
 商标分类
商标分类  商标转让
商标转让 
用于炼钢炉的炉壳组焊件的制作方法
 2021-01-29 22:01:32|
2021-01-29 22:01:32| 218|
218| 起点商标网
起点商标网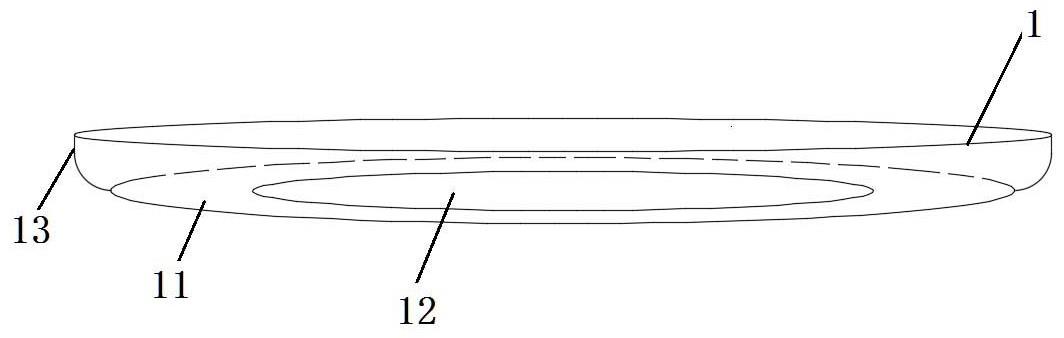
[0001]
本实用新型涉及炼钢炉,特别涉及炼钢炉的外壳,属于炼钢设备技术领域。
背景技术:
[0002]
炼钢炉和钢铁冶炼企业的核心设施,其设计和制造对正常的工艺运行和炼钢炉的寿命有重要影响,而正常的工艺运行决定着产品的质量和产量,炼钢炉的寿命直接决定这投资成本,所以炼钢炉的建造是钢铁企业中非常重要的作业,炼钢炉的直径较大,在目前的钢炼炉建造中,通常是在现场焊接炉体形状相似的钢炉壳,然后在按照工艺要求在钢壳内部砌筑耐火材料,最后建造成为炼钢炉,这种建造方式在实践中存在着以下缺陷:一是从技术层面上,在目前的炼钢炉的外壳制造中,都是采用平钢板拼接焊接的,周向上的圆形是依靠很多块平板之间焊接成(类似于微分原理),相互焊接的两块平板之间并非平滑过渡,实际上是有一定的夹角的,在上下方向上更是如此,因为炼钢炉根据工艺设计其从上到下并非一个筒形,在上下方向上有很多变径之处,特别还有“s”弯、弧形的过渡段,同理,平板焊接中要完全实现这些形状是不可能的(因为不能无限微分),上下焊接的钢板之间也有转折角度,在内部耐火砖砌筑时,这种外壳上的转折角度使耐火砖的砌筑不能严格到位,在某些部位由于转折角度的限制还影响耐火层的厚度和耐火砖之间的衔接,这对耐火层施工造成了影响,影响了炼钢炉建造的精确性,造成其在高温使用中不能发挥最佳性能,特别是热胀冷缩的情况在会造成对钢炉整体的破坏,影响其寿命,炼钢炉的寿命对投资影响较大;二是炉壳在现场焊接作业导致现场作业量大,由于首先需要焊接外壳,现场这么大的工作量导致现场作业时间长、管理难度增加,而且建造的越接近与平滑过渡的弧形,需要分割的块数也就越多,造成的工作量也越大,大大的提高了建造成本。
技术实现要素:
[0003]
本实用新型的目的在于克服目前的钢炉建造中存在的上述问题,提供一种用于炼钢炉的炉壳组焊件。
[0004]
为实现本实用新型的目的,采用了下述的技术方案:用于炼钢炉的炉壳组焊件,所述的炉壳组焊件包括炉底组焊件、炉顶组焊件、s弯组焊件、喇叭口组焊件、过渡段组焊件,所述的炉底组焊件底部为圆形板,圆形板的中间具有中孔,圆形板的边缘具有向上的翻边,翻边与圆形板之间为平滑的过渡,该炉底组焊件采用多个相同的炉底组焊块之间焊接而成,炉底组焊块为沿圆形板周向等分的弧度相同的炉底弧形组焊块;炉底弧形组焊块两侧边的延伸线相较于圆形板的中心;
[0005]
所述的炉顶组焊件为半球形,半球形采用多瓣相同的炉顶组焊块之间焊接而成,炉顶弧形组焊块从半球形的顶部中心向半球形的底部切开等分后得到;
[0006]
所述的s弯组焊件内外表面上下方向为s形,s弯组焊件水平方向的任何部位的切面均为圆形,s弯组焊件采用多个相同的s弯组焊块之间焊接而成,s弯组焊件周向等分后得到的弧度相同的s弯组焊块;
[0007]
喇叭口组焊件为周面为双曲线形,喇叭口组焊件水平方向的任何部位的切面均为圆形,喇叭口组焊件由多个相同的喇叭口组焊块之间焊接而成, s弯组焊块组焊件周向等分后得到的弧度相同的喇叭口组焊块;
[0008]
过渡段组焊件上下部为大小不一的圆形口,过渡段组焊件内外表面上下方向为弧形,过渡段组焊件由多个相同的过渡段组焊块之间焊接而成,过渡段组焊件周向等分后得到的弧度相同的过渡段组焊块。
[0009]
进一步的;所述的s弯组焊件、喇叭口组焊件、过渡段组焊件其中的任一组焊件中最小的部位的直径大于6米,炉底组焊件的翻边形成的圆的直径大于6米,炉顶组焊件半球形的直径大于6米。
[0010]
本实用新型的积极有益技术效果在于:本实用新型根据钢炉的设计,将其在竖直方向上有变径的部位采用组焊件,各组焊件根据设计的形状分割后形成的相同的阻焊块之间焊接而成,而阻焊块可以压制成为设计的形状,焊接成组焊件后没有上下方向没有直接的转折,全部为弧形或者平滑状,更真实的反映了钢炉的形状,在内部砌筑耐火层时更为精确到位,耐火层的厚度、衔接均能很好的保证,而且其热胀冷缩对钢炉的整体破坏性降低,能够提高钢炉的寿命。还有本炉壳可以工厂内根据设计事先制作,制作完成后在现场吊装后图上下各部分的筒体之间相互焊接即可,所以本实用新型的方案能够大大压缩钢炉的建造周期,创造更好的经济效益。
附图说明
[0011]
图1是炉底组焊件的示意图。
[0012]
图2是炉底组焊块的示意图。
[0013]
图3是炉顶组焊件的示意图。
[0014]
图4是炉顶组焊块的示意图。
[0015]
图5是s弯组焊件的示意图。
[0016]
图6是s弯组焊块的示意图。
[0017]
图7是喇叭口组焊件的示意图。
[0018]
图8是喇叭口组焊块的示意图。
[0019]
图9是过渡段组焊件的示意图。
[0020]
图10是过渡段组焊块的示意图。
具体实施方式
[0021]
为了更充分的解释本实用新型的实施,提供本实用新型的实施实例。这些实施实例仅仅是对本实用新型的阐述,不限制本实用新型的范围。
[0022]
结合附图对本实用新型进一步详细的解释,附图中各标记为:1:炉底组焊件;11:圆形板;12:中孔;13:翻边;14:炉底组焊块;2:炉顶组焊件;21:炉顶组焊块;3:s弯组焊件;31:s形;32:s弯组焊块;4:喇叭口组焊件;41:双曲线;42:喇叭口组焊块;5:过渡段组焊件;51:弧形;52:过渡段组焊块。
[0023]
如附图所示,用于炼钢炉的炉壳组焊件,所述的炉壳组焊件包括炉底组焊件1、炉顶组焊件2、s弯组焊件3、喇叭口组焊件4、过渡段组焊件5,所述的炉底组焊件底部为圆形板
11,圆形板的中间具有中孔12,圆形板的边缘具有向上的翻边13,翻边与圆形板之间为平滑的过渡,该炉底组焊件采用多个相同的炉底组焊块14之间焊接而成,炉底组焊块为沿圆形板周向等分的弧度相同的炉底弧形组焊块;炉底弧形组焊块两侧边的延伸线相较于圆形板的中心;
[0024]
所述的炉顶组焊件2为半球形,半球形采用多瓣相同的炉顶组焊块21之间焊接而成,炉顶弧形组焊块从半球形的顶部中心向半球形的底部切开等分后得到;
[0025]
所述的s弯组焊件3内外表面上下方向为s形,s形如31所示,s弯组焊件水平方向的任何部位的切面均为圆形,s弯组焊件采用多个相同的s弯组焊块32之间焊接而成,s弯组焊件周向等分后得到的弧度相同的s弯组焊块32;
[0026]
喇叭口组焊件4为周面为双曲线形,双曲线如41所示,喇叭口组焊件水平方向的任何部位的切面均为圆形,喇叭口组焊件由多个相同的喇叭口组焊块42之间焊接而成, s弯组焊块组焊件周向等分后得到的弧度相同的喇叭口组焊块;
[0027]
过渡段组焊件5上下部为大小不一的圆形口,过渡段组焊件内外表面上下方向为弧形51,过渡段组焊件由多个相同的过渡段组焊块42之间焊接而成,过渡段组焊件周向等分后得到的弧度相同的过渡段组焊块。所述的s弯组焊件、喇叭口组焊件、过渡段组焊件其中的任一组焊件中最小的部位的直径大于6米。炉底组焊件的翻边形成的圆的直径待遇6米,炉顶组焊件半球形的直径大于6米。在直径小(小于6米)的情况下部分部件可以用一次压制成型进行制造。
[0028]
在详细说明本实用新型的实施方式之后,熟悉该项技术的人士可清楚地了解,在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围,且本实用新型亦不受限于说明书中所举实例的实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips