
 商标分类
商标分类  商标转让
商标转让 
用于生产至少一个盘形或环状盘形部件的方法与流程
 2021-01-29 18:01:55|
2021-01-29 18:01:55| 293|
293| 起点商标网
起点商标网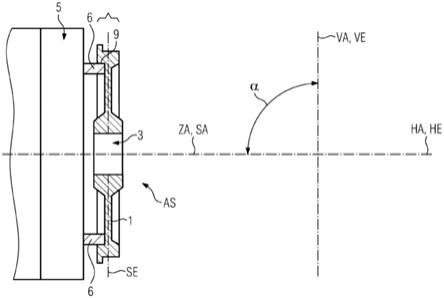
用于生产至少一个盘形或环状盘形部件的方法
[0001]
本发明涉及一种用于生产至少一个盘形或环状盘形部件,特别是盘形或环状盘形车轮的方法。
[0002]
用于生产盘形或环状盘形部件的对应方法本身从现有技术是已知的,所述盘形或环状盘形部件即例如盘形或环状盘形车轮,例如用作例如用于轨道车辆的车轮或火车车轮。
[0003]
对应方法通常包含提供毛坯,例如盘形或环状盘形毛坯,它待机械加工,即特别是通过切割进行,所述毛坯在夹紧状态下被夹紧并且在待生产的部件的形成中在所述夹紧状态下被机械加工,即特别是通过切割进行。
[0004]
迄今为止,在夹紧状态下的毛坯通常被布置或定向为使得其对称轴线或中心轴线位于竖直轴线或平面内。
[0005]
这种夹紧状态可能产生各种缺点,例如由以下事实组成或由以下事实引起:与加工有关的被移除的材料,即特别是切屑和/或冷却液,积聚在待机械加工的毛坯上,并且这可能对机械加工过程产生负面影响。
[0006]
本发明的目标是指明一种用于生产至少一个盘形或环状盘形部件,特别是盘形或环状盘形车轮的方法,所述方法表示改进。
[0007]
所述目标是通过根据技术方案1的一种用于生产至少一个盘形或环状盘形部件,特别是盘形或环状盘形车轮的方法来实现。从属权利要求涉及测量装置的可能的实施例。
[0008]
本文中所描述的方法用于生产至少一个(大致上)盘形或环状盘形部件,特别是(大致上)盘形或环状盘形车轮或驱动轮。根据所述方法生产的盘形或环状盘形部件,即特别是盘形或环状盘形车轮,特别可为用于轨道车辆的车轮或驱动轮,即例如火车车轮,尤其是高速火车的火车车轮。
[0009]
在某些情况下,即取决于部件的特定预期使用领域,根据所述方法制造的部件可具有盘形或环状盘形几何形状,其偏离几何限定的盘形或环状盘形几何形状。对应偏差可存在于例如外圆周的阶梯状轮廓设计的横截面中,如例如可发现于火车车轮中。
[0010]
本文中所描述的程序包含以下步骤:
[0011]
在所述方法的第一步骤中,提供至少一个待机械加工的,即特别是通过切割进行机械加工的毛坯。毛坯具有中心轴线。中心轴线可为例如毛坯的对称轴线。在这方面,毛坯可具有旋转对称的几何形状,即特别是盘形或环状盘形几何形状。环状盘形几何形状与盘形几何形状的区别通常在于中间或中心的可能是孔状或孔形的凹口,使得与仅具有外圆周的盘形毛坯相比,环状盘形毛坯具有限定中间或中心凹口的外圆周和内圆周两者。盘形或环状盘形毛坯通常具有盘平面。盘平面通常由毛坯的中心轴线以直角横穿;因此,毛坯的中心轴线通常垂直于毛坯的盘平面而定向。
[0012]
根据所述方法生产的毛坯或任何情况下的盘形或环状盘形部件可具有横截面几何形状或面积不同的区段。例如,所述毛坯或待生产的部件在外圆周的区域中可具有与在径向上看更内侧的区域不同的横截面几何形状。为了制造车轮,特别是火车车轮,适用的是,毛坯的外圆周随后可形成部件的行驶表面。
[0013]
根据所述方法,通常提供金属毛坯,即由例如含铁金属材料制成的毛坯;因此,根据所述方法的盘形或环状盘形部件是金属部件,即由含铁金属材料制成的部件。毛坯特别是半成品或预制品。具体来说,毛坯可为金属铸件或锻件,即由金属铸造或锻造合金制成的毛坯。
[0014]
在第一步骤之后的方法的第二步骤中,在至少一种夹紧状态下,即特别是在毛坯的夹紧位置或夹紧定向中,使用对应提供的待机械加工的毛坯(在下文中仅使用术语“夹紧状态”,其包含毛坯的特定夹紧位置或夹紧定向)。毛坯的每一夹紧状态与毛坯的至少一种特定加工状态相关联,即特别是毛坯的加工位置或加工定向(在下文中仅使用术语“夹紧状态”,其包含毛坯的特定夹紧位置或夹紧定向)。
[0015]
根据所述方法,在至少一种夹紧状态下夹紧毛坯,在所述夹紧状态下,毛坯的中心轴线与竖直轴线或平面成角度;因此,毛坯的中心轴线(除任何交点之外)在竖直轴线或平面之外。根据所述方法,待机械加工的毛坯通常在夹紧状态下被布置为使得毛坯的中心轴线与竖直轴线或平面成角度,即特别是不平行于竖直轴线或平面。对于盘形或环状盘形毛坯,适用的是,毛坯的盘平面在夹紧状态下为或将相对于水平轴线或平面成角度定向或倾斜;如下所示,毛坯的盘平面在夹紧状态下特别可为或可变得平行于竖直轴线或平面定向。
[0016]
根据毛坯相对于竖直轴线或平面的成角度地倾斜或倾斜布置或定向——例如,这可由用以实行所述方法的加工中心的竖直机器轴线限定——存在用于毛坯机械加工的若干优点,且因此用于根据所述方法生产待生产的盘形或环状盘形部件。这些优点特别在于,取决于毛坯相对于竖直轴线的特定定向,与加工相关的被移除的材料,即特别是切屑和/或冷却液,变得更难以或根本不可能累积在待加工的毛坯上。这还导致以下事实:可以(相当大地)改进毛坯在其机械加工期间的冷却效果从而提高冷却效率,因为对于通常使用的冷却液来说,仅变得更难以或根本不可能累积在毛坯上,即盘形或环状盘形毛坯上,特别是毛坯的平行于盘平面的表面上,并加热。也可更好地(以光学方式)观察到毛坯的机械加工过程;使得在待实施或已实施的过程监测方面也有优点。特别与在毛坯的中心轴线位于竖直轴线或平面中的夹紧状态下的毛坯的已知夹紧相比,存在前述优点。
[0017]
毛坯可在所描述的夹紧状态下经由夹紧装置被夹紧,所述夹紧装置包括一个或多个夹紧元件,即例如一个或多个夹紧爪,即例如用以实行所述方法的加工中心的卡盘。因此,根据所述方法使用的夹紧装置被配置成在所描述的夹紧状态下夹紧毛坯。对应夹紧装置还可被配置成实施多个不同的夹紧状态,特别是其中毛坯的中心轴线在每一情况下与竖直轴线或平面成角度的多个不同的夹紧状态。对应夹紧装置可以至少一个运动自由度进行可移动地安装——所述运动自由度可为沿着至少一个平移轴线的平移自由度和/或围绕至少一个旋转轴线的旋转自由度。对应平移或旋转轴线可例如由用于实行所述方法的加工中心的加工轴线或机器轴线限定。
[0018]
在第二步骤之后的方法的第三步骤中,对在夹紧状态下夹紧的毛坯执行机械加工,其中毛坯的中心轴线与竖直轴线或平面成角度,以生产盘形或环状盘形部件。毛坯的机械加工特别基于与待生产部件的最终几何形状有关的数据,从而使部件生产接近其最终形状或具有精确形状。毛坯的机械加工通常包含涉及切割或切削的至少一个机械加工步骤。因此,毛坯的机械加工可例如通过钻孔和/或车削和/或铣削来完成,或者可包含钻孔和/或车削和/或铣削。
[0019]
毛坯的机械加工可使用至少一个机械加工装置来实行,所述机械加工装置包括至少一个机械加工工具,即特别是钻孔和/或车削和/或铣削工具,即特别是用于实施所述方法的加工中心的钻孔和/或车削和/或铣削单元。取决于特定配置,机械加工装置可以至少一个运动自由度相对于在夹紧状态下夹紧的毛坯进行可移动地安装——所述运动自由度可为沿着至少一个平移轴线的平移运动自由度和/或围绕至少一个旋转轴线的旋转运动自由度。
[0020]
总体上,存在用于生产盘形或环状盘形部件的改进的方法。
[0021]
根据所述方法,毛坯可被夹紧为使得毛坯的中心轴线相对于竖直轴线或平面以1至179
°
之间的角度定向,所述角度特别是在15至175
°
之间,优选地在30至150
°
之间。因此,在夹紧状态下夹紧的毛坯与竖直轴线或平面之间的角度可在1至179
°
之间,特别在15至175
°
之间,优选地在30至150
°
之间。在夹紧状态下夹紧的毛坯与竖直轴线或平面之间的角度特别优选地在80至100
°
之间,特别在85至95
°
之间。
[0022]
根据所述方法的特定实施例,毛坯可被夹紧为使得其中心轴线相对于竖直轴线或平面以90
°
的角度定向。毛坯的中心轴线因此可在夹紧状态下水平定向或变得水平定向。在夹紧状态下,毛坯的中心轴线因此可与用于实行所述方法的加工中心的加工轴线同轴地或同心地定向。因此,在夹紧状态下,盘形或环状盘形毛坯的盘平面可竖直定向或变得竖直定向。
[0023]
前述角度或角度范围可理解为顺时针或逆时针。
[0024]
毛坯可在以下夹紧状态下被夹紧:对平行于毛坯中心平面的毛坯表面至少分段地执行机械加工,特别是完全机械加工,并且对毛坯的外圆周至少分段地执行机械加工,特别是完全机械加工。夹紧状态的特征通常在于,至少一个夹紧元件,特别是至少一个夹紧爪,在毛坯的部分上与至少一个夹紧装置接合以形成毛坯的夹紧。在此情况下,在夹紧状态下的毛坯通常被夹紧为使得毛坯的中心轴线相对于竖直轴线或平面成角度,即特别是成直角。因此,夹紧状态通常与毛坯的特定加工状态相关。
[0025]
如前所述,在夹紧状态下,可对平行于中心平面的毛坯表面,即平行于盘平面的(环状)盘形毛坯,即例如毛坯的上侧或下侧至少分段地执行机械加工,特别是完全机械加工。此类机械加工可意味着相对于毛坯的(环状)盘形几何形状轴向执行的对毛坯的机械加工,使得(环状)盘形毛坯,特别是通过车削,例如配备有轴向定向的通孔或盲孔,例如用于形成或加工待制造的部件的轮毂。替代地或另外,此类机械加工可意味着相对于毛坯的(环状)盘形几何形状径向执行的对毛坯的机械加工,使得(环状)盘形毛坯例如配备有径向延伸的凹口,特别是环状凹口。通过对毛坯的内径或内径的区域进行对应机械加工,在某些情况下,毛坯的中间或中心凹口的形成还可理解为例如通过钻孔和/或车削和/或铣削来制成,使得盘形毛坯转变成环状盘形毛坯。对应地,也可以此方式形成待生产的部件的轮毂。毛坯的横截面几何形状的针对性变化是可能的。
[0026]
此外,在(相同)夹紧状态下,可对毛坯(即对于形成外圆周的毛坯的侧表面的(环状)盘形毛坯)的外圆周至少分段地执行机械加工,特别是完全机械加工。此类加工可意味着相对于毛坯的(环状)盘形几何形状轴向(相对于毛坯的中心轴线)加工毛坯,使得(环状)盘形毛坯,特别是通过车削和/或铣削,配备有特定外圆周轮廓,特别是形成待制造的车轮的行驶表面的轮廓。因此,对在夹紧状态下夹紧的毛坯的机械加工也可用以加工待生产的
盘形或环状盘形部件的外轮廓或侧表面,即特别是待制造的车轮的行驶表面的区域。此处,毛坯的横截面几何形状的针对性变化也是可能的。
[0027]
毛坯可在夹紧状态下例如经由夹紧元件被夹紧,所述夹紧元件例如以钻孔的方式特别是轴向地与毛坯的内径的区段接合,所述区段在某些情况下呈肩状的、凸出的或凹入的。对于盘形或环状盘形的毛坯,对应地适用的是,可经由与平行于盘平面的毛坯表面,即例如毛坯的上侧或下侧接合的夹紧元件夹紧毛坯。例如,接合在内径或对应表面上的夹紧爪被认为是用于夹紧毛坯的夹紧元件。特别地,可使用布置成周向分布,优选地均匀分布的多个夹紧爪。夹紧爪可被布置为使得毛坯可居中。
[0028]
在以下夹紧状态下,可对毛坯的不可加工或可加工区段在相同夹紧状态中的一个下进行机械加工:对平行于中心平面的毛坯表面,即平行于盘平面的(环状)盘形毛坯,即例如毛坯的上侧或下侧执行机械加工并且对毛坯的外圆周执行机械加工。为此,可能需要进行过分段机械加工的毛坯的旋转或车削运动。在夹紧状态下进行机械加工之后,可将分段机械加工的毛坯从夹紧状态中移动、旋转或翻转出去——此特别为180
°
的旋转或翻转——然后移回(相同)夹紧状态并将毛坯再次夹紧以接着加工尚未进行机械加工的剩余区段。然后可将毛坯夹紧在毛坯的相对区段上;在与第一或之前夹紧相比的夹紧状态下重新夹紧毛坯,夹紧元件在夹紧状态下与毛坯的相对区段接合。
[0029]
为此,可能需要对分段机械加工的毛坯进行适当搬运,例如可经由搬运装置,即特别是机器人装置来实施。
[0030]
毛坯还可在多种夹紧状态下被夹紧,所述夹紧状态是不同的,特别是在相对于毛坯的特定空间定向方面,即特别是在位置上或空间上不同地安排或间隔开的夹紧状态,即至少在第一夹紧状态和第二夹紧状态下。每一夹紧状态的特征通常在于,至少一个夹紧元件,特别是至少一个夹紧爪,在毛坯的区段上与至少一个夹紧装置接合以形成毛坯的夹紧。在特别的夹紧状态下,毛坯通常被夹紧为使得毛坯的中心轴线相对于竖直轴线或平面成角度,即特别是成直角。但是也可想到的是,在至少一种夹紧状态下,毛坯的中心轴线与竖直轴线或平面不成角度。
[0031]
如前所述,不管特定夹紧以及毛坯相对于竖直轴线或平面的最终空间定向,在每一夹紧状态下,通常都存在对毛坯的特定,特别是外露的且由此可机械加工的区段进行机械加工。因此,每一夹紧状态通常与毛坯的特定加工状态相关。
[0032]
可在第一示范性夹紧状态下夹紧毛坯,在所述夹紧状态下,对平行于中心平面的毛坯表面,即平行于盘平面的(环状)盘形毛坯,即例如毛坯的上侧或下侧至少分段地执行机械加工,特别是完全机械加工。此类机械加工可意味着相对于毛坯的(环状)盘形几何形状轴向执行的对毛坯的机械加工,使得(环状)盘形毛坯,特别是通过车削,例如配备有轴向定向的通孔或盲孔,例如用于形成或加工待制造的部件的轮毂。替代地或另外,此类机械加工可意味着相对于毛坯的(环状)盘形几何形状径向执行的对毛坯的机械加工,使得(环状)盘形毛坯例如配备有径向延伸的凹口,特别是环状凹口。通过对毛坯的内径或内径的区域进行对应机械加工,在某些情况下,毛坯的中间或中心凹口的形成还可理解为例如通过钻孔和/或车削和/或铣削来制成,使得盘形毛坯转变成环状盘形毛坯。对应地,也可以此方式形成待生产的部件的轮毂。在所有情况下,都可能以针对性的方式改变毛坯的横截面几何形状。
[0033]
可在第二示范性夹紧状态下夹紧毛坯,在所述第二夹紧状态下,在毛坯的外圆周上(即对形成外圆周的毛坯的侧表面的(环状)盘形毛坯)至少分段地执行机械加工,特别是完全机械加工。此类加工可意味着相对于毛坯的(环状)盘形几何形状轴向(相对于毛坯的中心轴线)加工毛坯,使得(环状)盘形毛坯,特别是通过车削和/或铣削,例如配备有特定外圆周轮廓,特别是形成待制造的车轮的行驶表面的轮廓。因此,对在第二夹紧状态下夹紧的毛坯的机械加工也可用以加工待生产的盘形或环状盘形部件的外轮廓或侧表面,即特别是待制造的车轮的行驶表面的区域。此处,在所有情况下,毛坯的横截面几何形状的特定变化也是可能的。
[0034]
在夹紧状态的第一实例中,毛坯可经由夹紧元件被夹紧,所述夹紧元件例如以钻孔的方式特别是轴向地与毛坯的内径的区段接合,所述区段在某些情况下呈肩状的、凸出的或凹入的。对于盘形或环状盘形的毛坯,对应地适用的是,可经由与平行于盘平面的毛坯表面,即例如毛坯的上侧或下侧接合的夹紧元件在第一夹紧状态下夹紧毛坯。例如,接合在内径或对应表面上的夹紧爪被认为是在第一夹紧状态下用以夹紧毛坯的夹紧元件。特别地,可使用布置成周向分布,优选地均匀分布的多个夹紧爪。夹紧爪可被布置为使得毛坯可在第一夹紧状态下居中。原则上,此段落中所描述的内容也可应用于下面说明的第二示范性夹紧状态。
[0035]
在第二示范性夹紧状态下,毛坯可通过与毛坯的外圆周接合的夹紧元件被夹紧。对于盘形或环状盘形毛坯,对应地适用的是,在第二夹紧状态下,毛坯可通过与形成外圆周的侧表面接合的夹紧元件被夹紧。例如,与外圆周或形成外圆周的侧表面接合的夹紧爪被认为是在第二夹紧状态下用以夹紧毛坯的夹紧元件。特别地,可使用布置成围绕外圆周分布,优选地均匀分布的多个夹紧爪。夹紧爪可被布置为使得毛坯可在第二夹紧状态下居中。原则上,此段落中所描述的内容也可适用于第一示范性夹紧状态。
[0036]
因此,毛坯可在多种不同夹紧状态下被夹紧并且进行机械加工,在某些情况下所述毛坯彼此相对布置。每一夹紧状态与特定加工状态,即特别是特定机械加工步骤相关。如前所述,在每一夹紧或加工状态下的夹紧的毛坯的外露区段可被机械加工。
[0037]
因此,将毛坯从第一夹紧状态转换为至少一种另一夹紧状态,在第一夹紧状态下,待机械加工的毛坯的中心轴线与竖直轴线或平面成角度,在另一夹紧状态下,待机械加工的毛坯的中心轴线与竖直轴线或平面成角度。特别的夹紧状态可彼此相反。这提供了如下更详细描述的可能性,即提供多个毛坯以及同时至少部分地对所述毛坯进行机械加工。根据所述方法,可提供待机械加工并具有中心轴线的多个毛坯,并且将其加工以形成待制造的特别的盘形或环状盘形部件。将如下所示,同时可对特定部件至少部分地执行机械加工;这为所述方法的效率和效力带来了积极影响。
[0038]
例如,有可能首先在第一夹紧状态下夹紧待机械加工的第一毛坯,在所述第一夹紧状态下,第一毛坯的中心轴线与竖直轴线或平面成角度,并且在第一机械加工步骤中在第一夹紧状态下对所述第一毛坯至少分段地进行机械加工。在完成第一机械加工步骤之后,可将已分段加工的第一毛坯转换为第二夹紧状态(不同于第一夹紧状态),在所述第二夹紧状态下,第一毛坯的中心轴线再次与竖直轴线或平面成角度,在所述第二夹紧状态下夹紧所述第一毛坯并且在第二机械加工步骤中可对所述第一毛坯至少分段地进行机械加工转换。在第二夹紧状态下夹紧第一毛坯期间或之后,可在第一夹紧状态下夹紧待机械加
工的另一毛坯,在所述第一夹紧状态下,另一毛坯的中心轴线与竖直轴线或平面成角度,并且在第一机械加工步骤中在第一夹紧状态下对所述另一毛坯至少分段地进行机械加工。在完成第一机械加工步骤之后,可将已分段加工的另一毛坯转换为第二夹紧状态,在所述第二夹紧状态下,另一毛坯的中心轴线再次与竖直轴线或平面成角度,在所述第二夹紧状态下夹紧所述另一毛坯并且在第二机械加工步骤中对所述另一毛坯至少分段地进行机械加工。如果第二夹紧状态是第一毛坯进行第二机械加工步骤的第二夹紧状态,则通常仅在第一毛坯离开第二夹紧状态,即第一毛坯的第二机械加工步骤在第二夹紧状态下完成时才执行此操作。因此,可在多种夹紧状态下连续地对多个毛坯进行机械加工,即在多种夹紧状态下一个接一个地加工多个毛坯。第一毛坯的第二机械加工步骤可与另一毛坯的第一机械加工步骤至少部分地同时执行(且反之亦然)。此原理可扩展到两个以上的夹紧状态,并对应地扩展到与其相关的两个以上的机械加工步骤。
[0039]
此外,有可能首先在第一夹紧状态下夹紧待机械加工的第一毛坯,在所述第一夹紧状态下,第一毛坯的中心轴线与竖直轴线或平面成角度,然后在第一机械加工步骤中在第一夹紧状态下对所述第一毛坯至少分段地进行机械加工。在完成第一机械加工步骤之后,可将已分段机械加工的毛坯转换到第二夹紧状态,在所述第二夹紧状态下,第一毛坯的中心轴线再次与竖直轴线或平面成角度,在所述第二夹紧状态下夹紧所述第一毛坯并且在第二机械加工步骤中可对所述第一毛坯至少分段地进行机械加工。首先可在第二夹紧状态下夹紧待机械加工的另一毛坯,在所述第二夹紧状态下,第二毛坯的中心轴线与竖直轴线或平面成角度,并且在第一机械加工步骤中在第二夹紧状态下对所述毛坯至少分段地进行机械加工。在第一夹紧状态下完成对第一毛坯的第一机械加工步骤之后以及在第二夹紧状态下完成对另一毛坯的第一机械加工步骤之后,可将第一毛坯转换为第二夹紧状态,在所述第二夹紧状态下,第一毛坯的中心轴线与竖直轴线或平面成角度,在所述第二夹紧状态下夹紧所述第一毛坯并且在第二机械加工步骤中对所述第一毛坯至少分段地进行机械加工,并且在第二夹紧状态下完成对另一毛坯的第一机械加工步骤之后以及在第一夹紧状态下完成对第一毛坯的第一机械加工步骤之后,将另一毛坯转换为第一夹紧状态,在所述第一夹紧状态下,另一毛坯的中心轴线与竖直轴线或平面成角度,在所述第一夹紧状态下夹紧所述另一毛坯并且在第二机械加工步骤中对所述另一毛坯至少分段地进行机械加工。因此,可在特定夹紧状态下同时对毛坯执行机械加工。然后,在相应的第一加工步骤中至少分段加工的毛坯可交换其相应的第一夹紧状态,并且在相应的第二夹紧状态下夹紧之后,对所述毛坯进行相应的第二机械加工步骤。因此,第一毛坯的第一机械加工步骤可与另一毛坯的第一机械加工步骤同时执行。因此,第一毛坯的第二机械加工步骤也可与另一毛坯的第二机械加工步骤同时执行。此原理可扩展到两个以上的夹紧状态,并对应地扩展到与其相关的两个以上的机械加工步骤。
[0040]
在所有情况下,可为每一夹紧状态分配至少一个加工装置。分配给特定夹紧状态的加工装置——如前所述,例如这可为用于钻孔和/或车削和/或铣削的加工装置——被配置成对夹紧的毛坯执行待在特定夹紧状态或与其相关的加工状态下进行的机械加工。为此,分配给特定夹紧状态的加工装置可以至少一个运动自由度相对于在特定夹紧状态下夹紧的毛坯进行可移动地安装——在此,如前所述,所述运动自由度可为沿着至少一个平移轴线的平移运动自由度和/或围绕至少一个旋转轴线的旋转运动自由度。然而,替代地或另
外,原则上也可想到的是,在相应的夹紧状态下夹紧的毛坯以至少一个运动自由度(即例如沿着平移轴线和/或围绕旋转轴线的运动自由度)相对于分配给相应夹紧状态的机械加工装置而被可移动地支撑;如上所述,夹紧装置也可以至少一个运动自由度移动。
[0041]
可在特定转换位置中执行在某些情况下已至少分段地机械加工的毛坯从第一夹紧状态到第二或至少一种另一夹紧状态(或反之亦然)的转换,在所述特定转换位置中,毛坯从第一夹紧状态到至少一种另一夹紧状态(或反之亦然)的转换或切换是可能的。因此,从第一夹紧状态转换到另一夹紧状态(或反之亦然)的在某些情况下已至少分段地机械加工的毛坯可移动到对应转换位置——这可布置在例如两种夹紧状态之间。
[0042]
可使用一个或多个搬运元件实现在某些情况下已至少分段地机械加工的毛坯从第一夹紧状态转换到第二或至少一种另一夹紧状态(或反之亦然),即例如一个或多个夹持元件,即例如搬运机器人、用以实行所述方法的加工中心。因此,根据所述方法使用的一种或多种搬运装置被配置成将可能已至少分段地机械加工的毛坯从第一夹紧状态转换为至少第二或至少一种另一夹紧状态(或反之亦然)。对应搬运装置可被设计为包括至少一个夹持元件的夹持装置,所述搬运装置或可包括至少一个此类夹持装置。例如,夹持装置可被设计为(多轴线)夹持机器人。
[0043]
如上所述,可在用于机械,即特别是切割加工(金属)工件的加工中心实行所述方法。
[0044]
因此,除了所述方法之外,本发明还涉及一种加工中心,所述加工中心用于机械,特别是切割加工待机械加工,特别是通过切割进行机械加工的毛坯,以生产盘形或环状盘形部件,特别是根据如上文所描述的方法进行。加工中心包括:至少一个夹紧装置,所述夹紧装置被配置成在夹紧状态下夹紧机械加工的毛坯,在所述夹紧状态下,待机械加工,特别是通过切割进行机械加工的毛坯的中心轴线与竖直平面成角度;以及至少一个机械加工装置,其包括至少一个机械加工工具,即例如钻孔和/或车削和/或铣削工具,即例如被配置成对在夹紧状态下夹紧的毛坯至少分段地进行机械加工的钻孔和/或车削和/或铣削单元。
[0045]
因为加工中心被配置成根据如上文所描述的方法由待机械加工的毛坯制造至少一个盘形或环状盘形部件并且从而实行上述方法,所以与所述方法有关的所有陈述都类似地适用于加工中心。
[0046]
根据所述方法,毛坯可相对于其被夹紧或以角度夹紧的竖直平面通常被定向为垂直于加工中心的(水平)加工或机器轴线。
[0047]
参考图式中的实施例说明本发明,其中:
[0048]
图1、2分别是根据实施例的方法在夹紧状态下夹紧的毛坯的示意图;以及
[0049]
图3、4分别是用于执行根据实施例的方法的加工中心的示意图。
[0050]
图1、2分别是根据实施例的在夹紧状态as下夹紧的毛坯1的示意图。在图1、2所示的夹紧状态as下,毛坯1的夹紧在实施用于生产呈盘形或环状盘形式的部件2的方法的框架内进行。根据所述方法生产的部件2特别是用于轨道车辆的驱动轮,即火车车轮,特别是用于高速火车的火车车轮。
[0051]
结合各图中所示的实施例描述的方法包括以下步骤:
[0052]
在所述方法的第一步骤中,提供至少一个待机械加工(即通过切割进行)的毛坯1。在各图所示的实施例中,毛坯1具有旋转对称的带有中间或中心凹口3的环状盘形几何形
状。毛坯1的中心轴线标记为“za”;可以看出,毛坯1的中心轴线za与标记为“sa”的毛坯1的对称轴线相同。毛坯1的盘平面垂直于中心轴线za定向并且因此毛坯1的中心轴线za以直角横穿所述盘平面,所述盘平面用“se”表示。以下陈述类似地适用于(完全)盘形的毛坯1,即不具有中间或中心凹口3的毛坯1。
[0053]
根据所述方法,通常提供金属毛坯1,即例如铸件或锻件;因此,根据所述方法待生产的部件2是金属部件。
[0054]
在第一步骤之后的方法的第二步骤中,在至少一种夹紧状态as(特别是参见图1、2)下夹紧毛坯1。从图中可以看出,毛坯1在夹紧状态as下被夹紧,在所述夹紧状态下,毛坯1的中心轴线za与竖直轴线va或平面ve成角度(例如,此或其可由用以实行所述方法的加工中心4的竖直机器轴线限定),并且因此(除了可能的相交之外)在竖直轴线ve或平面ve之外。根据所述方法,在夹紧状态as下布置毛坯1,使得毛坯1的中心轴线za与竖直轴线va或平面ve成角度,并且因此特别地不平行于竖直轴线va或平面ve。在夹紧状态as下,毛坯1的盘平面se相对于水平轴线ha或平面he成角度地倾斜或倾斜(此或其可例如由用以实行所述方法的加工中心4的水平机器轴线限定)。
[0055]
可以看出,在各图所示的实施例中,毛坯1被夹紧为使得毛坯1的中心轴线za成1至179
°
之间的角度α,特别是在15至175
°
之间,优选地,角度α在30至150
°
之间,即具体来说,相对于竖直轴线va或平面ve以90
°
的角度定向。在夹紧状态as下,毛坯1的中心轴线za对应地水平定向,毛坯1的盘平面se对应地竖直定向。因此,在夹紧状态as下,毛坯1的中心轴线za通常与用以实行所述方法的加工中心4的加工轴线ba同轴地或同心地定向(参见图3、4)。
[0056]
毛坯1相对于竖直轴线va或平面ve的所描述的成角度地倾斜或倾斜布置或定向为毛坯1的机械加工以及因此根据所述方法的待生产的部件2的生产带来了许多优点。这些优点特别在于,与加工相关的被移除的材料,即特别是切屑和/或冷却液,变得更难以或根本不可能累积在待加工的毛坯1上。这还导致,与通常在毛坯1上使用的冷却液的冷却效果相比,更难以或根本不可能(大致上)改进毛坯1在其机械加工期间的冷却效果从而提高冷却效率;即其可特别地收集在平行于毛坯1盘平面se的毛坯1表面上并在那里加热。也可更好地(以光学方式)观察到毛坯1的机械加工过程;使得在待实施或已实施的过程监测方面也有优点。
[0057]
在各图所示的实施例中,经由至少一个夹紧装置5来执行在夹紧状态as下夹紧毛坯1,所述夹紧装置包括多个夹紧元件6,即例如夹紧爪,即例如用以实行所述方法的加工中心4的卡盘。因此,夹紧装置5被配置成在所描述的夹紧状态as下夹紧毛坯1。
[0058]
在第二步骤之后的方法的第三步骤中,对在夹紧状态as下夹紧的毛坯1执行机械加工以生产部件2。毛坯1的机械加工特别基于与待生产部件2的最终几何形状有关的数据,从而使部件2生产接近其最终轮廓或与最终轮廓完全一致。毛坯1的机械加工包括涉及切割或切削的至少一个机械加工步骤。因此,毛坯1的机械加工可例如通过钻孔和/或车削和/或铣削来执行,或者可包含钻孔和/或车削和/或铣削。
[0059]
毛坯1的机械加工经由至少一个机械加工装置8执行,所述机械加工装置包括至少一个机械加工工具7,即特别是钻孔和/或车削和/或铣削工具,即特别是用于实行所述方法的加工中心4的钻孔和/或车削和/或铣削单元(参见图3、4)。取决于特定配置,对应机械加工装置8可以至少一个运动自由度相对于在夹紧状态as下夹紧的毛坯1进行可移动地安
装——所述运动自由度可为沿着至少一个平移轴线的平移运动自由度和/或围绕至少一个旋转轴线的旋转运动自由度。对应运动自由度或者平移或旋转轴线在图3、4中由轴线x、y和z表示。
[0060]
图1、2示出毛坯1可在多种不同夹紧状态as下被夹紧。每一夹紧状态as的特征在于,至少一个夹紧装置5的至少一个夹紧元件6与毛坯1的区段接合以形成毛坯1的夹紧。如图1、2所示,毛坯1在特定夹紧状态as下被夹紧为使得毛坯1的中心轴线za与竖直轴线va或平面ve成角度,即在各图所示的实施例中垂直于所述竖直轴线或平面。在每一夹紧状态as下,对毛坯1的特定,特别是外露的且由此可机械加工的区段进行加工。因此,每一夹紧状态as通常与毛坯1的特定加工状态bs相关。
[0061]
图1示出第一示范性夹紧状态,在所述夹紧状态下,已或可对毛坯1的外圆周,即形成外圆周的毛坯1的侧表面至少分段地执行机械加工,特别是完全机械加工(参见指示可加工区域的圆括号)。此类机械加工可意味着相对于与毛坯1的中心轴线za有关的毛坯1的环状盘形几何形状轴向执行对毛坯1的机械加工,使得毛坯1配备有例如特定外圆周轮廓,特别是形成待制造的车轮的行驶表面的轮廓,特别是通过车削和/或铣削进行。因此,对在第一夹紧状态下夹紧的毛坯1的加工可用以加工待制造的部件2的外轮廓或侧表面,即特别是待制造的车轮的行驶表面的面积。
[0062]
图1示出,在夹紧状态的第一实例中,毛坯1可经由例如以钻孔9的方式特别是轴向地与毛坯的内径的区段9接合的夹紧元件6被夹紧,所述区段在某些情况下呈肩状的、凸出的或凹入的。毛坯1可在第一夹紧状态下经由夹紧元件6被夹紧,所述夹紧元件与平行于盘平面se的毛坯1的表面接合,即例如毛坯1的上侧或下侧。例如,与内径或对应表面接合的夹紧爪被认为是在第一夹紧状态下用以夹紧毛坯1的夹紧元件6。可以看出,可使用多个夹紧爪,所述夹紧爪围绕圆周分布,优选地均匀分布,并且被布置成使得在第一夹紧状态下毛坯1有可能居中。
[0063]
在图1所示的夹紧状态下,也可对平行于盘平面se的毛坯1的表面,即例如毛坯1的上侧或下侧至少分段地执行机械加工,特别是完全机械加工。此类机械加工可意味着相对于毛坯1的(环状)盘形几何形状轴向执行对毛坯1的机械加工,使得毛坯1由此配备有例如通过钻孔轴向贯穿的通孔或盲孔。替代地或另外,此类机械加工可意味着相对于毛坯1的(环状)盘形几何形状径向执行对毛坯1的机械加工,使得毛坯1配备有例如径向延伸的凹口,特别是环状凹口。通过对毛坯1的内径或在内径的区域中进行对应机械加工,在某些情况下,毛坯1的中间或中心凹口的形成还可理解为例如通过钻孔和/或铣削制成,使得盘形毛坯1转变成环状盘形毛坯1。毛坯1的横截面几何形状的针对性变化是可能的。
[0064]
此外,在图1所示的夹紧状态下,可对毛坯1的外圆周,即形成外圆周的毛坯1的侧表面执行机械加工。此类加工可意味着相对于毛坯1的(环状)盘形几何形状(关于毛坯1的中心轴线za)轴向执行对毛坯1的加工,使得毛坯1配备有例如特定外圆周轮廓,特别是形成待制造的车轮的行驶表面的轮廓,特别是通过车削和/或铣削进行。因此,对在图1所示的夹紧状态下夹紧的毛坯1的机械加工(也)可用以加工待生产的盘形或环状盘形部件的外轮廓或侧表面,即特别是待生产的车轮的行驶表面的区域。此处,毛坯1的横截面几何形状的针对性变化也是可能的。
[0065]
图2示出毛坯1的第二示范性夹紧状态,在所述夹紧状态下,已或可对平行于盘平
面se的毛坯1的表面,即例如毛坯1的上侧或下侧至少分段地执行机械加工,特别是完全机械加工(参见指示可加工区域的圆括号)。此类机械加工可意味着相对于毛坯1的环状盘形几何形状轴向执行对毛坯1的机械加工,使得毛坯1,特别是通过钻孔,配备有例如轴向贯穿其的通孔或盲孔。替代地或另外,此类机械加工可意味着相对于毛坯1的环状盘形几何形状径向执行对毛坯1的机械加工,使得毛坯1配备有例如径向延伸的凹口,特别是环状凹口。通过对毛坯1的内径或在内径的区域中进行对应机械加工,在某些情况下,毛坯1的中间或中心凹口的形成还可理解为例如通过钻孔和/或铣削被制成盘形毛坯1,使得盘形毛坯1转变成环状盘形毛坯1。
[0066]
图2示出,在第二示范性夹紧状态下,毛坯1可经由与毛坯1的外圆周或形成外圆周的毛坯1的侧表面接合的夹紧元件6被夹紧。例如,与外圆周或形成外圆周的侧表面接合的夹紧爪被认为是在第二示范性夹紧状态下用以夹紧毛坯1的夹紧元件6。特别地,可使用布置成围绕外圆周分布,优选地均匀分布的多个夹紧爪。夹紧爪可被布置为使得毛坯1有可能在第二夹紧状态下居中。
[0067]
因此,图1、2示出可在多个不同的夹紧状态as下夹紧毛坯1并且对其进行机械加工。每一夹紧状态as与特定加工状态相关。在每一夹紧或加工状态下,可对夹紧的毛坯1的外露在其中的区段进行加工。
[0068]
图3示出可用于或用于实行根据实施例的所述方法的加工中心4的基本图示。加工中心4包括:夹紧装置5,其被配置成夹紧机械加工的毛坯1,在所述夹紧状态as下,毛坯的中心轴线za与竖直轴线va或平面ve成角度;以及至少一个机械加工装置8,其包括至少一个机械加工工具7,即例如钻孔和/或车削和/或铣削工具,即例如被配置成对在夹紧状态as下夹紧的毛坯1至少分段地进行机械加工的钻孔和/或车削和/或铣削装置。还示出任选的毛坯存储器10,经由所述任选的毛坯存储器10,可借助于加工中心4获得待机械加工的毛坯1。可经由被设计为单轴或多轴搬运机器人的搬运装置11从毛坯存储器10中取出毛坯1,并将所述毛坯馈送到加工中心4的加工室12中,在那里相应地夹紧所述毛坯并对其进行机械加工。
[0069]
从图3中可以看出,根据所述方法,毛坯1可相对于其被夹紧或已被以角度夹紧的竖直轴线va或平面ve通常被定向为垂直于加工中心4的(水平)加工或机器轴线ma。
[0070]
参考图3,也可解释为,在此所示的夹紧状态或对应夹紧状态下,可对平行于中心平面的毛坯1的表面,即平行于盘平面的(环状)盘形毛坯1,即毛坯1的上侧或下侧执行机械加工并且对毛坯1的外圆周执行机械加工。可对在夹紧状态下毛坯1的不可加工或可加工区段在相同夹紧状态中的一个下进行机械加工。为此,需要进行过分段机械加工的毛坯1的旋转或车削运动。在夹紧状态下进行机械加工之后,可将分段机械加工的毛坯1从夹紧状态中移动、旋转或翻转出去——此特别为180
°
的旋转或翻转——然后移回(相同)夹紧状态并将所述毛坯再次夹紧以接着加工尚未进行机械加工的剩余区段。然后将毛坯1夹紧在毛坯1的相对区段上;在与第一或之前夹紧相比的夹紧状态下重新夹紧毛坯,夹紧元件6在夹紧状态下与毛坯1的相对区段接合。
[0071]
为此,可能需要对分段机械加工的毛坯1进行适当搬运,并且这可例如经由搬运装置11,即特别是机器人装置来实施。因此,搬运装置11可被配置成从夹紧状态中移出已被分段机械加工的毛坯1,以旋转或翻转所述毛坯,并将其转回到(相同)夹紧状态。
[0072]
图4示出可用于或用于实行根据另一实施例的所述方法的加工中心4的基本图示。
与根据图3的实施例相比,图4所示的加工中心4具有多个加工空间12a、12b,在每一加工空间中有可能对毛坯1进行机械加工。可以看出,每一加工空间12a、12b因此具有其自己的机械加工装置8。
[0073]
参考图4所示的实施例,可解释为,毛坯1可从第一夹紧状态as或第一加工状态转换为至少一种另一夹紧状态as2或另一加工状态,在所述第一夹紧状态或第一加工状态下,毛坯1的中心轴线za与竖直轴线va或平面ve成角度,在所述另一夹紧状态或另一加工状态下,毛坯1的中心轴线za与竖直轴线va或平面ve成角度。这提供了提供多个毛坯1以及同时至少部分地对所述毛坯进行加工的可能性。
[0074]
参考图4所示的包括两个单独的加工室12a、12b的加工中心4,首先例如,待机械加工的第一毛坯1在第一夹紧状态as1下被夹紧,在所述第一夹紧状态下,第一毛坯1的中心轴线za与竖直轴线va或平面ve成角度,并且在第一机械加工步骤中在第一夹紧状态as1下对所述毛坯至少分段地进行机械加工(参见。图4)。在完成第一机械加工步骤之后,可将已分段加工的第一毛坯1转换为第二夹紧状态as2(不同于第一夹紧状态as1),在所述第二夹紧状态下,第一毛坯1的中心轴线za再次与竖直轴线va或平面v2成角度,在所述第二夹紧状态下夹紧所述第一毛坯并且在第二机械加工步骤中可对所述第一毛坯至少分段地进行机械加工转换。在第二夹紧状态as2下夹紧第一毛坯2期间或之后,可在第一夹紧状态as1下夹紧待机械加工的第二毛坯1并且在第一机械加工步骤中在第一夹紧状态下对所述第二毛坯至少分段地进行机械加工。在第一机械加工步骤完成之后,可将已分段加工的第二毛坯1转换到第二夹紧状态as2,在所述第二夹紧状态下夹紧所述第二毛坯并且在第二机械加工步骤中对所述第二毛坯至少分段地进行机械加工。这通常仅在第一毛坯1已经离开第二夹紧状态as2,即第一毛坯1在第二夹紧状态as2下的第二机械加工步骤已经完成时才会发生。因此,可在多种夹紧状态as1、as2下在时间上连续地对多个毛坯1执行机械加工,即在多种夹紧状态as1、as2下一个接一个地加工多个毛坯1。第一毛坯1的第二机械加工步骤可与第二毛坯1的第一机械加工步骤至少部分地同时执行(且反之亦然)。
[0075]
也有可能首先在第一夹紧状态as1下夹紧待机械加工的第一毛坯1,在所述第一夹紧状态下,第一毛坯1的中心轴线za与竖直轴线va或平面ve成角度,并且在第一机械加工步骤中在第一夹紧状态as1下对所述第一毛坯至少分段地进行机械加工。在完成第一机械加工步骤之后,可将已分段机械加工的毛坯1转换为第二夹紧状态as2,在所述第二夹紧状态下,第一毛坯1的中心轴线za再次与竖直轴线va或平面ve成角度,在所述第二夹紧状态下夹紧所述第一毛坯并且在第二机械加工步骤中可对所述第一毛坯至少分段地进行机械加工。首先可在第二夹紧状态as2下夹紧待机械加工的第二毛坯1并且在第一机械加工步骤中在第二夹紧状态as2下对所述毛坯至少分段地进行机械加工。在第一夹紧状态下完成对第一毛坯1的第一机械加工步骤之后以及在第二夹紧状态as2下完成对第二毛坯1的第一机械加工步骤之后,可将第一毛坯1转换到第二夹紧状态as2,在所述第二夹紧状态下夹紧所述第一毛坯并且在第二机械加工步骤中对所述第一毛坯至少分段地进行机械加工,并且在第二夹紧状态as2下完成对第二毛坯1的第一机械加工步骤之后以及在第一夹紧状态as1下完成对第一毛坯1的第一机械加工步骤之后,可将第二毛坯1转换到第一夹紧状态as1,在所述第一夹紧状态下夹紧所述第二毛坯并且在第二机械加工步骤中对所述第二毛坯至少分段地进行机械加工。因此,可在相应的夹紧状态as1、as2下同时对毛坯1执行机械加工。然后,在
相应的第一加工步骤中至少分段加工的毛坯1可交换其相应的第一夹紧状态as1、as2,并且在相应的第二夹紧状态as1、as2下夹紧之后,对所述毛坯进行相应的第二机械加工步骤。因此,第一毛坯1的第一机械加工步骤可与第二毛坯1的第一机械加工步骤同时执行。因此,第一毛坯1的第二机械加工步骤也可与第二毛坯1的第二机械加工步骤同时执行。
[0076]
从以上得出结论,为每一夹紧状态as1、as2分配了加工装置8,所述加工装置被配置成对夹紧的毛坯1实行待在相应的夹紧状态as1、as2下或与其相关的加工状态下进行的机械加工。为此,分配给相应的夹紧状态as1、as2的加工装置8可相对于分别在相应夹紧状态as1、as2下夹紧的毛坯1以至少一个运动自由度而被可移动地支撑。然而,替代地或另外,原则上也可想到的是,在相应的夹紧状态as1、as2下夹紧的毛坯1以至少一个运动自由度(即例如沿着平移轴线和/或围绕旋转轴线的运动自由度)相对于与相应的夹紧状态as1、as2相关联的机械加工装置8进行可移动地安装。
[0077]
可使用已包含与图3所示的实施例相关联的一个或多个搬运元件的搬运装置11(即例如搬运机器人)来执行在某些情况下已至少分段地机械加工的毛坯1从第一夹紧状态as1到第二夹紧状态as2(或反之亦然)的转换。因此,搬运装置11被配置成将在某些情况下已至少分段地机械加工的毛坯1从第一夹紧状态as2转换为第二夹紧状态as2(或反之亦然)。
[0078]
尽管未在各图中示出,但是也可想到的是将毛坯1夹紧在相对于竖直轴线va或平面ve倾斜或倾斜定向上;在此相对于竖直轴线va或平面ve倾斜的毛坯1的中心轴线za将以在1至179
°
之间的角度α定向,所述角度特别是在15至175
°
之间,优选地在30至150
°
之间。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips