
 商标分类
商标分类  商标转让
商标转让 
一种利用传感器监测数据实时监测报警方法与流程
 2021-01-29 18:01:28|
2021-01-29 18:01:28| 293|
293| 起点商标网
起点商标网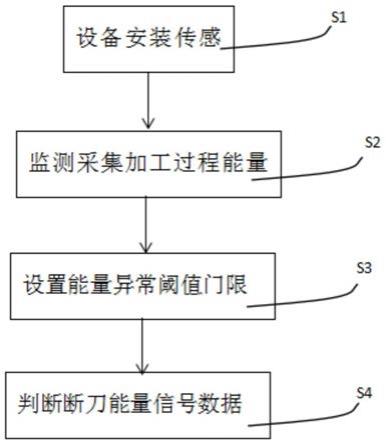
[0001]
本发明涉及3c行业机床加工领域,尤其涉及一种利用传感器监测数据实时监测报警方法。
背景技术:
[0002]
车间cnc设备加工生产情景下,刀具在机床上加工过程,因各种因素包括刀具质量,工艺问题,产品材质,治具,以及刀具不断磨损,寿命到期等会出现刀具断刀、磨损、崩刃等异常情况。若刀具异常未及时发现,会造成批量废品,浪费原材料,产品良率降低,影响生产进度,损坏设备等。通过在机床上安装相关传感器获得加工过程能量变化情况来及时判断刀具异常情况。
技术实现要素:
[0003]
本发明的目的在于克服上述不足,提供一种利用传感器监测数据实时监测报警方法。
[0004]
为实现上述目的,本发明的技术解决方案是:一种利用传感器监测数据实时监测报警方法,包括如下步骤:
[0005]
(1)设备安装传感器:
[0006]
根据机床不同应用场景,测试分析设备合理位置,选择合适传感器安装在机床合适的位置,及时有效监测机床的加工过程;
[0007]
(2)监测采集加工过程能量数据:
[0008]
采集软件对设备状态进行数据采集,对程序代码开始运行的起始行和程序代码结束运行的结束行进行标记来有效过滤筛选加工过程有效段能量数据;
[0009]
(3)设置能量异常阈值门限:
[0010]
把采集到的数据储存到数据库,对正常加工和异常加工的能量变化数据进行分析,根据数据积累设置刀具正常工作时的能量阈值门限值a;
[0011]
(4)判断刀具异常能量信号:
[0012]
改变数据按时间排列的顺序,将该组数据重新按能量值进行从小到大排序;在重新排序的数组中,设置参数百分比x,再次过滤掉前(1-x)/2量的数据和过滤后(1+x)/2量的数据,然后对剩余数量的数据进行求平均值y,系统软件设置系数b,判断y*b值是否大于阈值门限a,若是小于阈值门限a则判断刀具异常,设备三色灯报警提示,机床锁机,现场相关人员及时响应处理,停机换刀,若是小于等于阈值门限a,机床为正常加工状态。
[0013]
优选的,所述步骤(4)判断刀具异常能量信号还可以为软件设置点数n,软件实时采集传感器能量值过程中,若采集到能量值超过设置阈值门限a,且采集到的能量值数量<=n,说明此时加工过程中,产生一个异常波峰瞬间,该瞬间为刀具断刀瞬间才有的异常能量,软件发现符合该特征的信号,系统判断此时设备发生断刀事件,设备三色灯报警提示,机床锁机,现场相关人员及时响应处理,停机换刀。
[0014]
优选的,所述参数x可以根据应用场景设置具体值。
[0015]
优选的,所述系统软件系数b<1。
[0016]
优选的,所述阈值门限a为实际加工设置的样本值。
[0017]
本发明由于采用了以上技术方案,具有显著的技术效果:本申请能实时、准确、有效监测到刀具断刀情况,然后通过设备三色灯报警,机床锁机等效果来提醒现场相关人员及时响应处理,停机换刀,及时止损。刀具断刀实时报警提醒能帮助提升产品良率,降低产生批量废品的风险,保护机床,节省原材料,提高加工效率,节约成本。
附图说明
[0018]
图1为本发明的工作流程图;
[0019]
图2为实施例一数据处理前的波形图;
[0020]
图3为实施例一数据处理后的波形图;
[0021]
图4为实施例二的波形图。
具体实施方式
[0022]
以下结合附图和具体实施例来进一步说明本发明。
[0023]
实施例一:如图1,本发明一种利用传感器监测数据实时监测报警方法,包括以下步骤:
[0024]
(1)设备安装传感器:
[0025]
根据机床不同应用场景,测试分析设备合理位置,选择合适传感器安装在机床合适的位置,及时有效监测机床的加工过程;
[0026]
(2)监测采集加工过程能量数据:
[0027]
采集软件通过采集的设备状态、程序开始运行标记、程序结束运行标记来有效过滤筛选加工过程有效段能量变化数据;
[0028]
对机床有效加工程序的开始和结束程序进行标识符bemark标记,当程序执行到第一个bemark标识符开始进行标记,当程序执行到第二个bemark符结束标记,从而筛选出整个有效加工段的有效段能量变化数据,去除非加工时间段产生的能量,包括机床对刀过程,程序加工过程中换刀过程,刀具回零点基准位过程,刀具下刀过程,工件拿取和放下过程,加工环境清理过程等等。
[0029]
(3)设置能量异常阈值门限:
[0030]
采集数据入库,对正常加工和异常加工的能量变化数据进行分析,根据数据积累设置刀具正常工作时的能量阈值门限a,a实际加工设置的样本值;
[0031]
(4)判断刀具异常能量信号:
[0032]
改变数据按时间排列的顺序,将该组数据重新按能量值进行从小到大排序;在重新排序的数组中,设置参数百分比x,再次过滤掉前(1-x)/2量的数据和过滤后(1+x)/2量的数据,然后对剩余数量的数据进行求平均值y,系统软件设置系数b(b<1)判断y*b值是否大于阈值门限a,若是大于则判断刀具异常,设备三色灯报警提示,机床锁机,现场相关人员及时响应处理,停机换刀,若是小于等于阈值门限a,机床为正常加工状态。
[0033]
[0034][0035]
上述数据为按时间排列的数据,下列数据为按数值从小到大排列的顺序。
[0036]
[0037]
[0038][0039]
如图2_3所示,通过改变能量数据的排列顺序,过滤掉前(1-x)/2量的数据和过滤后(1+x)/2量,很容易y*b值是否大于阈值门限a,进而判断机床的刀具加工状态。
[0040]
实施例二:
[0041]
所述步骤(4)判断刀具异常能量信号还可以为软件设置点数n,软件实时采集传感器能量值过程中,若采集到能量值超过设置阈值门限a,且采集到的能量值数量<=n,说明此时加工过程中,产生一个异常波峰瞬间,该瞬间为刀具断刀瞬间才有的异常能量,软件发现符合该特征的信号,系统判断此时设备发生断刀事件,设备三色灯报警提示,机床锁机,现场相关人员及时响应处理,停机换刀。
[0042]
时间正常加工断刀瞬间的加工阈值00.9666671.2633333334.87210.710.813.443520.80.713.95231.1366671.2033333335.660640.841.94.03251.0266670.7766666675.15386761.7933330.778.984670.7033330.7133333333.650380.710.6666666673.486190.67333332.796666673.279133100.80.653.872111.210.7166666675.8685120.8066671.0766666674.001067130.6433330.6033333333.178067140.580.6433333333.0102150.670.6366666673.2361
[0043]
如图4,所示能很明显的看到异常波峰,从而知道刀具异常加工的情况。
[0044]
以上所述的,仅为本发明的较佳实施例而已,不能限定本实用实施的范围,凡是依本发明申请专利范围所作的均等变化与装饰,皆应仍属于本发明涵盖的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips