
 商标分类
商标分类  商标转让
商标转让 
一种新型超硬磨料群及其制备方法与流程
 2021-01-30 00:01:14|
2021-01-30 00:01:14| 257|
257| 起点商标网
起点商标网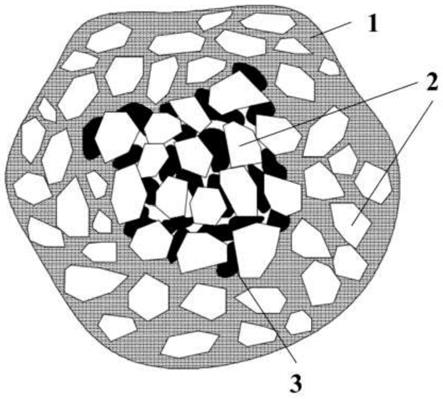
[0001]
本发明涉及磨料制造技术领域,尤其涉及一种新型超硬磨料群及其制备方法。
背景技术:
[0002]
高速重载高效磨削是磨削加工的一个分支,由于其加工环境较一般磨削加工更加恶劣,对高速重载高效磨具提出了很高的要求。因其具有超高的硬度和耐磨性,以金刚石和立方氮化硼为代表的超硬磨料广泛应用于磨削加工磨具制造领域。通过将超硬磨料制成固结颗粒或节块,制成复合磨具是当前模具制造的一个新的方向。制备出超硬磨料的固结颗粒或节块就成为这一方向的关键问题。
[0003]
陶瓷结合剂具有自锐性好,耐高温、耐腐蚀等特点,是一类高性能结合剂。然而,陶瓷结合剂强度不高,耐冲击性不好。金属结合剂具有良好的强度和韧性。将陶瓷结合剂和金属结合剂制成陶瓷-金属复合结合剂已经得到了广泛的应用。然而这种复合结合剂面对载荷冲击时,仍然出现整体碎裂和磨粒剥落等问题。为此,我们提出一种新型超硬磨料群及其制备方法。
技术实现要素:
[0004]
基于背景技术存在的技术问题,本发明提出了一种新型超硬磨料群及其制备方法,具有改善了陶瓷结合剂超硬磨料的强度,提高所制备的颗粒的磨削效率的特点,解决了现有复合结合剂面对载荷冲击时,仍然出现整体碎裂和磨粒剥落的问题。
[0005]
本发明提供如下技术方案:一种新型超硬磨料群,包括钎料合金层和陶瓷结合剂超硬磨料,所述钎料合金在外将陶瓷结合剂超硬磨料包覆,所述钎料合金层包括钎料合金与超硬磨料;所述陶瓷结合剂超硬磨料由超硬磨料和陶瓷结合剂烧结而成。
[0006]
优选的,所述超硬磨料为金刚石、立方氮化硼之一或二者组合,粒径为0.001-5mm。
[0007]
一种新型超硬磨料群的制备方法,包括如下步骤:
[0008]
s1、将陶瓷结合剂原料混合后球磨4-8h、过筛;
[0009]
s2、将过筛所得原料置于电阻炉中,熔炼温度为1200-1500℃,保温1-3h后,经过水淬、破碎、研磨、过筛,得基础陶瓷结合剂;
[0010]
s3、将粉末状金属原料混合后球磨4-8h、过筛,得钎料;
[0011]
s4、在中的基础陶瓷结合剂中,外加1-10%中的钎料,经球磨、过筛后得到陶瓷结合剂;
[0012]
s5、将陶瓷结合剂、超硬磨料和临时结合剂混合,放入模具中,在100-200mpa压力下干压成毛坯;
[0013]
s6、将毛坯置于50-300℃温度下烘干,得到规定形状的陶瓷结合剂超硬磨料,对其再进行破碎、过筛,得到随机形状的陶瓷结合剂超硬磨料;
[0014]
s7、将质量百分比为50-80%陶瓷结合剂超硬磨料与质量百分比为5-30%钎料合金、质量百分比为5-20%超硬磨料和质量百分比为5-19%临时结合剂混合,混合均匀后取
出,得到未烧毛坯;
[0015]
s8、将未烧毛坯置于高温烧结炉中,烧结温度750-950℃,保温时间1-2h,随炉冷却,得到超硬磨料群成品。
[0016]
优选的,所述陶瓷结合剂原料为30-80wt%sio2、5-30wt%al2o3、10-40wt%b2o3、3-10wt%na2o、3-10wt%k2o、3-10wt%li2o、3-10wt%ceo2、3-10wt%zro2、3-10wt%zno、3-10wt%cao、3-10wt%mgo、3-10wt%bao、3-10wt%pbo、3-10wt%sb2o3和3-10wt%p2o5。
[0017]
优选的,所述钎料原料组分为50-90wt%cu、10-40wt%sn、10-40wt%ti、1-10wt%fe、1-10wt%co、1-10wt%ni和1-10wt%cr。
[0018]
优选的,所述超硬磨料为金刚石、立方氮化硼之一或二者组合,粒径为0.001-5mm。
[0019]
优选的,所述临时结合剂为液体树脂、液体石蜡、聚乙酸乙烯酯、过氯乙烯、聚异丁烯、聚乙烯醇中的一种或多种混合形式。
[0020]
本发明提供了一种新型超硬磨料群及其制备方法,在高温烧制过程中,钎料合金层中的钎料合金可在超硬磨料和陶瓷结合剂超硬磨料在界面上产生润湿,基于元素扩散形成冶金结合。由于陶瓷结合剂中存在气孔,润湿的钎料合金将气孔填充,形成钎料合金的梯度分布,实现钎料合金与陶瓷结合剂超硬磨料的可靠连接,由此改善了陶瓷结合剂超硬磨料的强度。避免整体碎裂和磨粒剥落等问题。钎料合金层实现了在陶瓷结合剂超硬磨料外引入多层钎焊超硬磨粒,可提高所制备的颗粒的磨削效率。本发明具有制作工艺简单,操作方便和制备成本低的特点。
附图说明
[0021]
图1为本发明中外形为圆柱形的钎料合金包覆陶瓷结合剂超硬磨料剖面示意图。
[0022]
图中:1、钎料合金;2、超硬磨料;3、陶瓷结合剂。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0024]
请参阅图1,本发明提供一种技术方案:一种新型超硬磨料群,包括钎料合金层和陶瓷结合剂超硬磨料,所述钎料合金在外将陶瓷结合剂超硬磨料包覆,所述钎料合金层包括钎料合金1与超硬磨料2;所述陶瓷结合剂超硬磨料由超硬磨料2和陶瓷结合剂烧结而成。
[0025]
磨料是锐利、坚硬的材料,用以磨削较软的材料表面。磨料有天然磨料和人造磨料两大类。按硬度分类有超硬磨料和普通磨料两大类。
[0026]
一种新型超硬磨料群的制备方法,包括如下步骤:
[0027]
s1、将陶瓷结合剂原料混合后球磨4-8h、过筛;
[0028]
s2、将过筛所得原料置于电阻炉中,熔炼温度为1200-1500℃,保温1-3h后,经过水淬、破碎、研磨、过筛,得基础陶瓷结合剂;
[0029]
s3、将粉末状金属原料混合后球磨4-8h、过筛,得钎料;
[0030]
s4、在中的基础陶瓷结合剂中,外加1-10%中的钎料,经球磨、过筛后得到陶瓷结
合剂3;
[0031]
s5、将陶瓷结合剂3、超硬磨料2和临时结合剂混合,放入模具中,在100-200mpa压力下干压成毛坯;
[0032]
s6、将毛坯置于50-300℃温度下烘干,得到规定形状的陶瓷结合剂超硬磨料,对其再进行破碎、过筛,得到随机形状的陶瓷结合剂超硬磨料;
[0033]
s7、将质量百分比为50-80%陶瓷结合剂超硬磨料与质量百分比为5-30%钎料合金1、质量百分比为5-20%超硬磨料2和质量百分比为5-19%临时结合剂混合,混合均匀后取出,得到未烧毛坯;
[0034]
s8、将未烧毛坯置于高温烧结炉中,烧结温度750-950℃,保温时间1-2h,随炉冷却,得到超硬磨料群成品。
[0035]
实施例1
[0036]
一种新型超硬磨料的制备方法,将sio2、10wt%al2o3、15wt%b2o3、7wt%na2o、3wt%li2o和3wt%zno混合球磨3h后过筛,在1200℃熔炼1h后水淬,经破碎、研磨、过筛后得基础陶瓷结合剂。钎料合金原料混合球磨2h后得钎料合金1,钎料合金1为cu-20wt%sn-15wt%ti。在基础陶瓷结合剂中,外加基础陶瓷结合剂质量的3%的钎料合金1,球磨过筛后得陶瓷结合剂3。将陶瓷结合剂3、粒径为0.035mm的单晶态立方氮化硼和液体树脂混合放入规定形状的模具,在100mpa压力下干压成毛坯,后在100℃下烘干,得规定形状的陶瓷结合剂超硬磨料。将陶瓷结合剂超硬磨料(质量百分比为50%),与钎料合金1(质量百分比为30%)、超硬磨料2(质量百分比为15%)和液体树脂(质量百分比为5%)的混合物搅拌均匀后取出,得到未烧毛坯。将未烧毛坯置于高温烧结炉中,烧结温度880℃,保温时间1h,随炉冷却,得钎料合金包覆陶瓷结合剂超硬磨料。
[0037]
实施例2
[0038]
一种新型超硬磨料的制备方法,将sio2、8wt%al2o3、13wt%b2o3、5wt%na2o、2wt%li2o和2wt%zno混合球磨3h后过筛,在1300℃熔炼2h后水淬,经破碎、研磨、过筛后得基础陶瓷结合剂。钎料合金原料混合球磨2h后得钎料合金1,钎料合金1为cu-25wt%sn-15wt%ti。在基础陶瓷结合剂中,外加基础陶瓷结合剂质量的3.5%的钎料合金1,球磨过筛后得陶瓷结合剂3。将陶瓷结合剂3、粒径为0.035mm的单晶态金刚石和液体树脂混合放入模具中,,在150mpa压力下干压成毛坯,后在150℃下烘干后破碎、过筛得形状随机的陶瓷结合剂超硬磨料。将陶瓷结合剂超硬磨料(质量百分比为60%),与钎料合金1(质量百分比为20%)、超硬磨料2(质量百分比为10%)和液体树脂(质量百分比为10%)的混合物搅拌均匀后取出,得到未烧毛坯。将未烧毛坯置于高温烧结炉中,烧结温度900℃,保温时间1h,随炉冷却,得钎料合金包覆陶瓷结合剂超硬磨料。
[0039]
实施例3
[0040]
一种新型超硬磨料的制备方法,将sio2、12wt%al2o3、10wt%b2o3、8wt%na2o、2wt%li2o和2wt%mgo混合球磨6h后过筛,在1300℃熔炼2h后水淬,经破碎、研磨、过筛后得基础陶瓷结合剂。钎料合金原料混合球磨2h后得钎料合金1,钎料合金1为cu-25wt%sn-15wt%ti。在基础陶瓷结合剂中,外加基础陶瓷结合剂质量的3%的钎料合金1,球磨过筛后得陶瓷结合剂3。将陶瓷结合剂3、粒径为0.035mm的单晶态金刚石与单晶态立方氮化硼的组合和液体树脂混合,放入规定形状的模具中,在200mpa压力下干压成毛坯,后在150℃下烘
干得规定形状的陶瓷结合剂超硬磨料。将陶瓷结合剂超硬磨料(质量百分比为70%),与钎料合金1(质量百分比为10%)、超硬磨料2(质量百分比为12%)和液体树脂(质量百分比为8%)的混合物搅拌均匀后取出,得到未烧毛坯。将未烧毛坯置于高温烧结炉中,烧结温度900℃,保温时间2h,随炉冷却,得钎料合金包覆陶瓷结合剂超硬磨料。
[0041]
实施例4
[0042]
一种新型超硬磨料的制备方法,将sio2、15wt%al2o3、30wt%b2o3、5wt%na2o、2wt%li2o和2wt%mgo混合球磨6h后过筛,在1300℃熔炼2h后水淬,经破碎、研磨、过筛后得基础陶瓷结合剂。钎料合金原料混合球磨2h后得钎料合金1,钎料合金1为cu-25wt%sn-15wt%ti。在基础陶瓷结合剂中,外加基础陶瓷结合剂质量的3%的钎料合金1,球磨过筛后得陶瓷结合剂3。将陶瓷结合剂3、粒径为0.04mm的单晶态立方氮化硼的组合和液体树脂混合放入规定形状的模具中,在200mpa压力下干压成毛坯,后在150℃下烘干得规定形状的陶瓷结合剂超硬磨料。将陶瓷结合剂超硬磨料(质量百分比为80%),与钎料合金1(质量百分比为10%)、超硬磨料2(质量百分比为5%)和液体树脂(质量百分比为5%)的混合物搅拌均匀后取出,得到未烧毛坯。将未烧毛坯置于高温烧结炉中,烧结温度900℃,保温时间1h,随炉冷却,得钎料合金包覆陶瓷结合剂超硬磨料。
[0043]
本发明制备的钎料合金包覆陶瓷结合剂超硬磨料,由于在陶瓷结合剂3外包覆了钎料合金1,使得钎料合金1在高温环境下实现了与陶瓷结合剂超硬磨料之间的冶金结合,钎料合金1包覆及其渗入陶瓷结合剂超硬磨料之中,形成的梯度分布都提高了陶瓷结合剂超硬磨料的强度,通过在陶瓷结合剂超硬磨料外引入多层钎焊超硬磨料,可进一步提高所制备的磨料的磨削效率。
[0044]
本发明所制备的钎料合金包覆陶瓷结合剂超硬磨料可用于荒磨、粗磨、精密和超精密磨削磨具的制备。
[0045]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 陶瓷

 热门咨询
热门咨询




tips