
 商标分类
商标分类  商标转让
商标转让 
一种热涂镀生产线炉鼻子环形溢流装置的制作方法
 2021-01-29 23:01:42|
2021-01-29 23:01:42| 289|
289| 起点商标网
起点商标网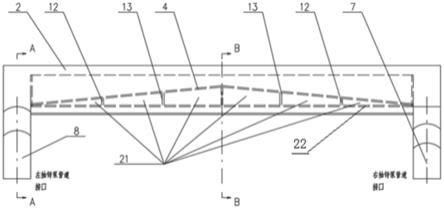
[0001]
本实用新型涉及冶金轧钢机械领域,具体涉及一种热涂镀生产线炉鼻子环形溢流装置。
背景技术:
[0002]
热镀锌板以其优良的涂装性和卓赿的防腐性在许多领域得到广泛应用,汽车及家电业迅猛发展,为热镀锌板生产提供良机;同时,高端市场的激烈竟争也为生产厂家提出了更加严格的挑战。随着高等级热镀锌板在汽车及家电行业应用日益广泛,用户对热镀锌板表面质量的要求越来越高。
[0003]
热镀锌板应用于汽车及家电行业等领域时,一般需要经过冲压变形处理,镀锌基板上的缺陷会在冲压过程中得到放大,并复制到板材的另一面,形成表面质量异议,从而引起客户抱怨,导致镀锌产品降级。因此,热镀锌板作为高等级汽车外板使用时,表面质量要达到德国din标准的o5级,即产品表面无任何影响使用的缺陷。
[0004]
在热镀锌线生产中,锌锅炉鼻子内锌灰是导致汽车外板降级的主要因素,炉鼻子内锌液高温下蒸发,当锌蒸汽向四处扩散运动时,会聚集在炉鼻子内壁上形成锌灰。现广泛使用的排渣炉鼻子多采用排渣槽与溢流槽相结合结构,实用新型者希望锌灰聚集后沉降在排渣槽,浮在锌液表面的锌灰则通过溢流方式被抽锌泵排在炉鼻子之外。这种排渣除灰方式对热镀锌板表面质量有一定改善作用,但排渣槽与钢板之间的空间依然凝聚大量锌灰,无法从根本上解决锌灰问题。
技术实现要素:
[0005]
本实用新型的目的在于,针对现有技术的不足,提供一种可双面排渣除灰的热涂镀生产线炉鼻子环形溢流装置。
[0006]
本实用新型采用的技术方案为:一种热涂镀生产线炉鼻子环形溢流装置,所述环形溢流装置包括平行的两个溢流槽、设于溢流槽底部的底板、用于连接两个溢流槽端部的端板,设于溢流槽两出口端的并流倾斜式导流槽和抽锌泵接管;两个溢流槽斜向布置且与炉鼻子的断面尺寸相适配,以安装在炉鼻子的内壁;所述溢流槽整体呈人字形结构,其底部与底板密封连接,构成用于支撑所述装置悬浮的密封腔;溢流槽分为对称相连且外端向下倾斜的两节溢流分段,两节溢流分段连接处为溢流槽高位,溢流分段的外端为溢流槽的出口;两个溢流槽汇聚同一端的出口处,通过向下倾斜的并流导流槽与同一个抽锌泵接管的入口连通。
[0007]
按上述方案,所述溢流槽由外侧的围板和底部的槽板围合而成,所述围板的上边沿超出槽板侧部,围板的下边沿向下延伸至底板,并与底板相连;所述槽板通板制作且底部呈圆弧过渡;槽板的两端与底板焊接固定,围板、槽板和底板围合形成密封腔。
[0008]
按上述方案,所述环形溢流装置浸入锌液中时,密封腔受到向上的浮力作用,以减轻所述环形溢流装置重力对炉鼻子本体的影响。
[0009]
按上述方案,导流槽的上部与两溢流槽的出口连通,导流槽的下部与抽锌泵按管连通,形成一个上方下圆的漏斗。
[0010]
按上述方案,在槽板的底部间隔设有用于与底板相连的支撑板,支撑板板的上端与槽板外壁面相适配。
[0011]
按上述方案,在溢流槽的内侧通长焊接挡渣板,挡渣板上下端向远离带钢涂镀区域的方向外翻成弧状;所述挡渣板与槽板内侧面构成溢流唇口。
[0012]
按上述方案,所述抽锌泵接管有两组,设于溢流槽的两端且沿所述环形溢流装置的对角布置;两个溢流槽位于同一端的导流槽经变径管与同一个抽锌泵接管的入口连通。
[0013]
按上述方案,所述抽锌泵接管的入口在溢流槽最低位置;导流槽的溢流截面面积不得小于两端溢流槽截面面积之和的1.5倍。
[0014]
本实用新型的有益效果为:
[0015]
1、本实用新型所述环形溢流装置包围在涂层带钢四周,带钢两面与溢流槽缝隙间的锌灰均可随锌液抽排;带钢上下表面两侧溢流槽整体呈现“人”字形对称结构,这种并流倾斜式溢流结构在抽锌泵启动后将炉鼻子内的锌液向溢流槽对称分流,炉鼻子内锌液表面的锌灰通过锌液的流动带入溢流槽内,并由抽锌泵排出到炉鼻子外部锌锅内,排入锌锅的锌灰变成浮渣被捞出锌锅;这种溢流装置实现了双面排渣除灰,提高了热镀锌板上下表面质量,降低了产品改判率,有效解决热镀锌生产中双面锌灰缺陷问题,对提高镀锌机组成材率,降低锌灰缺陷改判率,促进高等级镀锌汽车板市场占有率具有重要意义。
[0016]
2、本实用新型中所述溢流槽采用人字形支撑,与底部密封板构成等边三棱锥体稳定结构,抗变形能力强,锌液流动性好;同时,密封腔在锌液中受到浮力作用,支撑整个装置上浮,以减轻溢流装置重力对炉鼻子本体承载的影响。
[0017]
3、本实用新型中抽锌泵接管设置在溢流槽两端,对角布置,以便保持安装在炉鼻子上时重心平衡;采用并流倾斜式溢流结构:两个溢流槽位于同一端的出口通过倾斜设计的导流槽与同一个抽锌泵接管的入口连通;导流槽的溢流截面不得小于两端溢流槽截面之和的1.5倍,可有效防止锌液排泄不畅、锌灰积聚堵塞通道的问题。
[0018]
4、本实用新型为加强溢流槽强度,在溢流侧焊有挡渣板,挡渣板上下端外翻弧形,防止带钢穿带时划伤。
附图说明
[0019]
图1为本实用新型一个具体实施例的主视图。
[0020]
图2为图1的a-a剖视图。
[0021]
图3为图1的b-b剖视图。
[0022]
图4为图2的k向示意图。
[0023]
其中:1、左围板;2、右围板;3、左槽板;4、右槽板;5、左挡渣板;6、右挡渣板;7、第一抽锌泵接管;8、第二抽锌泵接管;9、端板;10、左支撑板一;11、左支撑板二;12、右支撑板一;13、右支撑板二;14、左槽板高位;15、右槽板高位;16、带钢;17、锌液溢流面;18、左溢流唇口;19、右溢流唇口;20、变径管;21、密封腔;22、底板。
具体实施方式
[0024]
为了更好地理解本实用新型,下面结合附图和具体实施例对本实用新型作进一步地描述。
[0025]
如图1~4所示的一种热涂镀生产线炉鼻子环形溢流装置,所述环形溢流装置的外周面尺寸(如图2所示断面)与炉鼻子的内壁面相适配,以便其安装于炉鼻子下端。本实用新型中,所述环形溢流装置包括平行的两个溢流槽、设于溢流槽端部用于连接两个溢流槽的端板9、设于溢流槽底部的底板22,以及设于溢流槽两出口端的并流倾斜式导流槽和抽锌泵接管;两个溢流槽斜向布置与炉鼻子的断面尺寸相适配(如图2所所示),以安装在炉鼻子的内壁;两个溢流槽和两个端板9围合而成的上下连通的区域为带钢涂镀区域;所述溢流槽整体呈人字形结构,其底部与底板22密封连接构成用于支撑所述装置悬浮的密封腔21;溢流槽分为对称相连且外端向下倾斜的两节溢流分段,两节溢流分段连接处为溢流槽高位,溢流分段的外端为溢流槽的出口;两个溢流槽汇聚同一端的出口处,通过向下倾斜的并流导流槽与同一个抽锌泵接管的入口连通。
[0026]
本实施例中,所述环形溢流装置包括平行且斜向布置的左溢流槽和右溢流槽,两溢流槽斜向角度与炉鼻子内壁相适配;抽锌泵接管的入口在溢流槽最低位置,导流槽的上部与两溢流槽的出口连通,导流槽的下部与抽锌泵按管连通,形成一个上方下圆的漏斗。导流槽的溢流截面面积不得小于两端溢流槽截面面积之和的1.5倍,以防锌液排泄不畅,锌灰积聚堵塞通道。
[0027]
优选地,所述溢流槽由外侧的围板和底部的槽板围合而成,所述围板的上边沿超出槽板侧部,围板的下边沿向下延伸至底板22,并与底板22相连;所述槽板通板制作且底部呈圆弧过渡;槽板的两端与底板22焊接固定,围板、槽板和底板22围合形成密封腔21(所述环形溢流装置有两个溢流槽,分别对应两个互不连通的密封腔21)。
[0028]
本实用新型设计密封腔21,所述环形溢流装置浸入锌液中时,密封腔21受向上的浮力作用,支撑所述装置上浮,以减轻溢流装置重力对炉鼻子本体承载的影响。密封腔21体积由公式g≤γv确定。其中g为溢流槽质量,γ为锌液密度,v为密封腔21体积,装置浸入锌液中的带钢16体积可怱略不计。
[0029]
本实施例中,左右溢流槽高位分别对应如图2中的左槽板高位14处和右槽板高位15处;左溢流槽中的左围板1放样制作时与左槽板3展开后为一体;右溢流槽中的右围板2放样制作时与右槽板4展开后为一体。为使锌液流动更畅通,所述槽板为下凹的弧形板。
[0030]
优选地,为增强溢流槽刚性,预防溢流槽形变,在槽板的底部间隔设有用于与底板22相连的支撑板,支撑板板的上端与槽板外壁面相适配。本实施例中,左槽板3的底部设左主支撑板和两侧的左辅助支撑板(包括如图1中所示的左支撑板一10和左支撑板二11),其中左主支撑板位于左槽板3的底部中心;右槽板4的底部设右主支撑板和两侧的右辅助支撑板(包括如图1中所示的右支撑板一12和右支撑板二13),其中右主支撑板位于右槽板4的底部中心。
[0031]
为了加强溢流槽的强度,在溢流槽的内侧通长焊接挡渣板,挡渣板上下端向远离带钢16涂镀区域的方向外翻成弧状,防止带钢16穿带时划伤。本实用新型中,挡渣板的上端与溢流槽的槽板焊后形成一体,整体加工后共同构成锌液溢流面17。左右两个溢流槽分别对应设置左挡渣板5和右挡渣板6。
[0032]
优选地,所述抽锌泵接管有两组(包括第一抽锌泵接管7和第二抽锌泵接管8),设于溢流槽的两端且沿所述环形溢流装置的对角布置,以保持安装在炉鼻子上时重心平衡;两个溢流槽位于同一端的导流槽经变径管20与同一个抽锌泵接管的入口连通。
[0033]
本实用新型中,挡渣板的上端与溢流槽内侧(也即靠近带钢镀层钢板侧)构成溢流唇口,四条溢流唇口(每节溢流分段的入口各一个溢流唇口)构成锌液溢流面17,锌液溢流面17的平面度小于溢流槽最大边长的千分之0.5。本实施例中,所述左溢流槽对应两个左溢流唇口18,右溢流槽对应两个右溢流唇口19;所述环形溢流装置及抽锌泵与炉鼻子本体安装平衡后,四条溢流唇口与锌液溢流面17保持平行。设定锌锅液面与炉鼻子内部锌液面保持1mm高差,通过加锌与抽锌达到平衡;超过这一限度时抽锌泵开始工作,低于这一限度时加锌装置工作。
[0034]
本实用新型中,所述环形溢流装置是热镀锌线锌锅内炉鼻子的配套设备,类似于传统炉鼻子的鼻尖;所述环形溢流装置为与炉鼻子本体相连的独立结构,依炉鼻子本体定位密封,悬浮在锌锅内的锌液中,以形成镀层带钢16适宜工作环境;可根据需要进行拆装。所述环形溢流装置通过溢流槽将锌液面分为两个区域:1、溢流槽内为溢流区域,由围板和槽板围合而成,围板上端超出槽板内侧高度;2、两个溢流槽包围的中心区域为带钢16涂镀区域,其液面与锌锅主液面一致。溢流排灰时,加锌量增加,锌锅液面上涨,当液面升高至环形溢流装置四条溢流唇口构成的锌液溢流面17时,带钢16涂镀区域的锌液连带锌灰向溢流槽溢流,两边抽锌泵通过接管,将溢流槽内的锌灰排出炉鼻子之外。
[0035]
本实用新型中,所述环形溢流装置包围在带钢16四周(带钢16与溢流槽之间保留适当间隙,以防止带钢16穿带划伤)带钢16上下表面两侧溢流槽整体呈现“人”字形对称结构(一般认为,带钢16与沉没辊接触的表面为上表面,非接触面为下表面)。锌锅涂镀开始时,溢流装置浸入锌液内,与镀层液面、炉鼻子内腔、密封系统构成热镀封闭空间。带钢16从两溢流槽中间穿入,锌锅液面与炉鼻子内部溢流槽唇口的锌液溢流面17保持一定高差,通过加入锌锭与抽出锌液达到平衡。当炉鼻内锌灰增多时,增加锌锭投入,锌锅液面抬升,超过溢流槽的溢流唇口面时锌液沿“人”字形溢流槽对称分流,抽锌泵开始工作,锌灰随锌液排出炉鼻子,炉鼻子内锌液表面锌灰通过锌液的流动带入溢流槽内,并由抽锌泵排出到炉鼻子外部锌锅内,排入锌锅的锌灰变成浮渣被捞出锌锅。带钢16经过热镀封闭空间进入锌液,顺利完成热镀任务。
[0036]
最后应说明的是,以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但是凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips