
 商标分类
商标分类  商标转让
商标转让 
一种自动螺纹攻丝机的制作方法
 2021-01-29 18:01:37|
2021-01-29 18:01:37| 250|
250| 起点商标网
起点商标网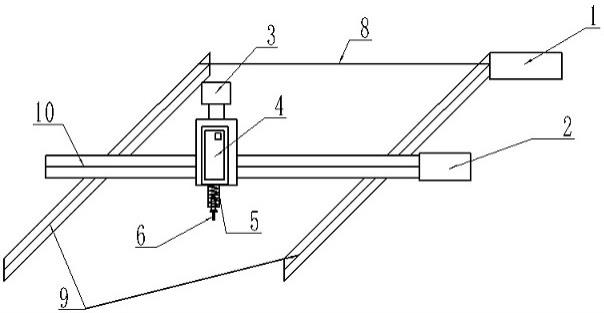
[0001]
本实用新型属于自动化控制领域,具体涉及到一种能够在零件的多个孔自动攻丝的装置。
背景技术:
[0002]
随着社会的进步,经济的发展,科技的日新月异,自动化技术在社会的各行各业被广泛应用,其中又以自动化生产线应用最为广泛,自动化生产线具有效率高,应用灵活,工作精度高,运行平稳等特点,并且节省了人力物力,大大提高了生产效率。目前,自动化生产线在我国的工业生产领域及其他诸多领域应用广泛,并且有着十分广阔的应用前景。
[0003]
现在的螺纹攻丝一般由工人在钻床或加工中心上完成,人工效率低,普通加工中心只能在一个平面上攻丝,又占用加工中心的时间,多轴的加工中心太昂贵,用在攻丝上有些浪费。
技术实现要素:
[0004]
本实用新型的目的在于提供一种能够自动对已钻孔零件进行攻螺纹的装置,该装置能够对批量零件进行加工,并且能够自由移动,可放置在其他机床上进行同步加工。
[0005]
为实现上述目的,本实用新型采用以下方案。
[0006]
本实用新型主要包括三轴龙门模组,伺服电机,动力头,可伸缩浮动刀柄夹头,丝锥及电气控制系统组成。所述三轴龙门模组由x,y,z三个轴组成,每轴由伺服电机驱动滚珠丝杠和滑块;所述动力头固定在z轴上,在三轴龙门模组的驱动下,动力头可前后左右上下六个方向移动,动力头由普通电机驱动;所述可伸缩浮动刀柄夹头固定在动力头上,随动力头旋转,并配备防过载装置;所述机用丝锥安装在刀柄夹头上,用来对孔进行攻丝。
[0007]
作为优选的,三轴龙门y轴由两根丝杠中通过同步杆连接,采用一台伺服驱动。
[0008]
作为优选的,动力头加减速机后最高转速在600r/min以下。
[0009]
作为优选的,可伸缩浮动刀柄伸缩幅度在
±
30mm以内。
[0010]
作为优选的,本设计采用西门子s7 200smart plc+触摸屏做主控制器。
[0011]
作为优选的,动力头上有2个限位开关作为攻丝的下止点和上止点,并且可调。
附图说明
[0012]
图1 为本实用新型的整体结构图;
[0013]
图1中:1-y轴伺服电机,2-x轴伺服电机,3-z轴伺服电机,4-动力头,5-可伸缩浮动刀柄6-丝锥,8-y轴同步轴,9-y轴丝杠,10-x轴丝杠。
具体实施方式
[0014]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然所描述的实施例仅仅是本实用新型一部分实施例,而不是全部实施
例基于本实用新型的实施例,本领域普通技术人员在没有做出创造性前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
[0015]
本实用新型的设计的攻丝机采用工件不动,三轴龙门模组带动动力头前后左右移动,以完成整个攻丝过程。在使用本实用新型前需要对第一个零件上的孔位置进行性示教,也就是说,将零件固定好以后,按触摸屏上的x,y,z轴方向按钮以移动动力头,对准第一个孔以后,按下“保存”按钮,则当前的位置信息被保存到plc存储器中,然后点“动力头启动”动力头开始正转启动,z轴开始向下移动,碰到工件孔后,开始攻丝,当攻丝完成后,点击“攻丝完成”动力头立即反转运行,同时z轴开始上升,上升到初始位置后停止,动力头停转,则第一个孔示教完成,以此类推,将工件的上的所有孔示教完成后,更换下一个工件,则此时只需点击“启动”按钮,攻丝机将自动对工件上的孔进行攻丝。
[0016]
本实用新型的关键技术在于:刀柄采用可伸缩式的,可有效避免因动力头转速和z轴下降速度不匹配造成的螺纹孔损坏。
[0017]
进一步的,本实用新型的电控上设有“暂停”按钮,可在任意过程设置暂停,以完成更换丝锥或其他操作。
[0018]
尽管已经示出和描述了本实用新型的实施例,对于本领域的技术员而言,完全可以在不偏离本项实用新型技术原理和精神的情况下,进行多样的变更及修改,本实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips