
 商标分类
商标分类  商标转让
商标转让 
一种时效热处理真空罐的制作方法
 2021-01-29 20:01:13|
2021-01-29 20:01:13| 228|
228| 起点商标网
起点商标网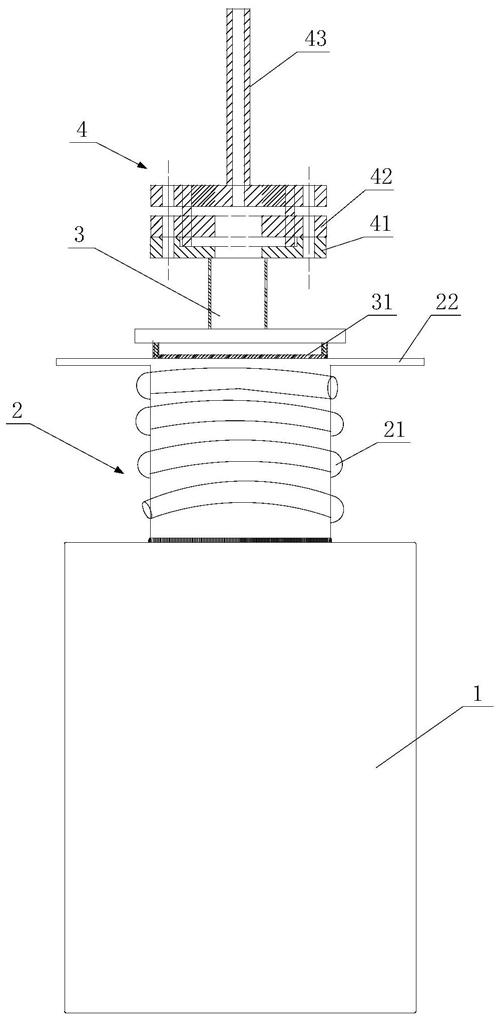
[0001]
本实用新型涉及热处理装置领域,尤其涉及一种小型的时效热处理真空罐。
背景技术:
[0002]
金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。因而金属通常应在可控气氛或保护气氛中、熔融盐中和真空中加热,也可用涂料或包装方法进行保护加热。加热温度是热处理工艺的重要工艺参数之一,选择和控制加热温度,是保证热处理质量的主要问题。加热温度随被处理的金属材料和热处理的目的不同而异,但一般都是加热到相变温度以上,以获得高温组织。另外转变需要一定的时间,因此当金属工件表面达到要求的加热温度时,还须在此温度保持一定时间,使内外温度一致,使显微组织转变完全,这段时间称为保温时间。采用高能密度加热和表面热处理时,加热速度极快,一般就没有保温时间,而化学热处理的保温时间往往较长。因此工件的热处理就需要一个有真空环境的炉子来保证热处理的顺利进行以及热处理的高效率,由此就产生了时效热处理真空炉,而时效热处理真空炉一般都形状庞大适用于大型工件的热处理而对于那些小型的工件、零件来说就显得大材小用了。目前市面上真空热处理设备种类繁多,精度控制也比较精确,但操作流程复杂,空间小,取样麻烦,而且价格非常昂贵。
技术实现要素:
[0003]
为克服现有真空热处理设备不适用于小型零件,结构复杂、成本高等不足,本实用新型所要解决的技术问题是:提供一种结构简单、成本低、操作简便的时效热处理真空罐。
[0004]
本实用新型解决其技术问题所采用的技术方案是:
[0005]
一种时效热处理真空罐,包括罐体、辅助装置、罐盖和抽真空组件,所述辅助装置为筒状结构,其外围设有冷却水管,辅助装置的一端焊接在罐体的开口处,与罐体连通,另一端与罐盖通过螺栓连接,所述抽真空组件位于罐盖远离辅助装置的一侧,并与罐盖相连通。
[0006]
进一步的是,所述罐体为双层结构,采用奥氏体不锈钢通过氩弧焊的方式焊接而成。
[0007]
进一步的是,所述辅助装置靠近罐盖的一端设有定位挡板。
[0008]
进一步的是,所述冷却水管为铜管,并在辅助装置上缠绕至少三圈。
[0009]
进一步的是,所述罐盖在与辅助装置接触的一面设有挡圈,所述挡圈上套接有密封圈。
[0010]
进一步的是,所述抽真空组件包括通过螺栓依次连接的上法兰、下法兰和抽气管,所述上法兰远离下法兰的一侧与罐盖焊接。
[0011]
进一步的是,还包括支撑架,所述支撑架包括板面和可升降的支腿,所述板面为镂空结构,支腿通过螺栓固定在罐体内壁上。
[0012]
本实用新型的有益效果是:通过在罐盖与罐体之间设置辅助装置,利用冷却水管进行隔热,避免在加热过程中熔化真空管,从而实现了加热和抽真空功能,整个装置结构简单、成本低、操作简便,很适合实验室使用。
附图说明
[0013]
图1是本实用新型结构示意图。
[0014]
图2是本实用新型的支撑架结构示意图。
[0015]
图中标记为,1-罐体,2-辅助装置,3-罐盖,4-抽真空组件,5-支撑架,21-冷却水管,22-定位挡板,31-密封圈,41-上法兰,42-下法兰,43-抽气管,51-板面,52-支腿。
具体实施方式
[0016]
下面结合附图对本实用新型进一步说明。
[0017]
如图1所示,本实用新型的一种时效热处理真空罐,包括罐体1、辅助装置2、罐盖3和抽真空组件4,所述辅助装置2为筒状结构,其外围设有冷却水管21,辅助装置2的一端焊接在罐体1的开口处,与罐体1连通,另一端与罐盖3通过螺栓连接,所述抽真空组件4位于罐盖3远离辅助装置2的一侧,并与罐盖3相连通。
[0018]
其中,罐体1用于放置进行时效处理的零件,通过取下罐盖3的方式经辅助装置2放入零件。抽真空组件4用于连接外部真空泵,对罐内进行抽真空操作。辅助装置2主要是起冷却作用,将冷却水管21与冷却池连通,对辅助装置2进行冷却,避免在时效处理过程中热量传递到抽真空组件4,导致真空管等设备熔化损坏。相比现有时效热处理设备,本申请的方案具有结构更加简单、成本低、操作简便、热处理空间大等优点。
[0019]
对于罐体1,为了起到良好的保温作用,所以罐体1最好采用双层结构。材质选用奥氏体不锈钢,能耐的住600℃的温度,并且具有一定耐腐蚀性。制作时通过氩弧焊的方式焊接而成,保证密封性能。
[0020]
为了便于将该装置放入马沸炉等加热设备中,在所述辅助装置2靠近罐盖3的一端设有定位挡板22。定位挡板22可将罐体1定位固定在马沸炉的炉口处,保证时效处理过程中的稳定性。
[0021]
对于缠绕在辅助装置2外围的冷却水管21,优选铜管,铜管具有一定耐高温性,并且热传导性能优异,在设置时根据设备大小,一般在辅助装置2上缠绕至少三圈即可,确保热量不会过多的传递到抽真空组件4。
[0022]
进一步的,所述罐盖3在与辅助装置2接触的一面设有挡圈,所述挡圈上套接有密封圈31。由于进行热处理的工件较小,因此罐体1和罐盖3不会很大,这样可以降低罐体密封性差的缺陷,不过最好还是套上密封圈31来保证罐盖3具有足够好的密封性。
[0023]
所述抽真空组件4包括通过螺栓依次连接的上法兰41、下法兰42和抽气管43,所述上法兰41远离下法兰42的一侧与罐盖3焊接。通过法兰连接,可保证连接的可靠性和密封性,同时便于拆卸维护。
[0024]
进一步的,为了保证零件放置在罐体1中的稳定性,该装置还包括支撑架5,如图2所示,所述支撑架5包括板面51和可升降的支腿52,所述板面51为镂空结构,支腿52通过螺栓固定在罐体1内壁上。根据不同的零件,可以调整板面51高度,以使零件尽量位于罐体中
部。也可以在板面51上设置格子槽,将零件稳定放置在格子槽中进行时效处理。
[0025]
本实用新型通过在罐盖与罐体之间设置辅助装置,利用冷却水管进行隔热,避免在加热过程中熔化真空管,从而通过简单的结构同时实现了加热和抽真空功能,整个装置结构简单、成本低、操作简便,很适合实验室使用,具有很好的实用性和应用前景。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 焊接法兰

 热门咨询
热门咨询




tips