
 商标分类
商标分类  商标转让
商标转让 
薄板坯铸造中的铸模内流动控制装置及铸模内流动控制方法与流程
 2021-01-30 00:01:06|
2021-01-30 00:01:06| 295|
295| 起点商标网
起点商标网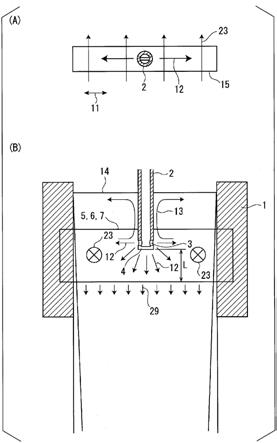
[0001]
本发明涉及钢的薄板坯铸造的铸模内流动控制装置及铸模内流动控制方法。
[0002]
本申请基于2018年6月7日提出的日本专利申请第2018-109150号、以及2018年11月9日提出的日本专利申请第2018-211091号主张优先权,这里引用其内容。
背景技术:
[0003]
已知有铸造板坯厚为40~150mm的薄板坯(薄铸坯)的薄板坯铸造方法。铸造后的薄板坯在被加热后,被用4级至7级左右的小规模的轧机轧制。采用作为用于薄板坯铸造的连续铸造铸模而使用漏斗状铸模(漏斗型铸模)的方法和使用矩形的平行铸模的方法。漏斗状铸模是被形成为如下的漏斗状的形状的铸模:关于铸模下端部的开口部(被填充钢水和凝固壳的部分),为矩形;关于铸模弯液面部的开口部,短边部的开口宽度设为与铸模下端部的短边宽度相同,并且将供浸渍喷嘴插入的部分的开口宽度扩大、在比浸渍喷嘴的下端靠下方而开口部表面形状逐渐变窄。在薄板坯的连续铸造中,需要通过高速铸造来确保生产性,在工业上能够进行5~6m/分钟、最高10m/分钟的高速铸造(参照非专利文献1)。
[0004]
在薄板坯铸造中,如上述那样铸造厚度通常较薄为150mm以下,另一方面铸造宽度是1.5m左右,纵横比高。并且,由于铸造速度为5m/分钟是高速铸造,所以生产量(throughput)也较高。除此以外,为了使向铸模的钢水注液变得容易,使用漏斗状铸模的情况较多,铸模内流动更复杂化。因此,通常通过使喷嘴形状扁平化、此外使喷嘴喷出孔多孔化、将喷出流分割从而降低喷嘴喷出流速(参照专利文献1)。进而,为了将多个喷嘴喷出流分别制动,还提出了将多个电磁铁配置在铸模长边上而将流动制动的方法(参照专利文献2、3)。
[0005]
在并非薄板坯铸造的通常的连续铸造中使用的浸渍喷嘴是有底圆筒状的形状,在浸渍部的两侧面上分别具有喷出孔。另一方面,已知有在浸渍喷嘴的底部具有朝向下方向外部开口的缝隙的喷嘴(参照专利文献4、5)。缝隙是连结筒底部及左右的喷出孔的底部而开口。经由浸渍喷嘴向铸模内流出的熔液除了从左右的喷出孔以外还从该缝隙流出,所以能够使从喷出孔流出的熔液流速相对地减小。但是,在不是薄板坯铸造的通常的连续铸造中,以防止浸渍喷嘴的堵塞等为目的而将ar气体向穿过浸渍喷嘴的熔液中吹入的结果是,与喷嘴喷出流一起从缝隙朝下吹出的气泡向上方浮起,因而导致在喷嘴周围沸腾,不能良好地利用。
[0006]
此外,在不是薄板坯铸造的通常的板坯连续铸造中,使用铸模内电磁搅拌,在水平截面内形成回转流。另一方面,在薄板坯铸造中,不使用这样的铸模内电磁搅拌。考虑这是因为:由于铸模厚度较薄,所以可以想到回转流的形成较困难;并且为了高速铸造已经在凝固壳前表面赋予了充分的流动,如果再在液面附近赋予回转流,则铸模内流动复杂化,因而被认为并不合适等。
[0007]
现有技术文献
[0008]
专利文献
[0009]
专利文献1:美国专利6152336号公报
[0010]
专利文献2:日本特开2001-47196号公报
[0011]
专利文献3:美国专利9352386号公报
[0012]
专利文献4:日本特开2001-205396号公报
[0013]
专利文献5:日本特开2007-105769号公报
[0014]
非专利文献
[0015]
非专利文献1:第5版钢铁概览第1卷制铁/制钢第454~456页
[0016]
非专利文献2:冈野忍等著“铁和钢”61(1975),2982页
技术实现要素:
[0017]
发明要解决的课题
[0018]
如上述那样,提出了在薄板坯铸造中通过使喷嘴喷出孔多孔化、将喷出流分割从而来降低喷嘴喷出流速、并且将多个电磁铁配置在铸模长边上而将流动制动的方法。但是,在将喷嘴喷出流分割时,由于是乱流,所以难以形成一定的流动模式。进而,如果设置多个电磁铁而形成磁场,则电磁铁的端部磁场下降,磁场分布变得不均匀。由于流体容易地穿过磁场较弱的部位,所以结果是难以稳定地降低流动分布。因此,在薄板坯铸造中,依然难以说能够解决如何形成喷嘴喷出流。
[0019]
所以,本发明的目的是提供一种铸模内流动控制装置及铸模内流动控制方法,在钢的薄板坯铸造中通过稳定地控制铸模内流动、并且有效地进行向铸模内的弯液面的热供给,从而能够进行表面及内部品质都良好的铸坯的铸造。
[0020]
用来解决课题的手段
[0021]
作为本发明的主旨之处,如以下所述。
[0022]
(1)本发明的第一方式,一种钢的薄板坯铸造中的铸模内流动控制装置,用于制造弯液面部的短边厚度为150mm以下、铸造宽度为2m以下的钢的薄板坯铸造,其特征在于,具备:直流磁场发生单元,具有在铸模宽度方向的总宽度中赋予朝向铸模厚度方向的直流磁场的芯;以及浸渍喷嘴,具有形成于上述铸模宽度方向的两侧面的喷出孔、以及与这些喷出孔的底部相连并以在外部开口的方式形成在底部的缝隙;上述喷出孔及上述缝隙存在于作为上述直流磁场发生单元的上述芯所存在的高度区域的直流磁场带;上述直流磁场带的磁通密度b(t)和从上述浸渍喷嘴的下端到上述芯的下端为止的距离l(m)满足下述(1)式及(2)式。
[0023]
0.35t≤b≤1.0t
…
(1)式
[0024]
l≥0.06m
…
(2)式
[0025]
(2)在上述(1)所记载的铸模内流动控制装置中,也可以是,相当于与在上述浸渍喷嘴的侧面开口的部分的合计截面积相同截面积的圆的直径即上述喷出孔的喷出孔径d(mm)、上述缝隙的缝隙厚度δ(mm)以及上述浸渍喷嘴的内径d(mm)满足下述(3)式及(4)式。
[0026]
d/8≤δ≤d/3
…
(3)式
[0027]
δ≤d≤2/3
×
d
…
(4)式
[0028]
(3)在上述(1)或(2)所记载的铸模内流动控制装置中,也可以是,上述喷出孔被形成为,使喷出流相对于上述浸渍喷嘴的轴方向为垂直方向。
[0029]
(4)上述(1)~(3)的任一项所记载的铸模内流动控制装置,也可以是还具有能够在铸模内的钢水表面赋予回转流的电磁搅拌单元。
[0030]
(5)在上述(4)所记载的铸模内流动控制装置中,也可以是,调整构成上述铸模的长边壁的铜板的厚度d
cu
(mm)、铸坯的厚度t(mm)、上述电磁搅拌单元的频率f(hz)、上述铜板的电导率σ
cu
(s/m),以满足下述(7a)式、(7b)式。
[0031][0032][0033]
其中,ω=2πf:角速度(rad/sec),μ=4π
×
10
-7
:真空的透磁率(n/a2),σ:钢水的电导率(s/m)。
[0034]
(6)本发明的第二方式,是使用上述(1)~(3)的任一项所记载的铸模内流动控制装置的薄板坯铸造中的铸模内流动控制方法,其特征在于,相对于浸渍喷嘴内平均流速v(m/s),施加的直流磁场的磁通密度b(t)及从上述浸渍喷嘴的下端到上述芯的下端为止的距离l(m)满足下述(5)式及(6)式。
[0035]
l≥l
c
=(ρv)/(2σb2)
…
(5)式
[0036]
0.1
×
b√((σdv)/ρ)≥0.1(m/s)
…
(6)式
[0037]
其中,d:浸渍喷嘴内径(m),ρ:熔融金属的密度(kg/m3),σ:熔融金属的电导率(s/m)。
[0038]
(7)本发明的第三方式,是使用上述(4)或(5)所记载的铸模内流动控制装置的薄板坯铸造中的铸模内流动控制方法,其特征在于,相对于浸渍喷嘴内平均流速v(m/s),施加的直流磁场的磁通密度b(t)及从上述浸渍喷嘴的下端到上述芯的下端为止的距离l(m)满足下述(5)式,(6)式。
[0039]
l≥l
c
=(ρv)/(2σb2)
…
(5)式
[0040]
0.1
×
b√((σdv)/ρ)≥0.1(m/s)
…
(6)式
[0041]
其中,d:浸渍喷嘴内径(m),ρ:熔融金属的密度(kg/m3),σ:熔融金属的电导率(s/m)。
[0042]
(8)在上述(7)所记载的铸模内流动控制方法中,也可以是,调整铸模长边的铜板厚度d
cu
(mm)、铸坯厚度t(mm)、上述电磁搅拌单元的频率f(hz)、铜板电导率σ
cu
(s/m),以满足下述(7a)式、(7b)式。
[0043][0044][0045]
其中,ω=2πf:角速度(rad/sec),μ=4π
×
10
-7
:真空的透磁率(n/a2),σ:钢水的电导率(s/m)。
[0046]
(9)在上述(8)所记载的铸模内流动控制方法中,也可以是铸模内钢水表面的钢水搅拌流速v
r
满足下述(8)式。
[0047][0048]
其中,钢水搅拌流速v
r
基于铸坯截面的枝晶倾角(dendrite angle)决定。
[0049]
发明效果
[0050]
根据本发明,在薄板坯铸造中,通过将浸渍喷嘴喷出流设为制动效率最高的喷嘴喷出流,能够进行喷嘴喷出流的制动,能够实现喷嘴喷出流的均匀分散化和向弯液面的热供给。结果是,能够实现表面、内部品质都良好的铸坯的铸造。即,能够在高生产量的条件下稳定地控制铸模内流动,能够使薄板坯铸造工艺的生产性飞跃性地改善。同时,能够进行高品质铸坯的制造。
附图说明
[0051]
图1是表示具有本发明的一实施方式的铸模内流动控制装置的薄板坯连续铸造设备的图,(a)是平面示意图,(b)是正面示意图。
[0052]
图2是表示浸渍喷嘴的一例的图,(a)是a-a向视正面剖视图,(b)是b-b向视侧面剖视图,(c)是c-c向视平面剖视图。
[0053]
图3是表示在磁场中流动的导电性流体中的感应电流的生成状况的图,(a1)(a2)表示导体内的流动,(b1)(b2)表示绝缘体内的流动的情况,(a1)(b1)是正面剖视图,(a2)(b2)是平面剖视图。
[0054]
图4是表示在磁场中在浸渍喷嘴喷出流中生成的感应电流的状况的图,(a)是在侧面具有喷出孔的情况,(b)是在底部具有喷出孔的情况,(c)是具有侧面的喷出孔和底部的缝隙的双方的情况。
[0055]
图5是在使用导电性熔融金属的铸造试验中、表示浸渍喷嘴的缝隙的有无、直流磁场的有无与短边流量比的关系的图。
[0056]
图6是表示直流磁场的磁通密度、喷嘴内流速及必要芯距离的关系的图。
[0057]
图7是表示来自具有缝隙的浸渍喷嘴的喷出流与对向流的关系的截面示意图。
[0058]
图8是在使用导电性熔融金属的铸造试验中、表示直流磁场的磁通密度、喷嘴内流速、有无ar气体吹入及对向流速的关系的图。
[0059]
图9是表示缝隙厚度比(δ/d)与喷嘴流速比(vb/v)的关系的图。
[0060]
图10是表示喷出孔径比(d/d)与喷嘴流速比(va/v)的关系的图。
[0061]
图11是用来对铸模内电磁搅拌进行说明的图,(a)是不进行铸模内电磁搅拌的情况下的铸模内钢水表面,(b)是进行铸模内电磁搅拌的情况下的铸模内钢水表面,(c)是(b)的正面剖视图。
[0062]
图12是表示电磁搅拌频率对铸模表皮深度和钢水电磁力表皮深度带来的影响的图。
[0063]
图13是以电磁搅拌条件为横轴而表示给铸模内搅拌流速带来的影响的图,(a)的纵轴是铸坯的枝晶倾角,(b)的纵轴是根据枝晶倾角平均值求出的搅拌流速。
具体实施方式
[0064]
首先,对在铸模下端附近的未凝固钢水池中、形成朝向下方的钢水流速大致均匀即用来形成塞状流(plug flow)的适合于电磁制动的喷嘴喷出流这一点进行说明。
[0065]
本发明者们对于形成二次冷却带的喷雾那样的平板状的喷射且能够跨铸模内总宽度而形成运动量的喷嘴喷出流进行了研究。
[0066]
如上述那样,在不是薄板坯铸造的通常的连续铸造中,以防止浸渍喷嘴的堵塞等
为目的,进行向穿过浸渍喷嘴的熔液中吹入ar气体的处理。结果,除了设置在浸渍喷嘴的侧面的喷出孔以外还在底部设置缝隙,并朝向下形成了喷嘴喷出流的情况下,由于被与喷嘴喷出流一起朝下吹出的气泡向上方浮起,所以在喷嘴周围沸腾,不能良好地利用。相对于此,在弯液面部的短边厚度为150mm以下的薄板坯铸造中,不进行向穿过浸渍喷嘴的熔液的ar气体吹入。因此,不需要考虑ar气泡通过喷嘴喷出流而分散,能够利用朝向下的喷嘴喷出流。本发明的发明者们首先着眼于这一点,在薄板坯铸造中,如图2所示,在浸渍喷嘴2的底部设置缝隙4。即,浸渍喷嘴2的喷出孔3是做成在通常一般性被使用的侧面(铸模宽度方向11两侧面)分别设置喷出孔3的两孔,并且设置将浸渍喷嘴2的底部与两个喷出孔3的底部连接并在外部开口的缝隙4,以将该两孔的喷出孔3(以下也称作“两孔部”)连接。由此,能够形成二次冷却带的喷雾那样的平板状的喷射并且能够跨铸模内总宽度而形成运动量的喷嘴喷出流。
[0067]
对于在一方向流动的钢水如图3所示那样使直流磁场23与钢水流24的流动方向成直角而作用的情况下,在流动钢水中发生感应电动势25。在图面中,在
○
中带有
×
的标号表示直流磁场23的磁力线的方向与纸面垂直地从纸面的表侧朝向背侧。通过感应电动势25,在流动钢水中要流过感应电流26。此时,如果如图3的(a2)那样在钢水的周围存在导电体21,则由于返回路径28被形成在导电体21内,所以实际流过感应电流26,能得到由电磁制动带来的制动力27。但是,如图3的(b2)所示,在钢水在耐火物22那样的绝缘体的流路内流动的情况下,即使在流动钢水中发生感应电动势25,由于不存在感应电流的返回路径流动的路线,所以也不能流过感应电流,导致制动力抵消了。即,由于通常浸渍喷嘴由非导电性的耐火物制成,所以即使使直流磁场作用于浸渍喷嘴内流动,也不能获得电磁制动。显然,为了提高电磁制动效率而需要考虑感应电流路径形成。
[0068]
所以,作为下个的着眼点,本发明的发明者们对于使电磁制动作用于浸渍喷嘴内的钢水流动的手段进行了研究。考虑对于下述的结构a、b、c的浸渍喷嘴使直流磁场作用于喷嘴喷出孔部的情况。
[0069]
结构a:图4的(a)所示的在两侧面设置有喷嘴喷出孔3的浸渍喷嘴202
[0070]
结构b:图4的(b)所示的在喷嘴底面设置有多个喷嘴喷出孔3的浸渍喷嘴302
[0071]
结构c:图4的(c)所示的包括喷嘴喷出孔3和喷嘴底部的缝隙4的浸渍喷嘴2
[0072]
在使用浸渍喷嘴202的结构a的情况下,即使使直流磁场23作用于喷出孔内部的流动钢水,在喷嘴喷出孔部也不能形成电流路径,而是在喷嘴外部形成电流路径。
[0073]
在使用浸渍喷嘴302的结构b的情况下,与结构a同样,在喷嘴喷出孔部未形成电流路径,此外,在相邻的喷嘴喷出孔间也未形成电流路径。因此,成为在喷嘴外形成电流路径。
[0074]
另一方面,在使用浸渍喷嘴2的结构c的情况下,能够以包括喷嘴喷出孔3和缝隙4的整体而形成喷嘴喷出流12。根据这样的结构,由于能够不受喷嘴的制约而形成电流路径,所以当使直流磁场23作用于浸渍喷嘴2内的喷出流时能够感应出感应电流26,能够使制动力作用。
[0075]
本发明的发明者们想到,使用这样的浸渍喷嘴2,并且设置能够跨铸模的总宽度而将均匀的直流磁场施加在厚度方向的直流磁场发生单元5。由此,作为直流磁场发生单元5的电磁铁的铁芯的芯6所存在的高度区域成为直流磁场带7。浸渍喷嘴2为了从两个喷出孔3和底部的缝隙4形成喷嘴喷出流,将浸渍喷嘴2的喷出孔3和缝隙4的部分配置到直流磁场发
生单元5的直流磁场带7内。作为使用具有这样的喷出部的形状的浸渍喷嘴2的结果,能够在直流磁场带内形成平板状的喷射。因而,不仅是喷射域,还跨包括喷嘴喷出孔间在内的整体而流过感应电流,所以能够效率很好地进行制动。另外,浸渍喷嘴2其与轴向垂直的截面也可以是椭圆形或矩形。
[0076]
此外,本发明的发明者们关于铸模内流动控制方法发现,除了如上述那样形成平板状的喷射并且能够跨铸模内总宽度而形成运动量的喷嘴喷出流以外,为了实现喷嘴喷出流的制动,使作为从浸渍喷嘴2的下端到芯6的下端的距离的喷嘴下芯距离l满足以下的关系式是有效的。
[0077]
l≥l
c
=(ρv)/(2σb2)
…
(5)式
[0078]
其中,ρ:熔融金属的密度(kg/m3),σ:熔融金属的电导率(s/m)。
[0079]
如后述那样,在具有两孔的喷出孔3和缝隙4的浸渍喷嘴2中,喷出流的流速成为与浸渍喷嘴内平均流速v(浸渍喷嘴的铅直方向直管部内的平均流速)大致相等的流速。流速v的流体所具有的运动能量e可以表示为
[0080]
e=(ρv2)/2
…
(5a)式。此外,对于以流速v在磁通密度b的磁场内横穿的导电性流体作用的制动力f为
[0081]
f=σvb2…
(5b)式。如果设通过制动力f将流体的流速从流速v制动为流速零所需要的制动距离为必要芯距离l
c
,则预想为
[0082]
l
c
=e/f=(ρv)/(2σb2)
…
(5c)式。所以,使用模拟薄板坯铸造的铸模内钢水池和浸渍喷嘴的模型实验的装置,使用sn-10%pb合金的液体作为导电性流体,进行向喷嘴喷出流周围施加直流磁场的实验。具体而言,使用图4的(c)所示那样的、施以了两孔的喷出孔3和缝隙4的浸渍喷嘴2,和图4的(a)所示那样的、不具有缝隙的通常的两孔的喷出孔的浸渍喷嘴202,并且在磁通密度b=0.35t、从浸渍喷嘴下端到芯下端的距离l=0.06m的条件下,调查从芯下端到0.2m下方位置处的短边附近下降流速。短边附近下降流速使用超声波多普勒流速计进行了测量。另外,测量针对各条件在1分钟间进行,将其时间平均值作为测量值。流速计在厚度中央设置在距短边的内壁20mm的位置。将液体的温度设为220℃,液体的电导率σ=2100000s/m,液体的密度ρ=7000kg/m3。在上述(5c)式中计算的l
c
=0.018m,l≥l
c
。在图5中显示了对于两种浸渍喷嘴调查有无磁通的影响的结果。另外,图5的纵轴的“短边流速比”表示将测量出的短边附近下降流速除以平均流速(将平均流量除以池截面积所得到的值)所得到的值,如果短边流速比是1,则表示在芯下端附近下降流速在铸模宽度方向上变得均匀。显然,通过使用图4的(c)所示那样的浸渍喷嘴2,除了在未施加磁场的条件下也能够降低短边下降流速以外,在施加了磁场以满足上述(5)式的条件下流速比大致为1,即形成了图1的塞状流29。遵循上述结果,关于钢水的情况下的磁通密度b、喷嘴内平均流速v与必要芯距离l
c
的关系,表示在图6中。
[0083]
接着,对向铸模内的弯液面的热供给手段进行说明。
[0084]
对于铸模内的钢水池中赋予直流磁场,当来自浸渍喷嘴的喷出流在该直流磁场中流动时,在流动钢水中产生感应电动势,在流动钢水中流过感应电流。由于感应电流需要为闭环,所以在流动钢水的外侧的静止钢水中流动,形成闭环的电流。通过在静止钢水中流动的感应电流与直流磁场的作用,在静止钢水中向与喷出流相反方向作用力,在上述的喷射的端部,用来将喷射制动的感应电流在其周围向相反方向加速,发生与喷出流相反朝向的
流动。该流动通常称作对向流。该对向流沿着喷嘴喷出流而形成,如果到达喷嘴侧面,则沿着喷嘴侧面向上方流动。
[0085]
所以,本发明的发明者们想到了利用对向流起因的上升流作为向弯液面的热供给手段的技术思想。
[0086]
首先,进行低熔点合金实验,进行对向流的观察。在上述的低熔点合金实验的条件下,详细地观察喷嘴周围的液面附近的状况根据施加的磁场、喷嘴内流速、向浸渍喷嘴内有无吹入ar气体而发生怎样变化。结果是,在将施加的磁通密度提高的某个条件下,在喷嘴周围的侧面(两孔喷嘴正上方)观察到上升流(对向流)。此外,在进行ar气体吹入(液体金属的10%的体积流量)的条件下,对向流变得显著。特别是因为,被与朝下喷射一起吹入的ar气泡原样在喷嘴周围浮起、及ar气泡与对向流一起浮起。在薄板坯铸造中,由于不将ar气体向喷嘴内吹入,所以只要仅考虑液体金属的流动和由磁场的相互作用带来的流动就可以。另外,形成在喷嘴周围的对向流上升到弯液面,然后从喷嘴朝向短边流动。
[0087]
所以,接着在实际的钢水的薄板坯连续铸造中,将从喷嘴朝向短边的流动作为对向流,测量其流速。在测量中,使用以下的钢水流速计。流速计是将钼金属陶瓷棒浸渍到钢水中,通过粘贴在其端部的应变计来测量作用于浸渍部的惯性力,换算为流速。另外,测量针对各条件进行1分钟,将其时间平均值作为测量值。流速测量处是在距喷嘴侧面50mm的位置,将上述流速计浸渍到距弯液面为50mm深度而进行测量。铸模尺寸是铸造宽度为1.2m,铸造厚度(弯液面部的短边厚度)为0.15m。浸渍喷嘴内平均流速v为1.0或1.6m/s。使磁场的磁通密度b在0.1~0.5t的范围中变化,调查了有无ar气体吹入的条件与对向流的流速u的关系。作为浸渍喷嘴2,使用了喷嘴内径(浸渍喷嘴2的铅直方向直管部的内径)d、具有两孔的喷出孔3(孔径d)和缝隙4(缝隙厚度δ),且d/d=0.5,δ/d=0.2的浸渍喷嘴。将浸渍喷嘴2的喷出流12与对向流13的关系示意图表示在图7中。将测量结果表示在图8中。可知:对向流13的流速u与喷嘴内平均流速v的平方根成比例、与磁通密度b成比例地变化,进而在进行了ar气体吹入的条件下对向流速变得更显著。使喷嘴内径d变化而进行实验的结果,判明了对向流的流速u与喷嘴内径d的平方根成比例。另外,在浸渍喷嘴2的直管部的内周不是正圆的情况下(例如椭圆形或矩形),以相当于相同截面积的圆的直径作为浸渍喷嘴内径d。
[0088]
根据这些结果可知,使用磁通密度b、喷嘴内平均流速v、喷嘴内径d、液体金属的密度ρ、电导率σ,对向流的流速u由以下的(6a)式的ab√((σdv)/ρ)决定。这里,a是参数,如果在不进行ar吹入的条件下设为0.1,在进行ar吹入的条件下设为0.5,则与实验结果很好地对应。此外可知,通过将对向流的流速u设为0.1m/s以上,能够利用起因于对向流的上升流作为向弯液面的热供给手段。
[0089]
u=ab√((σdv)/ρ)≥0.1(m/s)
…
(6a)式
[0090]
无ar气体吹入:a=0.1,有ar气体吹入:a=0.5
[0091]
其中,d:浸渍喷嘴内径(m),ρ:熔融金属的密度(kg/m3),σ:熔融金属的电导率(s/m)。
[0092]
由于在薄板坯铸造中不进行ar吹入,所以通过施加满足向(6a)式代入了a=0.1的以下的(6)式的磁通密度b,能够在喷嘴周围形成上升流。由此,通过除了向弯液面的热供给以外还在喷嘴喷出流上方形成上升流,可期待夹杂物的浮起促进。为了形成对向流而需要强磁场施加,但在薄板坯铸造中,由于铸造厚度较薄,所以当向构成长边铸模的铜板的背面
设置电磁铁时,其磁极间距离变短,所以是优选的。另外,施加的磁场的磁通密度的最大值设为1t。
[0093]
0.1
×
b√((σdv)/ρ)≥0.1(m/s)
…
(6)式
[0094]
其中,d:浸渍喷嘴内径(m),ρ:熔融金属的密度(kg/m3),σ:熔融金属的电导率(s/m)。
[0095]
这样,通过对喷嘴喷出流的形状进行控制,并且将上述的喷嘴喷出孔配置到均匀磁场中、向铸模内供给钢水,在喷嘴喷出流的制动的同时仅在喷嘴侧面处形成仅形成在喷射端部的对向流,由此能够作为向弯液面的热供给手段及夹杂物浮上促进手段利用。结果是,通过使浸渍喷嘴喷出流成为制动效率最高的喷嘴喷出流,能够进行喷嘴喷出流的制动,能够实现由喷嘴喷出流的均匀分散化带来的铸模内下降流速的均匀化、利用对向流的向弯液面的热供给、夹杂物的浮起促进。因而,能够进行表面、内部品质都良好的铸坯的铸造。
[0096]
此外,本发明的发明者们发现,在来自喷嘴喷出孔的喷出流被形成为相对于浸渍喷嘴的轴方向成为大致垂直方向(85
°
~95
°
)的情况下,能够更适当地产生对向流,作为向弯液面的热供给手段及夹杂物浮上促进手段是优选的。
[0097]
以下,对基于上述的认识做出的有关本发明的一实施方式的钢的薄板坯铸造中的铸模内流动控制装置(以下,有称作有关本实施方式的铸模内流动控制装置的情况)进行说明。
[0098]
有关本实施方式的铸模内流动控制装置被用于弯液面部的短边厚度是150mm以下、铸造宽度是2m以下的薄板坯铸造。弯液面部的短边厚度的下限没有被特别限定,但也可以超过100mm。
[0099]
有关本实施方式的铸模内流动控制装置具有直流磁场发生单元5和浸渍喷嘴2。
[0100]
直流磁场发生单元5具有在铸模1的宽度方向总宽度上施加朝向铸模1的厚度方向的直流磁场的芯6。
[0101]
浸渍喷嘴2具有形成在铸模1的宽度方向的两侧面的喷出孔3、和以与这些喷出孔3的底部相连并在外部开口的方式形成在底部的缝隙4。
[0102]
浸渍喷嘴2的喷出孔3及缝隙4被配置为,存在于直流磁场发生单元5的芯6所存在的高度区域内即直流磁场带。
[0103]
在本实施方式中,在薄板坯铸造中,铸造速度是3~5m/分钟。由于浸渍喷嘴内径d是100mm左右,所以在此情况下,喷嘴内平均流速v是1.0m/s~2.0m/s,通常是1.5m/s左右。由于钢水的电导率σ=650000s/m,钢水的密度ρ=7200kg/m3,所以为了满足上述(6)式,施加的直流磁场的磁通密度b(t)只要为0.35t以上就可以。另一方面,磁通密度b的上限为1.0t左右。即,只要满足下述(1)式就可以。此外,在磁通密度处于下述(1)式的范围内的条件下,只要从浸渍喷嘴下端到芯下端的距离l(m)是0.06m以上,就能够满足上述(5)式。即,只要满足下述(2)式就可以。因此,将钢水铸造为薄板坯的情况下的有关本发明的铸模内流动控制装置满足以下的关系式。
[0104]
0.35t≤b≤1.0t
…
(1)式
[0105]
l≥0.06m
…
(2)式
[0106]
接着,对优选的浸渍喷嘴的形状进行说明。
[0107]
这里,为了调查缝隙4的厚度δ、浸渍喷嘴2内径d、两孔部(喷出孔3)的喷出孔径d与
来自喷出孔3及缝隙4的喷出流12的流速的优选的关系,进行水模型实验而进行了研究。侧面的喷出孔3的形状是圆形+缝隙,求圆形部与缝隙部合计的面积,将相当于相同截面积的圆的直径作为喷出孔径d。此外,在矩形的喷出孔的情况下也只要同样地处理就可以。在实验中,观察喷嘴喷出孔3、缝隙4周围的流动状况,并且进行各个喷出孔、缝隙前表面的流速测量。测量两孔部(喷出孔3)前表面的流速va和喷嘴下端的缝隙4前表面的流速vb。将浸渍喷嘴2的喷嘴内径部分的水的平均流速设为v。结果,通过缝隙厚度δ及两孔部的喷出孔径d与喷嘴内径d的关系满足以下的关系式,能够稳定地形成平板状的喷射且跨铸模内总宽度而赋予运动量的喷嘴喷出流。
[0108]
d/8≤δ≤d/3
…
(3)式
[0109]
δ≤d≤2/3
×
d
…
(4)式
[0110]
具体而言,首先,如果缝隙厚度δ不到喷嘴内径d的1/8,则来自缝隙部整体的喷出流没有被充分地形成。另一方面,如果缝隙厚度δ超过喷嘴内径d的1/3,则相反来自缝隙部的流动成为主要的,根据两孔部的孔径d而反而发生吸入,喷嘴喷出流稍稍成为不稳定。接着,关于两孔部的喷出孔径,平板状的喷射的两端部的流速优选的是比缝隙部快,所以需要使优选的下限值比缝隙厚度的下限值大。这是源自向短边部的运动量、热供给的目的。另一方面,关于优选的上限值,可知如果超过喷嘴内径d的2/3,则在设有缝隙的条件下发生吸入流,喷嘴喷出流不稳定化。所以,因而通过满足上述关系式,能够形成平板状的喷射且跨铸模内总宽度而赋予运动量的优选的喷嘴喷出流。
[0111]
以d/d=0.4设为一定并使缝隙厚度比δ/d变化,将vb/v的关系标绘在图9中。此外,以δ/d=0.25设为一定并使喷出孔径比d/d变化,将va/v的关系标绘在图10中。如果vb/v、va/v都处于0.8~1.3的范围内,则能够稳定地实现均匀的流动。根据图9、图10可知,通过满足上述(3)式、(4)式,能够使vb/v、va/v都为0.8~1.3的范围内。
[0112]
如上述那样,在有关本实施方式的铸模内流动控制装置中,利用起因于对向流的上升流作为向弯液面的热供给手段。当将高速的喷嘴喷出流用强磁场制动时,沿着浸渍喷嘴侧面形成对向流。该流动沿着喷嘴侧壁上升,在铸模内的钢水表面中,如图11的(a)所示,对向流13成为从浸渍喷嘴2朝向短边的流,在弯液面中以放射状扩大。如上述那样,在实际的钢水的薄板坯连续铸造中,将从喷嘴朝向短边的流作为对向流,测量其流速。
[0113]
另一方面,在铸模内表面的宽度中央,由于沿着浸渍喷嘴左右侧面上升的流动冲击,所以同样如图11的(a)所示,形成停滞点30。停滞点30由于是作为钢水温度下降及夹杂物捕捉的起点,所以不佳。
[0114]
如果能够在铸模内钢水表面形成钢水的回转流,则有可能能够将停滞点30消除。但是,如上述那样,在薄板坯铸造中,不使用在通常的板坯连续铸造中使用的铸模内电磁搅拌。所以,对再在弯液面部形成回转流的方法进行了研究。
[0115]
本发明的发明者们对于在150mm以下的铸坯厚度的薄板坯铸造中用来在铸模内钢水表面部形成搅拌流16的条件进行了研究。
[0116]
为此,首先,使由电磁搅拌单元8形成的交流磁场的表皮深度比构成铸模长边壁17的铜板的厚度d
cu
大是重要的。该条件由下述(7a)式规定。即,导体中的电磁场的表皮深度比铜板厚度d
cu
大是重要的。
[0117]
d
cu
<√(2/(σ
cu
ωμ))
…
(7a)式
[0118]
以往,在铸坯厚度t为150mm以下的薄板坯铸造中,即使在铸模内赋予电磁搅拌推力以形成回转流,也不能在铸模内钢水中形成回转流。对此,本发明的发明者们首先发现,以使在对置的两片长边壁17各自的背面上设置的电磁搅拌单元在铸模内形成的电磁场相互不干涉的方式,设为电磁搅拌单元在钢水中形成的电磁力的表皮深度比铸坯厚度t小那样的频率,从而在液面水平形成回转流。该条件由(7b)式规定。该式表示电磁力的表皮深度与铸坯厚度t的关系,电磁力的表皮深度由导体中的电磁场的表皮深度的1/2规定。这是因为,电磁力为电流密度
×
磁通密度,但由于电流密度、磁场向导体内部的侵入由√(2/(σωμ))记述,所以其积的电磁力的表皮深度成为1/2
×
√(2/(σωμ)),用√(1/(2σωμ))记述。
[0119]
√(1/(2σωμ))<t
…
(7b)式
[0120]
在上述(7a)式、(7b)式中,ω=2πf:角速度(rad/sec),μ:真空的透磁率(n/a2),d
cu
:铸模铜板厚度(mm),t:铸坯厚度(mm),f:频率(hz),σ:钢水的电导率(s/m),σ
cu
:铜板电导率(s/m)。
[0121]
通过以由(7b)式规定那样的较高的频率进行电磁搅拌,能够首次在铸坯厚度为150mm以下的薄板坯铸造中在铸模内形成充分的流速的回转流。在以往的铸模内电磁搅拌中,为了降低铸模铜板处的能量损失,通常使用较低的频率。另外,钢水的电导率和铜板的电导率只要使用市面销售的电导率仪(电导率计)测量就可以。
[0122]
在图12中表示电磁搅拌频率对铸模表皮深度和钢水电磁力表皮深度带来的影响的一例。当构成铸模1的长边壁的铜板的厚度d
cu
为25mm时,只要使电磁搅拌频率f比20hz小,就能够满足(7a)式。当铸模内铸坯厚度t为150mm时,只要使电磁搅拌频率f比5hz大,就能够满足(7b)式。
[0123]
这样,通过在薄板坯铸造中将电磁搅拌单元设置在铸模内,进而使向电磁搅拌单元施加的交流电流的频率适当化,从而在铸坯厚度为150mm以下的薄板坯铸造中也在液面水平附近形成回转流。由此,能够将停滞点30的发生消除,防止成为钢水温度下降及夹杂物捕捉的起点。
[0124]
如上述那样,本发明的发明者们弄清楚了用来在150mm以下的铸坯厚度的薄板坯铸造中在弯液面部形成搅拌流的条件。并且,制作铸模铜板材质、厚度不同的几个铸模,并且在向电磁搅拌单元施加的交流电流的频率不同的条件下进行铸造。除此以外,对于铸造的铸坯的宽度中央部,从宽度方向中央部调查凝固组织,测量从铸坯表面朝向内部成长的枝晶的倾斜角、即相对于长边表面的垂线的角度,并且使用非专利文献2所记载的冈野的式子求出搅拌流速v
r
。进而,对与对向流13的流速u的关系进行了调查。对向流13的流速u可以用上述(6a)式求出。
[0125]
使电磁搅拌的线圈电流变化,将条件从no.1到no.8进行各种设定、测量电磁搅拌线圈的厚度方向中心(弯液面下75mm位置)处的壳厚3mm下的枝晶倾角,将测量结果表示在图13的(a)中。可知:如果是条件no.2、3、4,则枝晶倾角夹着0
°
而正负变动,相对于此,如果是条件no.1、5、6、7、8,则虽然有偏差但向至少一个方向倾斜。将根据枝晶倾角的平均值使用冈野等的式子求出凝固壳前面的搅拌流速v
r
并标绘的结果表示在图13的(b)中。在该实验中,由(6a)式设为a=0.1而求出的对向流13的流速u都是0.15m/s,但条件1、5、6、7、8都是搅拌流速v
r
与对向流速u同等或为其以上。根据以上的结果可知,关于搅拌流速v
r
与对向流速u的关系,通过满足下述(8)式的关系,弯液面部处的回转流形成稳定化,能得到适当的结
果。
[0126]
v
r
≥u=0.1
×
b√((σdv)/ρ)
…
(8)式
[0127]
遵循以上的结果,通过向电磁搅拌单元通电的交流电流的频率f与铸模铜板的电导率σ
cu
、长边的铜板厚度d
cu
及铸坯厚度t之间的关系满足(7a)式、(7b)式,并且满足搅拌流速v
r
为与对向流速u同等或其以上的条件、(8)式,从而弯液面部处的回转流形成稳定化。
[0128]
关于用来在铸模内的钢水表面处形成搅拌流的电磁搅拌单元8,铸造方向上的芯厚度如果是100mm以上则是优选的。并且,假设弯液面部14进入到从芯上端到下端的范围内。由于弯液面部14通常为距铸模上端100mm的位置,所以只要芯的上端是包括距铸模上端为100mm位置而从该位置靠上方即可。关于芯的下端位置,决定为不与配置在电磁搅拌单元8的下方的直流磁场发生单元5干涉的位置。
[0129]
实施例
[0130]
[实施例1]
[0131]
使用具有图1所示的铸模内流动控制装置的薄板坯连续铸造设备将低碳钢连续铸造。铸模1的尺寸是1200mm宽、150mm厚,是矩形铸模形状。以铸模内的铸造速度3m/分钟进行铸造。图1的(a)是包括铸模内边15的水平截面的示意图,图1的(b)是纵截面的示意图。浸渍喷嘴2如图2所示,在浸渍喷嘴2的铸模宽度方向11两侧面具有喷出孔3,具有将浸渍喷嘴2的底部与两个喷出孔3的底部相连而在外部开口的缝隙4(缝隙厚度δ)。喷嘴侧面的喷出孔3的形状是圆形+缝隙,将相当于与圆形部和缝隙部合计的面积相同截面积的圆的直径作为喷出孔径d。这里,改变喷嘴形状而进行了铸造。
[0132]
如图1所示,设置直流磁场发生单元5。直流磁场发生单元5的芯6以从铸模内液面水平(弯液面部14)向下方300mm作为高度方向中心而配置。由此,是在铸模宽度方向11上具有均匀的磁通密度分布的直流磁场23,能够施加朝向铸坯的厚度方向的直流磁场23。能够对铸模内的熔融金属穿过空间的直流磁场带7最大施加0.8t的直流磁场23。直流磁场发生单元5的芯6存在的高度区域成为直流磁场带7。由于该直流磁场发生单元5的芯6厚度是200mm,所以能够从液面水平(弯液面部14)在铸造方向上跨200~400mm的范围内将大致相同的磁通密度的直流磁场23最大施加0.8t。另外,铸模内液面水平位于距铸模铜板上端通常100mm左右下方。
[0133]
关于向铸模内供给钢水的浸渍喷嘴2的位置(浸渍喷嘴2的下端与芯6下端的距离l),根据条件而改变,将结果进行比较。在浸渍喷嘴2的下端为比芯6下端靠下方的情况下,将l的值显示为负。
[0134]
铸造条件为将浸渍喷嘴内径d(浸渍喷嘴的朝向垂直方向的直管部的内径)设为100mm、因此喷嘴内平均流速v为1.16m/s。在条件的选定及结果的评价时,设为钢水的电导率σ=650000s/m,钢水的密度ρ=7200kg/m3。由于是薄板坯铸造,不进行向浸渍喷嘴内的ar气体吹入,所以使用在(6a)式中设为a=0.1的(6)式。
[0135]
关于铸坯的夹杂物个数,用铸坯表面的缺陷指数和铸坯内部的夹杂物指数的两种进行了评价。
[0136]
关于铸坯表面的缺陷指数,将总宽度
×
铸造方向长度200mm的试样从铸坯的上表面、下表面分别切割出。并且,将总宽度
×
长度200mm的表面内的夹杂物从表面每隔1mm进行磨削直到厚度20mm。并且,调查100μm以上的夹杂物个数,设将其个数总和指数化的值为缺
陷指数。将使用不设置缝隙的两孔喷嘴在不施加电磁力的条件下进行铸造时的比较例(比较例no.8)的条件设为10,用其比来显示,将缺陷指数6以下作为必要条件,缺陷指数5以下为良好,超过6设为不良。
[0137]
关于铸坯内部的夹杂物指数,夹着上表面侧1/4厚部的宽度中央,从左右1/4宽度部、1/2宽度部切割出试样,通过残渣提取法调查夹杂物个数。将使用不设置缝隙的两孔喷嘴在不施加电磁力的条件下进行铸造的条件(比较例no.8)设为10,用其比显示,将缺陷指数6以下作为必要条件,缺陷指数5以下为良好,超过6设为不良。
[0138]
此外,关于铸造中的液面水平的变动及基底金属伸展等的液面状态也同时进行了调查。
[0139]
将结果表示在表1中。对于本发明的铸模内流动控制装置,对偏离了规定的范围的数值(浸渍喷嘴条件、磁通密度b、喷嘴下芯距离l)赋予下划线。此外,对于本发明的铸模内流动控制方法,在偏离了规定的(5)式的情况下对“必要芯距离l
c”的数值赋予下划线,在偏离了(6)式的情况下对“对向流速u”的数值赋予下划线。
[0140]
【表1】
[0141][0142]
在满足本发明的条件的实验例中,都显示出良好的结果。虽然发明例no.4、5其缝隙厚度δ从本发明适当范围脱离,发明例no.6、7其喷出孔径从本发明适当范围脱离,都是铸造性稍稍成为不稳定,但仍能够发挥本发明的效果。
[0143]
比较例no.8是作为用来说明本发明效果的基准的例子,如上述那样,由于是使用未设置缝隙的两孔喷嘴且未施加电磁力的条件,所以液面变动较大。比较例9除了与比较例8同样使用未设置缝隙的两孔喷嘴以外,是磁通密度b、喷嘴下芯距离l都满足对本发明规定的必要条件的例子,但液面不稳定,不能得到希望的评价。
[0144]
比较例10、比较例11、比较例12其磁通密度都脱离了(1)式下限。因此,比较例10、11关于从浸渍喷嘴下端到芯下端的距离(喷嘴下芯距离)l的必要条件,虽然满足了(2)式,但作为流动控制方法的必要条件的(5)式不满足。比较例no.12的喷嘴下芯距离对于(2)式、(5)式都不能确保。结果是,比较例10~12都为喷嘴喷出流的制动不充分的结果,并且对向流速u也不充分。
[0145]
在比较例no.15中,是浸渍喷嘴的下端位置向芯上端的上方偏离的条件。比较例no.16是浸渍喷嘴的下端位置向芯下端的下方偏离的条件。在这些条件下,由于喷出孔及缝隙不存在于作为芯所存在的高度区域的直流磁场带,所以都不能发挥本发明效果。
[0146]
[实施例2]
[0147]
除了在上述实施例1中采用的条件以外,通过还在铸坯厚度t=150mm的铸模内弯液面部位配置电磁搅拌单元8,在铸模内钢水中形成回转流,在弯液面部形成搅拌流16,确认了效果。为此,铸模铜板材质、铸模铜板厚度d
cu
为表2所示的条件,在使向电磁搅拌单元通电的交流磁场的频率f如表2那样变化的条件下通电而进行铸造。将(7a)式的右边表示为“铸模表皮深度”,将(7b)式的左边表示为“钢水电磁力表皮深度”,表示在表2中。
[0148]
浸渍喷嘴2、直流磁场发生单元5的条件采用了表1的发明例13的条件。设浸渍喷嘴内径d=100mm,缝隙厚度δ=23mm,两孔喷嘴的喷出孔径d=65mm,由直流磁场发生单元形成的磁通密度b=0.4t。成为向(6a)式代入a=0.1而计算出的对向流速u=0.12m/s。
[0149]
采取在上述条件下铸造出的铸坯的c截面凝固组织,测量宽度中央部的壳厚3mm处的枝晶倾角,根据其倾角,使用冈野等的式子估算搅拌流速v
r
。将其结果表示在表2中。
[0150]
关于铸坯表面的缺陷指数,将总宽度
×
铸造方向长度200mm的试样从铸坯的上表面、下表面分别切割出,将总宽度
×
长度200mm的表面内的夹杂物从表面每隔1mm磨削直到厚度20mm,调查100μm以上的夹杂物个数,设将其个数总和指数化的值为缺陷指数。将使用两孔喷嘴在不施加电磁力的条件下进行铸造的条件(表1的比较例no.8)设为10,用其比显示,夹杂物指数5以下为良好,将其以上设为不良。
[0151]
关于铸坯内部的夹杂物指数,夹着上表面侧1/4厚部的宽度中央从左右1/4宽度部、1/2宽度部切割出试样,将夹杂物个数用残渣提取法进行了调查。将使用两孔喷嘴在不施加电磁力的条件下进行铸造的条件(表1的比较例no.8)设为10,用其比显示,夹杂物指数5以下为良好,将其以上设为不良。此外,关于铸造中的液面水平的变动及流动状态也一起进行了调查。
[0152]
表2的发明例no.a0是不进行铸模内电磁搅拌的条件,与表1的发明例no.13对应。
[0153]
【表2】
[0154][0155]
结果是,进行了铸模内电磁搅拌的发明例no.a1~a5都能够得到良好的结果。其中,发明例no.a2通过设为铸模表皮深度((7a)式右边)比铸模铜板厚度d
cu
大、并且钢水电磁力表皮深度((7b)式左边)比铸坯厚度t=0.15m小那样的频率f,进而搅拌流速v
r
比对向流速u大,从而在液面水平中效率良好地形成回转流,缺陷指数、夹杂物指数都能够得到最好的结果。
[0156]
如以上所述那样,在薄板坯铸造中,通过将浸渍喷嘴喷出流设为制动效率最高的喷嘴喷出流,也能够进行喷嘴喷出流的制动,能够实现喷嘴喷出流的均匀分散化和向弯液面的热供给。进而,通过在弯液面附近赋予回转流,能够在宽度中央部处没有停滞地赋予回转流。结果是,能够进行表面、内部品质都良好的铸坯的铸造。即,能够在高生产量的条件下稳定地控制铸模内流动,薄板坯铸造工艺的生产性被飞跃性地改善。
[0157]
产业上的可利用性
[0158]
根据本发明,能够进行表面、内部品质都良好的铸坯的铸造。
[0159]
标号说明
[0160]
1铸模;2浸渍喷嘴;3喷出孔;4缝隙;5直流磁场发生单元;6芯;7直流磁场带;8电磁搅拌单元;11铸模宽度方向;12喷出流;13对向流;14弯液面部;15铸模内边;16搅拌流;17铸模长边壁;21导电体;22耐火物;23直流磁场;24钢水流;25感应电动势;26感应电流;27制动力;28返回路径;29塞状流。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips