
 商标分类
商标分类  商标转让
商标转让 
三点接触球轴承端面压紧用衬套的制作方法
 2021-01-29 18:01:57|
2021-01-29 18:01:57| 224|
224| 起点商标网
起点商标网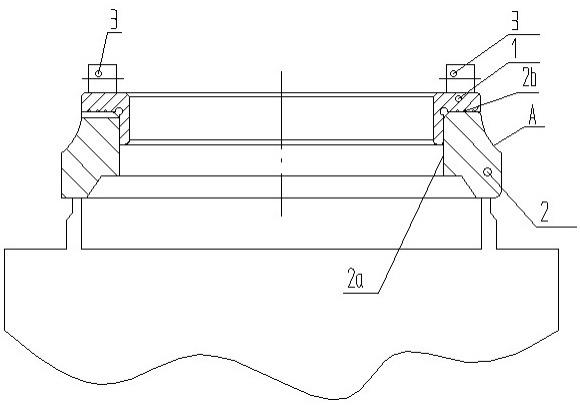
[0001]
本实用新型涉及一种三点接触球轴承端面压紧用衬套。
背景技术:
[0002]
超精密三点接触球轴承的滚道需要超精加工达到很高的精度,才能满足轴承的使用寿命要求。一般对三点接触球轴承滚道的超精挤压,使用超精机的压端面滚轮对轴承端面进行压紧,轴承旋转滚压过程中,压轮不随轴承旋转,只在轴承端面上滚动,并始终压住轴承端面。但是当轴承端面加工有油槽时,油槽使压轮无法始终压住工件表面,压轮有可能落入油槽内,因此超精机的压端面滚轮无法使用(如图1所示),只能使用三爪卡盘撑着轴套内圈表面来定位夹紧轴承,但这种方法在对轴承滚道进行超精挤压过程中,产品的圆度发生了变化,影响了产品的精度,废品率较高。
技术实现要素:
[0003]
鉴于上述现有技术中所存在的问题,本实用新型的目的是提供一种三点接触球轴承端面压紧用衬套。
[0004]
本实用新型的技术方案是:三点接触球轴承端面压紧用衬套,衬套由竖套和翻边组成,竖套外圆与轴承内孔间隙配合,翻边覆盖在轴承端面上并与轴承端面接触,竖套和翻边外表面直角结合处加工有空刀。所述的空刀为圆形。所述的翻边下表面加工有环形凹槽。所述环形凹槽截面为三角形。
[0005]
当压轮压在衬套上,衬套压在轴承端面上,因此轴承旋转滚压过程中,压轮可以避开轴承端面的油槽,施加压力,保证轴承滚道进行超精挤压过程中,不会出现窜动,而影响加工精度。
[0006]
另外,竖套和翻边外表面直角结合处加工有空刀,空刀最好为圆形,衬套在受到压轮的压力时,空刀可以使衬套避免出现应力集中,而导致翻边出现变形,对轴承端面的压力不均匀,从而影响轴承滚道的超精挤压精度。
[0007]
翻边背部的环形凹槽,截面为三角形。此环形凹槽在翻边受到较大压轮压力时,可以进行应力卸荷,使压力更均匀的传导到轴承上,保证挤压后轴承滚道精度。
[0008]
本实用新型的有益效果是避免了使用三爪卡盘撑着轴套内圈而导致出现圆度误差的情况,可使用压轮对轴承压紧,提高了成品率,增加了经济效益。
附图说明
[0009]
图1本现有技术中端面带有油槽的轴承使用压轮压紧时结构示意图;
[0010]
图2为本实用新型三点接触球轴承端面压紧用衬套安装到轴承结构示意图;
[0011]
图3为本实用新型三点接触球轴承端面压紧用衬套的结构示意图;
[0012]
图4为图3中-部的局部放大图。
[0013]
图中标记:1-衬套,1a-空刀,1b-环形凹槽,11-竖套,12-翻边,2-轴承,2a-轴承内
孔,2b-轴承端面,2c-油槽,3-压轮,a-轴承滚道。
具体实施方式
[0014]
如图2-图3所示, 三点接触球轴承端面压紧用衬套,衬套1由竖套11和翻边12组成,竖套11外圆与轴承内孔2a间隙配合,翻边12覆盖在轴承端面2b上并与轴承端面2b接触。
[0015]
衬套的竖套11以轴承内孔2a定位,压轮3压在衬套1上,衬套1的翻边12压在轴承端面2b上,因此压轮3可以避开轴承端面2b的油槽2c而施加压力,保证轴承滚道a进行超精挤压过程中,不会出现窜动而影响加工精度。
[0016]
另外,竖套11和翻边12外表面直角结合处加工有空刀1a,空刀1a最好为圆形,此处衬套1在受到压轮3的压力时,可以避免翻边12出现应力集中,而导致翻边12出现变形,对轴承2的压力不均匀,从而影响轴承滚道a的超精挤压精度。
[0017]
翻边12背部的环形凹槽1b,截面为三角形。此环形凹槽1b使翻边受到压轮较大压力时,可以进行应力卸荷,使压力更均匀的传导到轴承2上,保证挤压后轴承滚道a精度。
[0018]
以上所述,仅为本实用新型的较佳的具体实施方式,但本实用新型的保护范围并不局限于此,所有熟悉本技术领域的技术人员在本实用新型公开的技术范围内,根据本实用新型的技术方案及其本实用新型的构思加以等同替换或改变均应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips