
 商标分类
商标分类  商标转让
商标转让 
一种铸造专用eps白模制备装置及其制备方法与流程
 2021-01-30 00:01:42|
2021-01-30 00:01:42| 265|
265| 起点商标网
起点商标网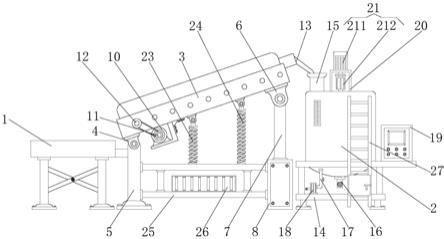
[0001]
本发明涉及铸造模具领域,尤其涉及一种铸造专用eps白模制备装置及其制备方法。
背景技术:
[0002]
消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法,目前国内超过90%消失模铸造所使用的模样以eps珠粒制作的白模为主。
[0003]
在浇铸过程中,因为白模是埋在沙箱的密闭且真空的环境中,空气缺乏流通性,因此热解速度变慢或者分解不完全导致铁水降温过快,流动性变差,可能造成铸件空腔、夹渣、起皱等缺陷,同时常规eps白模珠粒中储存的为普通空气,氧含量约为21%,不能通过提高白模珠粒内部气体的氧气浓度,使其铸造热解时,同步散发大量热量,可从而大大降低白模的分解速率,不能快速为铁水的填充空出位置;也不可以减缓该过程中铁水降温速度以及流动性降速问题,从而易造成铸件成品出现残渣,降低成品的合格率。
[0004]
因此,有必要提供一种铸造专用eps白模制备装置及其制备方法解决上述技术问题。
技术实现要素:
[0005]
本发明提供一种铸造专用eps白模制备装置及其制备方法,解决了现有的eps白模制备方法在制备过程中,不能通过将eps颗粒中的自然空气替换成高氧浓度空气,降低白模在铸造过程中的热分解速度,易产生燃烧残留物,易造成成品铸件出现空腔、夹渣、起皱等缺陷的问题。
[0006]
为解决上述技术问题,本发明提供的铸造专用eps白模制备装置及其制备方法,包括:上料架、预发机本体和运输架,所述运输架底部的左侧通过第一铰接座铰接有支撑腿,所述运输架底部的右侧通过第二铰接座铰接有升降柱,所述升降柱的底部滑动连接有箱体,所述箱体的内腔设置有升降机构,所述运输架正面的底部栓接有第一电机,所述第一电机的输出轴栓接有主动轮,所述主动轮远离第一电机的一侧通过皮带与从动轮的表面传动连接,所述从动轮的背面通过传动辊与运输架正面的左侧栓接,所述运输架的右侧栓接有下料架,所述预发机本体的底部栓接有支撑架,所述预发机本体顶部的中左侧连通有加料管,所述预发机本体底部的中心处连通有出料管,所述预发机本体底部的左侧连通有进气管,所述进气管远离预发机本体的一端连通有增压气泵,所述增压气泵的底部与支撑架的顶部栓接,所述支撑架顶部的右侧栓接有控制器,所述预发机本体顶部的中心处栓接有固定架,所述固定架和预发机本体的内腔均设置有搅拌机构。
[0007]
优选的,所述升降机构包括滑槽、液压气缸、移动座和滑块,所述箱体内腔两侧的顶部均竖向开设有滑槽,所述箱体内腔底部的中心处栓接有液压气缸,所述液压气缸的活
塞杆栓接有移动座,所述移动座顶部的中心处与升降柱的底部栓接,所述移动座的两侧均栓接有与滑槽滑动配合的滑块。
[0008]
优选的,所述搅拌机构包括第二电机、减速机、搅拌架和辅助搅拌架,所述固定架顶部的中心处栓接有第二电机,所述第二电机的输出轴贯穿固定架并栓接有减速机,所述减速机的输出轴通过联轴器栓接有搅拌架,所述搅拌架的底部从左至右依次栓接有辅助搅拌架。
[0009]
优选的,所述升降柱底部的表面套设有缓冲弹簧,所述缓冲弹簧的外侧分别与箱体和移动座的内侧栓接。
[0010]
优选的,所述运输架的底部从左至右分别通过活动座活动连接有第一限位弹簧和第二限位弹簧,所述第一限位弹簧和第二限位弹簧的底部均栓接有加强架,所述加强架内腔的底部放置有料盒。
[0011]
优选的,所述预发机本体正面的右侧竖向焊接有爬梯,所述爬梯正面的底部铰接有防护门,且防护门和爬梯相向的右侧栓接有插销。
[0012]
优选的,所述搅拌架的四周均焊接有搅拌叶片,且搅拌叶片沿预发机本体的中心处呈交错状态分布,所述辅助搅拌架的形状设置为“十”字形状。
[0013]
一种铸造专用eps白模的制备方法,其特征在于,包括如下步骤:
[0014]
a、预发:使用者在预发前将双氧水通过雾化器均匀喷洒在eps原料珠粒表面,然后通过搅拌器混合均匀待用,在预发时桶内温度提升,原料表面双氧水受热挥发释放出大量氧气,可提高预发桶内氧气浓度,在eps原料预发阶段,预发机预热到90℃
--
100℃,将混合双氧水的可发性聚苯乙烯(eps)颗粒加入预发桶内,然后通入高氧含量的水蒸气(在蒸汽中通入过氧化氢蒸汽)进行eps原料预发,eps颗粒受热膨胀,颗粒内部呈现负压状态,周围环境中的高氧含量蒸汽被吸收进入珠粒内部,使得eps珠粒内部氧气含量提升,经过3到4分钟的预发过程,获得初步预发完成的高氧含量eps珠粒;
[0015]
b、熟化:eps原料预发后需要经过8-15个小时静置熟化,将熟化料仓密封,通入氧浓度高于32%的空气,此刻刚预发好的eps颗粒内部还是负压状态,主动吸收周边高氧含量的空气,直至内外压力平衡;
[0016]
c、加热成型:熟化后的eps颗粒放入成型机加热成型,可以通入氧含量高氧含量的水蒸气进行加热成型,eps颗粒第二次受热膨胀,吸收高氧含量的水蒸气,使珠粒内部氧含量提升,从而得到高氧含量的板材;
[0017]
d、烘房干燥:再将板材置入烘房内,进行高温处理,高温处理完成后,并采用负压冷却方法进行降温,在冷却时板材内部程负压状态,真空负压保持在-0.45mpa到-0.6mpa之间,事先在排气口通入氧含量高于32%的空气,停止真空时板材内部主动吸收排气口大量高氧空气,使板材内外压力平衡,并得到成型板材;
[0018]
e、机加工成品:在板材刚成型时,内部分子结构及其不稳定,需在恒温干燥室内继续养护约12小时,在该干燥内通入氧含量不低于32的空气,干燥室内的板材仍然会主动吸收空气,从而提升板材的质量。
[0019]
与相关技术相比较,本发明提供的铸造专用eps白模制备装置及其制备方法具有如下有益效果:
[0020]
本发明提供一种铸造专用eps白模制备装置及其制备方法,
[0021]
1、本发明通过液压气缸的驱动配合,通过滑槽、移动座和滑块的配合,可对运输架的高度进行调节,从而满足不同高度预发机本体的上料作业,加快预发机本体的上料速率,通过第二电机提供驱动来源,接着通过减速机、搅拌架和辅助搅拌架的配合,可对预发机本体内部的原料进行充分搅拌,使各原料之间进行充分接触融合,增强原料的预发泡效果,通过预发、熟化、加热成型、烘房干燥以及机加工成品的流程配合,能通过提高白模珠粒内部气体的氧气浓度,使其铸造热解时,同步散发大量热量,可从而大大提高白模的分解速率,可快速为铁水的填充空出位置;同时也可以减缓该过程中铁水降温速度以及流动性降速问题,从而防止铸件成品出现空腔、夹渣、起皱等缺陷,提高成品的合格率;
[0022]
2、本发明通过缓冲弹簧,可对升降柱升降过程中进行弹性缓冲,增强升降柱升降的平稳性,通过第一限位弹簧和第二限位弹簧,在运输架下降过程中,可对运输架进行辅助缓冲限位,避免运输架下降幅度过大出现碰撞,通过料盒,便于使用者放置产品,通过爬梯,便于检修人员攀爬至预发机本体顶部进行维修和保养作业,通过防护门和插销,可对爬梯进行关闭防护,避免外来人员攀爬爬梯出现摔落意外,通过搅拌叶片沿预发机本体的中心处呈交错状态分布,可对原料进行充分搅拌,增强原料之间的融合速率,通过辅助搅拌架的形状设置为“十”字形状,进一步增强预发机本体内腔底部原料间的搅拌效果,防止原料聚集在预发机本体内腔底部,增强预发机本体内腔原料的整体搅拌效果。
附图说明
[0023]
图1为本发明提供的铸造专用eps白模制备装置及其制备方法的一种较佳实施例的结构示意图;
[0024]
图2为图1所示箱体的结构剖视图;
[0025]
图3为图1所示预发机本体的结构剖视图;
[0026]
图4为eps白模制备流程图。
[0027]
图中标号:1、上料架;2、预发机本体;3、运输架;4、第一铰接座;5、支撑腿;6、第二铰接座;7、升降柱;8、箱体;9、升降机构;91、滑槽;92、液压气缸;93、移动座;94、滑块;10、第一电机;11、主动轮;12、从动轮;13、下料架;14、支撑架;15、加料管;16、出料管;17、进气管;18、增压气泵;19、控制器;20、固定架;21、搅拌机构;211、第二电机;212、减速机;213、搅拌架;214、辅助搅拌架;22、缓冲弹簧;23、第一限位弹簧;24、第二限位弹簧;25、加强架;26、料盒;27、爬梯。
具体实施方式
[0028]
下面结合附图和实施方式对本发明作进一步说明。
[0029]
请结合参阅图1、图2、图3和图4,其中图1为本发明提供的铸造专用eps白模制备装置及其制备方法的一种较佳实施例的结构示意图;图2为图1所示箱体的结构剖视图;图3为图1所示预发机本体的结构剖视图;图4为eps白模制备流程图。铸造专用eps白模制备装置及其制备方法,包括:上料架1、预发机本体2和运输架3,所述运输架3底部的左侧通过第一铰接座4铰接有支撑腿5,所述运输架3底部的右侧通过第二铰接座6铰接有升降柱7,所述升降柱7的底部滑动连接有箱体8,所述箱体8的内腔设置有升降机构9,所述运输架3正面的底部栓接有第一电机10,所述第一电机10的输出轴栓接有主动轮11,所述主动轮11远离第一
电机10的一侧通过皮带与从动轮12的表面传动连接,所述从动轮12的背面通过传动辊与运输架3正面的左侧栓接,所述运输架3的右侧栓接有下料架13,所述预发机本体2的底部栓接有支撑架14,所述预发机本体2顶部的中左侧连通有加料管15,所述预发机本体2底部的中心处连通有出料管16,所述预发机本体2底部的左侧连通有进气管17,所述进气管17远离预发机本体2的一端连通有增压气泵18,所述增压气泵18的底部与支撑架14的顶部栓接,所述支撑架14顶部的右侧栓接有控制器19,所述预发机本体2顶部的中心处栓接有固定架20,所述固定架20和预发机本体2的内腔均设置有搅拌机构21。
[0030]
所述升降机构9包括滑槽91、液压气缸92、移动座93和滑块94,所述箱体8内腔两侧的顶部均竖向开设有滑槽91,所述箱体8内腔底部的中心处栓接有液压气缸92,所述液压气缸92的活塞杆栓接有移动座93,所述移动座93顶部的中心处与升降柱7的底部栓接,所述移动座93的两侧均栓接有与滑槽91滑动配合的滑块94,可对运输架3的高度进行调节,从而满足不同高度预发机本体2的上料作业,加快预发机本体2的上料速率。
[0031]
所述搅拌机构21包括第二电机211、减速机212、搅拌架213和辅助搅拌架214,所述固定架20顶部的中心处栓接有第二电机211,所述第二电机211的输出轴贯穿固定架20并栓接有减速机212,所述减速机212的输出轴通过联轴器栓接有搅拌架213,所述搅拌架213的底部从左至右依次栓接有辅助搅拌架214,可对预发机本体2内部的原料进行充分搅拌,使各原料之间进行充分接触融合,增强原料的预发泡效果。
[0032]
所述升降柱7底部的表面套设有缓冲弹簧22,所述缓冲弹簧22的外侧分别与箱体8和移动座93的内侧栓接,可对升降柱7升降过程中进行弹性缓冲,增强升降柱7升降的平稳性。
[0033]
所述运输架3的底部从左至右分别通过活动座活动连接有第一限位弹簧23和第二限位弹簧24,在运输架3下降过程中,可对运输架3进行辅助缓冲限位,避免运输架3下降幅度过大出现碰撞,所述第一限位弹簧23和第二限位弹簧24的底部均栓接有加强架25,所述加强架25内腔的底部放置有料盒26,便于使用者放置产品。
[0034]
所述预发机本体2正面的右侧竖向焊接有爬梯27,便于检修人员攀爬至预发机本体2顶部进行维修和保养作业,所述爬梯27正面的底部铰接有防护门,且防护门和爬梯27相向的右侧栓接有插销,可对爬梯27进行关闭防护,避免外来人员攀爬爬梯27出现摔落意外。
[0035]
所述搅拌架213的四周均焊接有搅拌叶片,且搅拌叶片沿预发机本体2的中心处呈交错状态分布,可对原料进行充分搅拌,增强原料之间的融合速率,所述辅助搅拌架214的形状设置为“十”字形状,进一步增强预发机本体2内腔底部原料间的搅拌效果,防止原料聚集在预发机本体2内腔底部,增强预发机本体2内腔原料的整体搅拌效果。
[0036]
一种铸造专用eps白模的制备方法,包括如下步骤:
[0037]
a、预发:使用者在预发前将双氧水通过雾化器均匀喷洒在eps原料珠粒表面,然后通过搅拌器混合均匀待用,在预发时桶内温度提升,原料表面双氧水受热挥发释放出大量氧气,可提高预发桶内氧气浓度,在eps原料预发阶段,预发机预热到90℃
--
100℃,将混合双氧水的可发性聚苯乙烯eps颗粒加入预发桶内,然后通入高氧含量的水蒸气在蒸汽中通入过氧化氢蒸汽进行eps原料预发,eps颗粒受热膨胀,颗粒内部呈现负压状态,周围环境中的高氧含量蒸汽被吸收进入珠粒内部,使得eps珠粒内部氧气含量提升,经过3到4分钟的预发过程,获得初步预发完成的高氧含量eps珠粒;
[0038]
b、熟化:eps原料预发后需要经过8-15个小时静置熟化,将熟化料仓密封,通入氧浓度高于32%的空气,此刻刚预发好的eps颗粒内部还是负压状态,主动吸收周边高氧含量的空气,直至内外压力平衡;
[0039]
c、加热成型:熟化后的eps颗粒放入成型机加热成型,可以通入氧含量高氧含量的水蒸气进行加热成型,eps颗粒第二次受热膨胀,吸收高氧含量的水蒸气,使珠粒内部氧含量提升,从而得到高氧含量的板材;
[0040]
d、烘房干燥:再将板材置入烘房内,进行高温处理,高温处理完成后,并采用负压冷却方法进行降温,在冷却时板材内部程负压状态,真空负压保持在-0.45mpa到-0.6mpa之间,事先在排气口通入氧含量高于32%的空气,停止真空时板材内部主动吸收排气口大量高氧空气,使板材内外压力平衡,并得到成型板材;
[0041]
e、机加工成品:在板材刚成型时,内部分子结构及其不稳定,需在恒温干燥室内继续养护约12小时,在该干燥内通入氧含量不低于32的空气,干燥室内的板材仍然会主动吸收空气,从而提升板材的质量。
[0042]
本发明提供的铸造专用eps白模制备装置及其制备方法的工作原理如下:
[0043]
使用者将eps白模原料经过上料架1缓冲处理后,将原料输送至运输架3表面,则控制器19控制第一电机10开启,第一电机10带动主动轮11进行转动,主动轮11通过皮带带动从动轮12进行转动,从而从动轮12对运输架3提供驱动来源,从而运输架3对原料经过下料架13导料至加料管15内,再注入预发机本体2内,在使用者需要对运输架3高度进行调节时,则控制器19控制液压气缸92带动移动座93向上移动,移动座93带动滑块94在滑槽91内滑动,增强移动座93的升降平稳性,接着移动座93带动升降柱7向上移动,通过第一铰接座4和支撑腿5的活动支撑配合,从而升降柱7通过第二铰接座6带动运输架3进行高度调节,满足不同高度预发机本体2的上料需求,在预发机本体2对原料进行预发作业时,则控制器19控制第二电机211开启,通过减速机212的转速调节配合,第二电机211带动搅拌架213和辅助搅拌架214进行匀速搅拌,从而可对预发机本体2内原料进行充分搅拌,且原料在搅拌过程中,控制器19控制增压气泵18通过进气管17向预发机本体2内部输入蒸汽,进一步增强原料的搅拌效果,接着原料搅拌完成后由出料管16进行出料,再通过预发、熟化、加热成型、烘房干燥以及机加工成品的流程配合,能通过提高白模珠粒内部气体的氧气浓度,使其铸造热解时,同步散发大量热量,可从而大大提高白模的分解速率,可快速为铁水的填充空出位置;同时也可以减缓该过程中铁水降温速度以及流动性降速问题,从而防止铸件成品出现空腔、夹渣、起皱等缺陷,提高成品的合格率。
[0044]
与相关技术相比较,本发明提供的铸造专用eps白模制备装置及其制备方法具有如下有益效果:
[0045]
本发明通过液压气缸92的驱动配合,通过滑槽91、移动座93和滑块94的配合,可对运输架3的高度进行调节,从而满足不同高度预发机本体2的上料作业,加快预发机本体2的上料速率,通过第二电机211提供驱动来源,接着通过减速机212、搅拌架213和辅助搅拌架214的配合,可对预发机本体2内部的原料进行充分搅拌,使各原料之间进行充分接触融合,增强原料的预发泡效果,通过预发、熟化、加热成型、烘房干燥以及机加工成品的流程配合,能通过提高白模珠粒内部气体的氧气浓度,使其铸造热解时,同步散发大量热量,可从而大大提高白模的分解速率,可快速为铁水的填充空出位置;同时也可以减缓该过程中铁水降
温速度以及流动性降速问题,从而防止铸件成品出现空腔、夹渣、起皱等缺陷,提高成品的合格率。
[0046]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 减速机

 热门咨询
热门咨询




tips