
 商标分类
商标分类  商标转让
商标转让 
一种客梯轿底自动焊接生产线的制作方法
 2021-01-29 18:01:39|
2021-01-29 18:01:39| 281|
281| 起点商标网
起点商标网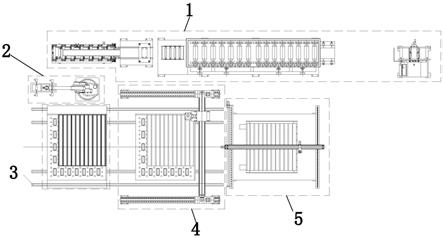
[0001]
本发明涉及一种电梯轿底生产设备,特别是一种客梯轿底自动焊接生产线。
背景技术:
[0002]
现有电梯轿底主要有两种结构,一种是传统焊接型轿底,是用前底、后底、左右边框,以及底下的加强筋焊接而成;还有一种是新型的铆接型轿底,是采用镀锌钢板制成的多块轿底板、左右边框、加强筋等通过无铆铆接设备铆接而成。但是由于无铆铆接型轿底的强度较差,而轿底又是电梯载人的承重平台,必须要有很好的强度。所以,目前市面上常用的还是焊接型的轿底。然而,现有焊接型轿底的生产方式通常还是采用传统人工焊接的方式,通过人工将左侧框、右侧框、后侧框、前轿底板、多块中间轿底板焊接而成,该种方式需要有大量的电焊工人来进行操作,不仅加工效率低下,而且还会发生漏焊、虚焊等情况,焊接质量参差不齐。因此,现有的技术存在着所需焊接工人较多、生产效率较低以及生产质量参差不齐的问题。
技术实现要素:
[0003]
本发明的目的在于,提供一种客梯轿底自动焊接生产线。本发明具有能够有效减少焊接工人数量、大幅提高生产效率以及提升生产质量的特点。
[0004]
本发明的技术方案:一种客梯轿底自动焊接生产线,包括中间轿底板轧制机构,中间轿底板轧制机构出料端的侧面设有转运机器手,转运机器手侧面设有轿底板拼接定位机构,轿底板拼接定位机构出料端的上方设有轿底碰焊机构,轿底碰焊机构的侧面设有侧框拼焊机构。
[0005]
前述的一种客梯轿底自动焊接生产线中,所述中间轿底板轧制机构包括沿着进料方向依次排布的液压放料架、轧制成型设备、调直设备、剪切设备和接料平台;所述转运机器手位于接料平台的侧面。
[0006]
前述的一种客梯轿底自动焊接生产线中,所述轿底板拼接定位机构包括内滑轨组和外滑轨组,内滑轨组上方设有内滑动组件,外滑轨组上方设有外滑动组件,外滑动组件上方设有升降组件,内滑动组件和升降组件上方均设有拼接定位平台,拼接定位平台上表面设有电磁铁组和滚筒开口,滚筒开口内设有升降滚筒。
[0007]
前述的一种客梯轿底自动焊接生产线中,拼接定位平台的两相邻侧边还设有定位块。
[0008]
前述的一种客梯轿底自动焊接生产线中,所述升降滚筒还连接有驱动装置。
[0009]
前述的一种客梯轿底自动焊接生产线中,所述轿底碰焊机构包括轿底碰焊三轴移动组件,轿底碰焊三轴移动组件的z轴方向上设有中频电阻焊机。
[0010]
前述的一种客梯轿底自动焊接生产线中,所述侧框拼焊机构包括侧框拼焊平台,侧框拼焊平台上设有侧框拼焊三轴移动组件,侧框拼焊三轴移动组件的z轴方向上设有焊接枪。
[0011]
与现有技术相比,本发明由中间轿底板轧制机构、转运机器手、轿底板拼接定位机构、轿底碰焊机构和侧框拼焊机构组成,实现轿底的自动化焊接,从而可以有效减少车间一线员工,尤其是焊接工人的数量;同时,采用机器焊接,也可以减少因人为因素产生的虚焊、漏焊等情况,提高焊接质量;还能够大幅度提高生产效率。本发明的轿底拼接定位机构通过设置内、外滑轨组和升降组件,使得位于外侧的拼接定位平台具有升降功能,从而能够实现两个拼接定位平台能够交替工作;通过在拼接定位平台两侧设置定位块,使得轿底板在放置时紧紧贴靠在定位块上,实现对轿底板的定位;在拼接定位平台上设置电磁铁,使轿底板在后边的碰焊施工中不会滑动,提高焊接精度和焊接质量;本发明还在拼接定位平台上设置升降滚筒,便于对轿底板进行出料。本发明通过上述结构之间的相互配合,通过中间轧制机构来减少车间剪冲折生产员工,还能够提升效率;通过设置轿底碰焊机构和侧框拼焊机构,减少电焊工人;通过上述机构之间的相互配合,使得只需1~2人可实现轿底的生产,而传统的生产线往往需要十几人,进而能够减省大量一线员工,为公司节省生产成本。综上所述,本发明具有能够有效减少焊接工人数量、大幅提高生产效率以及提升生产质量的特点。
附图说明
[0012]
图1是本发明的结构示意图;
[0013]
图2是中间轿底板轧制机构的结构视图;
[0014]
图3是中间轿底板轧制机构的侧视图;
[0015]
图4是轿底板拼接定位机构和轿底碰焊机构的结构视图;
[0016]
图5是侧框碰焊机构的结构视图。
[0017]
附图中的标记为:1-中间轿底板轧制机构,2-转运机器手,3-轿底板拼接定位机构,4-轿底碰焊机构,5-侧框拼焊机构,101-液压放料架,102-轧制成型设备,103-调直设备,104-剪切设备,105-接料平台,301-内滑轨组,302-外滑轨组,303-拼接定位平台,304-电磁铁组,305-滚筒开口,306-升降滚筒,307-定位块,401-轿底碰焊三轴移动组件,402-中频电阻焊机,501-侧框拼焊平台,502-侧框拼焊三轴移动组件,503-焊接枪。
具体实施方式
[0018]
下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
[0019]
实施例。一种客梯轿底自动焊接生产线,构成如图1至图5所示,包括中间轿底板轧制机构1,中间轿底板轧制机构1出料端的侧面设有转运机器手2,转运机器手2侧面设有轿底板拼接定位机构3,轿底板拼接定位机构3出料端的上方设有轿底碰焊机构4,轿底碰焊机构4的侧面设有侧框拼焊机构5。
[0020]
所述中间轿底板轧制机构1包括沿着进料方向依次排布的液压放料架101、轧制成型设备102、调直设备103、剪切设备104和接料平台105;所述转运机器手2位于接料平台105的侧面。
[0021]
所述轿底板拼接定位机构3包括内滑轨组301和外滑轨组302,内滑轨组301上方设有内滑动组件,外滑轨组302上方设有外滑动组件,外滑动组件上方设有升降组件,内滑动组件和升降组件上方均设有拼接定位平台303,拼接定位平台303上表面设有电磁铁组304
和滚筒开口305,滚筒开口305内设有升降滚筒306。
[0022]
拼接定位平台303的两相邻侧边还设有定位块307。
[0023]
所述升降滚筒306还连接有驱动装置。
[0024]
所述轿底碰焊机构4包括轿底碰焊三轴移动组件401,轿底碰焊三轴移动组件401的z轴方向上设有中频电阻焊机402。
[0025]
所述侧框拼焊机构5包括侧框拼焊平台501,侧框拼焊平台501上设有侧框拼焊三轴移动组件502,侧框拼焊三轴移动组件502的z轴方向上设有焊接枪503。
[0026]
内滑动组件和外滑动组件可以为手动滑动和自动滑动两种结构,手动滑动时包括设置在滑轨上的滑块,每个滑块上设有安装架;自动滑动时,包括液压缸,液压缸输出端设有输出轴,输出轴上设有与滑轨相配合的滑块,每个滑块上设有安装架。拼接定位平台安装于安装架上。
[0027]
所述升降组件包括设置在外滑动组件的安装架上的液压杆。
[0028]
所述拼接定位平台包括平台壳体,驱动装置位于平台壳体内部。
[0029]
所述升降滚筒包括位于滚筒开口内的滚筒,位于同一行的升降滚筒之间经转动轴相连,转动轴两端设有带座轴承,带座轴承固定于位于平台壳体内部的安装架,安装架下方和平台壳体底面之间设有液压升降杆;驱动装置包括设置在安装架一端的驱动电机,驱动电机输出轴上设有主动齿轮,安装架另一端设有从动齿轮,主动齿轮和从动齿轮之间设有传动链条,所述转动轴上还设有与传动链条相啮合的传动齿轮。
[0030]
升降滚筒初始状态时,位于滚筒开口的下方,不与轿底板发生接触。当升降滚筒需要上升时,在液压升降杆的带动下,实现上升,与轿底板发生接触,同时驱动电机工作,带动传动轴发生旋转,进而带动滚筒旋转,滚筒的旋转会带动轿底板发生移动,实现轿底板的自动出料。
[0031]
轿底碰焊三轴移动组件由x轴平移单元、y轴平移单元和z轴竖移单元组成,中频电阻焊机就安装在z轴竖移单元上。轿底碰焊三轴移动组件的x轴平移单元位于前后两侧。
[0032]
侧框拼焊移动组件也包括x轴平移单元、y轴平移单元和z轴竖移单元,焊接枪固定于z轴竖移单元上。侧框拼焊移动组件的y轴平移单元位于侧框拼焊平台的左右两侧。
[0033]
中间轿底板由于成型尺寸固定,无孔位变化。将卷料板材放置在液压放料架上,通过轧制成型设备、调直设备、剪切设备完成轧制得到轿底板,并输送至接料平台。
[0034]
通过转运机器手把多块中间轿底板按固定顺序摆放在拼接定位平台,拼接定位平台具有两侧定位块,机器手摆放时轿底板紧紧的贴靠在定位块上,从而实现定位。拼接定位平台具有电磁铁,使轿底板在后边的碰焊施工中不会滑动,产生误差。其中一个轿底拼接平台具有升降功能,从而实现两个拼接定位平台交替工作。
[0035]
当需要交替工作时,升降组件上升,使得拼接定位平台上升,与内滑轨组上的拼接定位平台发生高低错位,从而可使得较高的拼接定位平台越过较低的拼接定位平台,实现交替工作。
[0036]
当中间轿底板移动至轿底碰焊机构下方时,轿底板碰焊工位中频电阻焊机在轿底碰焊三轴移动组件的带动下实现三轴方向移动,实现轿底板与轿底板之间的碰焊焊接。
[0037]
轿底板碰焊完成后,由轿底板拼接定位平台上的升降滚筒移至轿底侧框拼焊平台,人工摆放相应的左右侧框后,由侧框拼焊三轴移动组件实现三轴移动,完成对左、由侧
框与轿底板的焊接。
[0038]
焊接枪具有r轴转动的功能,能实现多方位焊接。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips