
 商标分类
商标分类  商标转让
商标转让 
可更换刀柄式珩磨头尺寸限位微调补偿装置的制作方法
 2021-01-30 00:01:42|
2021-01-30 00:01:42| 271|
271| 起点商标网
起点商标网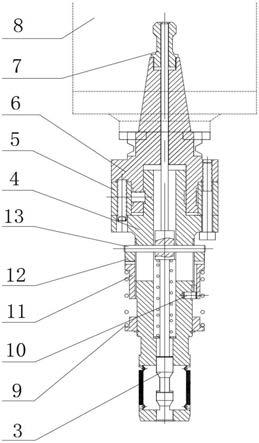
[0001]
本发明涉及精密零件加工技术领域,具体是可更换刀柄式珩磨头尺寸限位微调补偿装置。
背景技术:
[0002]
珩磨加工中心设备应用于精密零件加工的制造领域,特别是对淬火零件内孔的精密加工,采用珩磨加工中心设备可以有效解决淬火零件内孔珩磨加工难题,突出珩磨加工中心设备的优势,实现高精高效精密特种淬火零件的精密加工。
[0003]
特种淬火零件的精密加工,始终追求更高的加工精度,以适应市场需求;为进一步提高珩磨加工中心设备的高质量高精度市场的需求,需要设计一种珩磨头尺寸限位微调补偿装置,改善后期珩磨加工制造的尺寸精度有效控制,实现高精、高效率的加工状态,最终获得高精高效内孔尺寸精度及几何精度与表面质量控制。
技术实现要素:
[0004]
本发明的目的在于提供可更换刀柄式珩磨头尺寸限位微调补偿装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:可更换刀柄式珩磨头尺寸限位微调补偿装置,包括珩磨头主体及安装在珩磨头主体上的珩磨头,所述珩磨头主体的中心设有与珩磨头连接的珩磨头扩涨结构,所述珩磨头主体的外圆周安装有与珩磨头扩涨结构抵接的微调补偿结构;所述珩磨头扩涨结构运动带动珩磨头扩缩,所述微调补偿结构控制珩磨头扩涨结构的运动进给量。
[0006]
作为本发明进一步的方案:所述珩磨头扩涨结构包括销轴和扩涨锥体,所述扩涨锥体设置在珩磨头主体的中心,且扩涨锥体的两端分别连接销轴和珩磨头,扩涨锥体运动带动珩磨头扩缩;所述销轴连接扩涨锥体并伸出珩磨头主体的侧壁抵接微调补偿结构,所述微调补偿结构通过销轴带动扩涨锥体运动。
[0007]
作为本发明再进一步的方案:所述油石扩涨锥体上设有弹性支撑所述油石扩涨锥体的弹性件。
[0008]
作为本发明再进一步的方案:所述微调补偿结构包括补偿进给螺套及限位件,所述补偿进给螺套套装在珩磨头主体上并与珩磨头扩涨结构抵接,所述限位件控制补偿进给螺套的进给量。
[0009]
作为本发明再进一步的方案:所述限位件包括限位螺套导向件和限位螺套,所述限位螺套控制补偿进给螺套的进给量,所述限位螺套导向件用于锁定限位螺套。
[0010]
作为本发明再进一步的方案:所述限位螺套远离补偿进给螺套的一端设有微调复位弹簧,用于在限位螺套导向件解除锁定后复位限位螺套。
[0011]
作为本发明再进一步的方案:所述珩磨头主体通过刀柄组件安装在主轴部件上。
[0012]
作为本发明再进一步的方案:所述刀柄组件包括主轴刀柄和刀柄拉钉,所述珩磨
头主体通过主轴刀柄对接主轴部件,安装在主轴刀柄顶部的刀柄拉钉与主轴部件卡口连接。
[0013]
作为本发明再进一步的方案:所述主轴刀柄上安装有珩磨头定位调整盘,所述珩磨头定位调整盘用于调节珩磨头的姿态。
[0014]
作为本发明再进一步的方案:所述珩磨头包括切削油石和径向扩涨油石座,所述切削油石通过径向扩涨油石座安装在珩磨头主体上。
[0015]
与现有技术相比,本发明的有益效果是:通过微调补偿结构对珩磨头扩涨结构的运动进给量进行精密的控制,进而控制珩磨头的扩缩尺寸精度,间接控制珩磨头的加工尺寸;改善或解决了珩磨加工制造的尺寸精度难以有效控制的问题,实现精密零件的高精高效加工的控制。
附图说明
[0016]
图1为本发明实施例中可更换刀柄式珩磨头尺寸限位微调补偿装置的结构示意图一。
[0017]
图2为本发明实施例中可更换刀柄式珩磨头尺寸限位微调补偿装置的结构示意图二。
[0018]
图3为本发明实施例中限位螺套导向件和限位螺套的圆周分度标示示意图。
[0019]
图4为本发明实施例中可更换刀柄式珩磨头尺寸限位微调补偿装置的结构示意图三。
[0020]
图5为本发明实施例中珩磨头扩涨结构的结构示意图。
[0021]
附图中:1、切削油石;2、径向扩涨油石座;3、油石扩涨锥体;4、珩磨头主体;5、珩磨头定位调整盘;6、主轴刀柄;7、刀柄拉钉;8、主轴部件;9、微调复位弹簧;10、限位螺套导向件;11、限位螺套;12、补偿进给螺套;13、销轴;14、扩涨锥体复位弹簧。
具体实施方式
[0022]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实施例公开的一些方面相一致的装置和方法的例子。
[0023]
请参阅图1,本发明实施例中,可更换刀柄式珩磨头尺寸限位微调补偿装置,包括珩磨头主体及安装在珩磨头主体上的珩磨头,所述珩磨头主体的中心设有与珩磨头连接的珩磨头扩涨结构,所述珩磨头主体的外圆周安装有与珩磨头扩涨结构抵接的微调补偿结构;所述珩磨头扩涨结构运动带动珩磨头扩缩,所述微调补偿结构控制珩磨头扩涨结构的运动进给量。
[0024]
具体的,所述珩磨头扩涨结构包括销轴13和扩涨锥体,所述扩涨锥体设置在珩磨头主体4的中心,且扩涨锥体的两端分别连接销轴13和珩磨头,扩涨锥体运动带动珩磨头扩缩;所述销轴13连接扩涨锥体并伸出珩磨头主体4的侧壁抵接微调补偿结构,所述微调补偿结构通过销轴带动扩涨锥体运动;所述微调补偿结构包括补偿进给螺套12及限位件,所述补偿进给螺套12套装在珩磨头主体4上并与珩磨头扩涨结构抵接,所述限位件控制补偿进
给螺套12的进给量。
[0025]
所述扩涨锥体为油石扩涨锥体3,逆时针旋转补偿进给螺套12,补偿进给螺套12带动销轴13和油石扩涨锥体3向上运动,所述油石扩涨锥体3向上运动使珩磨头扩涨,加大珩磨头的加工尺寸;之后,通过设定限位件的刻度,使得限位件对补偿进给螺套12的约束在设定值,并固定所述限位件,实现对补偿进给螺套12的固定;解除限位件对补偿进给螺套12的固定,顺时针旋转补偿进给螺套12,补偿进给螺套12失去对销轴13的支撑,销轴13和油石扩涨锥体3向下运动,所述油石扩涨锥体3向下运动使珩磨头收缩,减小珩磨头的加工尺寸;之后,设定限位件的刻度,使得限位件对补偿进给螺套12的约束在设定值,并固定所述限位件,实现对补偿进给螺套12的固定。
[0026]
如图5所示,所述珩磨头包括切削油石1和径向扩涨油石座2,所述切削油石1通过径向扩涨油石座2安装在珩磨头主体4上。
[0027]
综上所述,通过微调补偿结构对珩磨头扩涨结构的运动进给量进行精密的控制,进而控制珩磨头的扩缩尺寸精度,间接控制珩磨头的加工尺寸;解决了珩磨加工制造的尺寸精度难以有效控制的问题。
[0028]
请参阅图4,本发明的一个优选实施例中,所述油石扩涨锥体上设有弹性支撑所述油石扩涨锥体的弹性件。
[0029]
所述弹性件包括扩涨锥体复位弹簧14;所述油石扩涨锥体3与销轴一体连接,且所述油石扩涨锥体3靠近销轴13的一端设有供扩涨锥体复位弹簧14一端连接的轴肩,所述扩涨锥体复位弹簧14的另一端抵接在珩磨头主体的中心设有的台阶上;通过扩涨锥体复位弹簧14弹性支撑油石扩涨锥体3,提高油石扩涨锥体3上下运动时的可靠性,实现油石扩涨锥体3的往复运动。
[0030]
请参阅图2-3,本发明的另一个优选实施例中,所述限位件包括限位螺套导向件10和限位螺套11,所述限位螺套11控制补偿进给螺套12的进给量,所述限位螺套导向件10用于锁定限位螺套11。
[0031]
如图3所示,所述限位件控制补偿进给螺套12的进给量,通过限位螺套11的刻度限位槽与限位螺套导向件10的刻度口对接来设定控制,所述限位螺套导向件10采用安装在珩磨头主体上的导向杆,通过导向杆限位约束所述限位螺套11。
[0032]
如图3所示,进一步的,所述限位螺套11远离补偿进给螺套的一端设有微调复位弹簧9,用于在限位螺套导向件10解除锁定后复位限位螺套11。
[0033]
请参阅图1,本发明的另一个实施例中,所述珩磨头主体通过刀柄组件安装在主轴部件8上。
[0034]
具体的,所述主轴部件包括主轴和设置在主轴内孔的卡口,所述刀柄组件包括主轴刀柄6和刀柄拉钉7,所述珩磨头主体4通过主轴刀柄6对接主轴部件8的主轴内孔,所述主轴刀柄6与主轴内孔定心后,安装在主轴刀柄顶部的刀柄拉钉7与主轴部件的卡口连接固定。
[0035]
请参阅图1,本发明的一个优选实施例中,所述主轴刀柄6上安装有珩磨头定位调整盘5,所述珩磨头定位调整盘5用于调节珩磨头的姿态。
[0036]
所述珩磨头与主轴的同心度和垂直度均通过珩磨头定位调整盘5进行调节,使得珩磨头运转时的跳动度保持在设定范围,进而提高珩磨头的加工精度。
[0037]
本发明的工作原理:所述珩磨头扩涨结构包括销轴13和扩涨锥体,所述扩涨锥体设置在珩磨头主体4的中心,且扩涨锥体的两端分别连接销轴13和珩磨头,扩涨锥体运动带动珩磨头扩缩;所述销轴13连接扩涨锥体并伸出珩磨头主体4的侧壁抵接微调补偿结构,所述微调补偿结构通过销轴带动扩涨锥体运动;所述微调补偿结构包括补偿进给螺套12及限位件,所述补偿进给螺套12套装在珩磨头主体4上并与珩磨头扩涨结构抵接,所述限位件控制补偿进给螺套12的进给量。所述扩涨锥体为油石扩涨锥体3,逆时针旋转补偿进给螺套12,补偿进给螺套12带动销轴13和油石扩涨锥体3向上运动,所述油石扩涨锥体3向上运动使珩磨头扩涨,加大珩磨头的加工尺寸;之后,设定限位件的刻度,使得限位件对补偿进给螺套12的约束在设定值,并固定所述限位件,实现对补偿进给螺套12的固定;解除限位件对补偿进给螺套12的固定,顺时针旋转补偿进给螺套12,补偿进给螺套12失去对销轴13的支撑,销轴13和油石扩涨锥体3向下运动,所述油石扩涨锥体3向下运动使珩磨头收缩,减小珩磨头的加工尺寸;之后,设定限位件的刻度,使得限位件对补偿进给螺套12的约束在设定值,并固定所述限位件,实现对补偿进给螺套12的固定。
[0038]
本领域技术人员在考虑说明书及实施例处的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
[0039]
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips