
 商标分类
商标分类  商标转让
商标转让 
一种水平无箱铸造用模具的制作方法
 2021-01-29 22:01:07|
2021-01-29 22:01:07| 222|
222| 起点商标网
起点商标网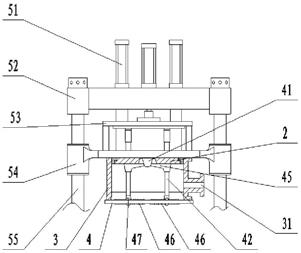
[0001]
本实用新型涉及无箱铸造技术领域,尤其是涉及一种水平无箱铸造用模具。
背景技术:
[0002]
水平无箱铸造生产线上用于批量生产小规格铸造产品,生产效率高、成本低。尤其是应用于耐磨铸造业,受到耐磨铸造行业的普遍认可,大幅度减少了企业用工,稳定了产品质量,扩大了产能,减轻了工人劳动强度,直接降低了生产成本,促进了耐磨铸造行业依托装备技术创新发展。
[0003]
但是,用于水平无箱铸造生产线上的模具工艺技术受限,如生产直径尺寸φ≤35mm的小规格耐磨铸球、铸段产品,由于模具工艺技术受限单副模具产能小,成品率低,不能满足正常生产需求或既定的的熔炼装备配置。该技术受限一定程度上制约了耐磨铸造企业的进一步发展。
技术实现要素:
[0004]
针对现有技术不足,本实用新型是提供一种水平无箱铸造用模具,其可提高小规格铸造产品单副模具的产能。
[0005]
为了解决上述技术问题,本实用新型所采用的技术方案为:
[0006]
该水平无箱铸造用模具,包括上压板、模板、浇口杯模型以及分流浇道模型,所述上压板位于模板上方,分流浇道模型的下端用于和模板相对接,所述上压板上设有浇口杯成型孔结构,浇口杯模型设在浇口杯成型孔结构中,浇口杯模型外侧壁与浇口杯成型孔结构的孔壁之间具有间隙,所述分流浇道模型设在上压板下方与浇口杯模型相连。
[0007]
进一步的,所述上压板的边缘设有用于与成型砂型砂箱内壁接触密封的密封结构。
[0008]
所述浇口杯模型为上大下小的锥形结构。
[0009]
所述上压板的下方设有浇冒口模型,浇冒口模型与分流浇道模型相连。
[0010]
所述浇口杯模型为一体结构或分体瓣组合结构。
[0011]
所述模板上设有与对应的分流浇道模型的下端相连的横浇道模型,所述横浇道模型为一组,一组横浇道模型之间互不连通独立设置。
[0012]
所述上压板的下方设有与浇冒口模型相连的观察槽成型凸台。
[0013]
所述上压板上对应浇冒口模型设有冒口安装孔。
[0014]
所述分流浇道模型包括斜浇道模型和竖浇道模型,所述斜浇道模型的一端与浇口杯模型的下部相连,斜浇道模型的另一端与竖浇道模型的上端相连,竖浇道模型的下端用于和模板相对接。
[0015]
所述浇冒口模型位于竖浇道模型的正上方,所述斜浇道模型的另一端和浇冒口模型以及竖浇道模型的上端相连。
[0016]
本实用新型与现有技术相比,具有以下优点:
[0017]
该水平无箱铸造用模具结构设计合理,扩大了单副砂型产出的产品,直接提高了20%-30%之间的产能,突破了小规格的铸造产品在水平无箱铸造生产领域的产能低的技术限制,进一步促进铸造企业的发展。
附图说明
[0018]
下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
[0019]
图1为本实用新型浇注砂型示意图。
[0020]
图2为本实用新型浇注砂型剖视示意图。
[0021]
图3为本实用新型模具在造型机局部示意图。
[0022]
图4为本实用新型模具分解示意图。
[0023]
图5为本实用新型模板示意图。
[0024]
图中:
[0025]
1、砂型;10、砂型分型面;11、浇口杯;12、分流注入系统;121、冒口杯;122、竖浇道;13、冒口孔;14、观察槽;15、分流浇道;16、产品模型腔; 17、直浇道;
[0026]
2、上压板;21、浇口杯成型孔结构;22、冒口安装孔;24、上压板密封结构;3、砂箱;31、通砂口;4、模板;41、浇口杯模型;42、分流注入系统模型;421、浇冒口模型;422、竖浇道模型;45分流浇道模型;46、产品模型; 46、横浇道模型;51、工作缸;52、顶架;53、上压板座板;54、上砂箱托架; 55、导柱。
具体实施方式
[0027]
下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明。
[0028]
如图1至图5所示,该水平无箱铸造用模具,包括上压板2、模板4、浇口杯模型41以及分流浇道模型45,上压板位于模板上方,分流浇道模型的下端用于和模板相对接,上压板上设有浇口杯成型孔结构21,浇口杯模型设在浇口杯成型孔结构中,浇口杯模型外侧壁与浇口杯成型孔结构的孔壁之间具有间隙,分流浇道模型设在上压板下方与浇口杯模型相连。
[0029]
从而实现浇口杯与上砂型一体成型,浇口杯设置在上砂型的上面,浇口杯下部与分流浇道连通,浇口杯起导流金属液的作用,不储存金属液,或者浇口杯和分流浇道只残留少量金属液。该模具及工艺广泛适宜于小规格铸造产品的批量铸造;充分提高金属液的产成品的利用率;缩短了模型串的长度,提高了产品的合格率。
[0030]
上压板的边缘设有用于与成型砂型砂箱内壁接触密封的密封结构,上压板密封结构24固定设置在上压板边缘。
[0031]
浇口杯模型为一体结构或分体瓣组合结构,浇口杯成型简便;浇口杯模型为上大下小的锥形结构,导流顺畅,上压板的下方设有浇冒口模型,浇冒口模型与分流浇道模型相连;其对应浇口杯模型的浇口杯成型孔结构为上小下大的锥形孔。
[0032]
上压板上对应浇冒口模型设有冒口安装孔22;上压板的下方设有与浇冒口模型相连的观察槽成型凸台,形成观察槽14孔,以便浇注时目视观察冒口处金属液注入情况。
[0033]
模板上设有与对应的分流浇道模型的下端相连的横浇道模型46,横浇道模型为一
组,一组横浇道模型之间互不连通独立设置,产品合格率高。
[0034]
分流浇道模型包括斜浇道模型和竖浇道模型422,斜浇道模型的一端与浇口杯模型的下部相连,斜浇道模型的另一端与竖浇道模型的上端相连,竖浇道模型的下端用于和模板相对接。
[0035]
浇冒口模型421位于竖浇道模型的正上方,斜浇道模型的另一端和浇冒口模型以及竖浇道模型的上端相连。
[0036]
上压板和砂箱以及模板设在造型机中,造型机的导柱55上端设有顶架52,顶架上设有工作缸51,工作缸的下部通过上压板底座53与上压板相连,上下砂箱通过上砂箱托架54和下砂箱托架设在导柱上,通过工作缸驱动上压板相对砂箱运动。
[0037]
扩大了单副砂型产出的产品,直接提高了20%-30%之间的产能,突破了小规格的铸造产品在水平无箱铸造生产领域的产能低的技术限制,进一步促进铸造企业的发展。
[0038]
优选具体实例为:
[0039]
如图2所示,浇口杯11与上砂型一体一次性成型;砂型1自砂型分型面10 分为上砂型和下砂型,浇口杯置于上砂型的上面;浇口杯通过上压板上的浇口杯模型成型,浇口杯外形为锥状,浇口杯可以一体成型也可以分为多瓣组成。
[0040]
浇口杯下部与分流浇道连接;浇口杯也可以直接与分流注入系统连通。分流浇道通过位于下压板下方的分流注入系统模型42成型。
[0041]
分流浇道15置于上压板下方,一端与浇口杯下部连通;分流浇道另一端与对应的分流注入系统的冒口杯121连通,形成对应浇注通道;并在上砂型顶部还设有部分不与分流通道相连的冒口孔13。
[0042]
分流注入系统12包括斜浇道和竖浇道,斜浇道与上压板连接;竖浇道122 与模板对应的横浇道联接形成完整的浇注系统;斜浇道和竖浇道以及冒口相连通。
[0043]
模板分别与上箱和下箱配合完成型砂充砂、挤压成型。模板上设有产品模型46和横浇道模型,横浇道与竖浇道联通,通过模板形成产品模型腔16;横浇道模型上设有与竖浇道下端相连的直浇道17。
[0044]
压板与砂箱配合压实型砂成型,上压板上设有浇口杯模型;上压板上设有分流浇道模型,上压板与浇道系统模型连接。砂箱设有通砂口,以便型砂通过外力作用自动充入砂箱。
[0045]
如图3和4所示,一种水平无箱铸造模具及工艺适用于水平无箱造型机成型铸造;上压板与上箱关联完成浇口杯、分流浇道、分流注入系统及上箱的产品型腔成型。
[0046]
模板下部模型等经下箱及压板压实型砂成型;砂箱3设有通砂口31,在外力作用下型砂自动充满砂箱压实。
[0047]
在砂型的上砂型的冒口处设置了观察槽,以便于浇注时观察,防止浇注时,金属液溢出。具体为,在上压板相应处设有观察槽凸台,型砂经压实,形成一个观察槽孔,以便浇注时目视观察冒口处金属液注入情况,适时终止金属液的注入量,实现安全生产的目的。
[0048]
通过对水平无箱铸造模具结构发明设计,实现金属液自凸出上箱上平面的浇口杯注入,再经分流注入系统分别注满对应的型腔;浇口杯与上砂型一体一次性成型,浇口杯起导流金属液的作用,不储存金属液,或者浇口杯和分流浇道只残留少量金属液。该模具及工艺广泛适宜于小规格铸造产品的批量铸造;充分提高金属液的产成品的利用率;缩短了模
型串的长度,提高了产品的合格率。
[0049]
上述仅为对本实用新型较佳的实施例说明,上述技术特征可以任意组合形成多个本实用新型的实施例方案。
[0050]
上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 砂型铸造

 热门咨询
热门咨询




tips