滤器熔体进口1.7与未净化存储腔体1.1连通;过滤器熔体出口1.7与净化后存储腔体1.8连通。过滤箱壳体1.10为刚玉质壳体,刚玉质壳体内浇注保温绝热陶瓷浇注料形成未净化存储腔体1.1和净化后存储腔体1.8。
[0054]
本实施例中,过滤箱壳体1.10下方设有过滤器熔体排出口1.6,过滤器熔体排出口1.6与净化后熔体流动通道1.4连通。
[0055]
本实施例中,过滤箱壳体1.10下方设有槽钢支架1.5,槽钢支架1.5的顶部与过滤箱壳体1.10底部固定连接。
[0056]
前置过滤器1或后置过滤器3工作过程及原理:使用前将过滤板放置在过滤板卡槽1.3上进行烘烤预热,铝液或铝合金液由过滤器熔体进口1.2进入未净化存储腔体1.1,然后持续不断通过过滤板的净化,并经净化后熔体流动通道1.4导入另一侧的净化后存储腔体1.8,再通过过滤器熔体出口1.7导出。当铸造完成后,未净化存储腔体1.1与净化后存储腔体1.8内的铝液或铝合金液通过过滤器熔体排出口1.6排出。
[0057]
本实施例中,前置过滤装置1的过滤板目数为30目,后置过滤装置3的过滤板目数为40目。
[0058]
本实施例中,在线除气装置2包括壳体,箱体内设有并排设置的第一腔室和第二腔室,第一腔室的底部与第二腔室的底部通过连通口连通;第一腔室和第二腔室内均设有一个石墨转子2.1和两个u型硅碳棒2.2,箱体的上方设有上盖,石墨转子2.1与上盖转动连接,石墨转子2.1的顶部延伸至上盖外部;石墨转子2.1的顶部设有氮气进气口;氮气经石墨转子2.1均匀吹入铝液或铝合金液内,形成大量弥散的气泡,使铝液或铝合金液与氮气充分的接触,气泡在铝液或铝合金液中吸收铝液或铝合金液中的氢,以及吸附氧化夹渣之后上升到铝液或铝合金液表面形成浮渣;u型硅碳棒2.2与上盖固定连接;u型硅碳棒2.2对铝液或铝合金液进行加热,降低铝液或铝合金液温度的下降量;箱体的侧壁上设有除气装置熔体进口2.6、除气装置熔体出口2.5和除气装置熔体排出口2.4,除气装置熔体进口2.6与第一腔室连通,铝液或铝合金液经除气装置熔体进口2.6流入第一腔室进行除气;除气装置熔体出口2.5与第二腔室连通,第二腔室内除气净化后铝液或铝合金液经除气装置熔体出口2.5流出;除气装置熔体排出口2.4与第二腔室顶部连通,铝液或铝合金液表面形成的浮渣通过除气装置熔体排出口2.4排出;箱体的一侧设有液压升降装置2.3,液压升降装置2.3的伸缩端与上盖固定连接,用于提升上盖。液压升降装置2.3可以为液压缸。
[0059]
本实施例采用双转子除气,精炼气为99.99%纯度的高纯氮气,除气效率达60%以上,或将铝液或铝合金液中的含氢量降低至0.15ml/100g以下,四组u型硅碳棒2.2可保证箱体内的铝液或铝合金液温度下降量在5℃以下。
[0060]
本实施例利用电解原铝液高温溶体在真空包内熔化金属硅和钛剂,利用了真空包的余热和电解原铝液的温度,缩短了原有炉内烘硅、熔硅的时间,在真空包运输的过程中金属硅和钛剂已完全熔解了a356铝合金所需的金属硅和钛;根据试验结果,真空包内的溶体温度可达到750℃以上,所以真空包内的溶体倒入高位炉后不需再进行保温和熔炼,直接导入低位炉,并在倒铝过程加入镁锭熔解在铝液中,此时溶体已完成a356铝合金的配制。在低位炉内进行空吹氮气精炼扒渣,然后直接利用在线除气除渣装置代替原有精炼剂精炼扒渣工序。
[0061]
本实施例高效在于将高位炉烘硅、熔硅、冲钛的工艺流程改变为真空包熔硅、熔钛的方式,在真空包内加入硅钛后,运输至电解槽过程完成了金属硅的烘烤,抽铝后利用真空包运输至铸造高位炉过程完成了硅钛在铝液中的熔解合金化,相比原有a356铝合金铸造生产工艺,节省出高位炉的生产时间,若利用本实施例进行a356铝合金生产,相同时间内可提高一倍的生产效率,配制两炉次a356铝合金。
[0062]
本实施例节能在于完全利用了真空包内的余热和高温原铝液的热量,依靠真空包的保温性在包内进行a356合金的熔炼,节省了高位炉烘硅和入铝后升温熔硅的天然气加热能源。本实施例以在线除气过滤装置代替炉内精炼剂精炼,直接通过过滤装置除去铝液中的夹渣,在线除气装置除去铝液中的氢,无需添加精炼剂,节省了原有千分之五用量的精炼剂费用,以及扒渣所需的人工费用。通过试验,真空包熔硅熔钛的硅的实收率为95.10%,钛实收率为89.26%,均高于目前常规生产工艺的铸造实收率;同时,避免了二次加热,可有效降低熔硅过程的烧损,得到的合金液可直接进行精炼,减少扒渣过程带铝的损耗,综合降低0.5%的原铸损。
[0063]
本实施例从熔炼到铸造实现了a356铝合金短流程化生产,真空包入炉到低位炉氮气精炼直接经过在线除气除渣装置,直接完成a356铝合金的铸造生产,从约5小时生产一炉次优化为约3小时一炉次,且整个短流程减少了至少3名人工劳动力。
[0064]
本实施例,真空包内由于熔硅温度较高,使共晶硅颗粒细小,硅的圆整度大;真空包内抽入高温原铝液时铝液有一定冲刷力,熔硅的过程偏析程度较小,初生硅较少,α-al枝晶分布变得均匀且生成较小;
[0065]
本实施例,真空包内注入高温原铝液,金属硅在高温原铝液的冲击搅拌作用下,si从熔融铝中获得了足够大的动能,使硅分子热震动加剧,能摆脱周围其他分子对它的束缚,溶解并扩散到熔融铝体中,由高浓度区向低浓度区扩散,减少偏析,使铝硅合金成分更均匀。
[0066]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips