
 商标分类
商标分类  商标转让
商标转让 
一种具有自动下料功能的冲压模具的制作方法
 2021-01-29 18:01:08|
2021-01-29 18:01:08| 262|
262| 起点商标网
起点商标网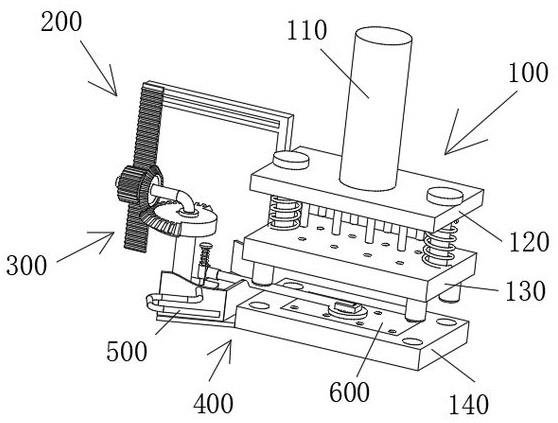
[0001]
本发明涉及冲压模具技术领域,具体涉及一种具有自动下料功能的冲压模具。
背景技术:
[0002]
冲压模具是在冷冲压加工中,将材料加工成零件的一种特殊工艺装备,称为冷冲压模具,冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
[0003]
现有的冲压模具在下料时多用人工进行下料,人工下料劳动强度大,且工作效率不高,同时不利于安全生产,工作人员过于接近冲压机器,容易发生危险。
技术实现要素:
[0004]
为了克服上述的技术问题,本发明的目的在于提供一种具有自动下料功能的冲压模具,通过挤压模具的上下移动带动下料臂的左右摆动,通过磁铁对板材进行吸附,实现板材的转移,通过分料曲杆和限高板一端升高的设置,随下料臂的移动,磁铁与板材分离,实现脱料,通过翻转机构的设置,使挤压模具在冲程移动时,下料臂移动至另一侧,且不予板材发生干涉,整个过程无需人力干涉,下料臂跟随板材的冲压过程实现自动下料和复位,方便快捷,增加板材冲压的工作效率。
[0005]
本发明的目的可以通过以下技术方案实现:一种具有自动下料功能的冲压模具,包括冲压模块,所述冲压模块包括下压模具,所述下压模具的顶面固连有动力杆,所述下压模具的底端滑动连接有挤压模具,所述挤压模具的下方设置有承载模具,所述挤压模具的一侧固连有连接模块,所述承载模具的一侧固连有传动模块所述连接模块包括l型臂,所述l型臂的一端与挤压模具的一侧壁固连,且l型臂的另一端固连有齿板,所述传动模块包括底板,所述底板的一端与承载模具的一侧壁固连,所述底板的顶面靠近承载模具的一侧固连有限高板,且底板的顶面背离承载模具的一侧固连有l型杆,所述l型杆的一端转动连接有转动套,所述转动套的顶端环形外侧壁套接固定有扇齿轮,所述l型杆的另一端转动连接有锥齿轮,所述锥齿轮的一端固连有传动齿轮,且传动齿轮与齿板啮合,所述锥齿轮与扇齿轮啮合,所述转动套的底端环形外侧壁套接固连有下料模块,所述下料模块包括固定板,所述固定板与转动套套接固定,所述固定板顶面一端固连有固定杆,所述固定杆的外侧壁滑动连接有滑套,且滑套的一侧壁固连有翻转机构,所述翻转机构的一端固连有下料臂,所述下料臂的一端的环形外侧壁一侧固连有磁铁,通过下料臂的设置,使下料臂在挤压模具向上移动时对冲压完成的板材进行吸附并搬离承载模具,实现自动下料。
[0006]
进一步在于:所述翻转机构包括固定套,所述固定套与滑套固连,所述固定套的内壁转动连接有转动柱,所述转动柱的一端与下料臂固连,所述转动柱的一端环形外侧壁固连有限位弧块,所述固定套的环形内侧壁固连有限位块,使下料臂在回程移动时自身旋转180度,将磁铁翻转至下料臂的上侧,使磁铁远离未加工板材。
[0007]
进一步在于:所述固定杆的环形外侧壁位于固定杆的顶端与滑套之间滑动套接有复位弹簧,向下挤压滑套,使使下料臂与限高板的顶面贴合。
[0008]
进一步在于:所述限高板的顶面中间位置开设有凹槽,使下料臂经过凹槽时向下移动与板材靠近。
[0009]
进一步在于:所述限高板的一端外侧壁固连有分料曲杆,所述限高板的一端高度从从对应分料曲杆的位置至限高板的一端逐渐上升,便于板材与磁铁自动分离分离。
[0010]
进一步在于:所述磁铁的外侧壁套接固定有橡胶环,缓冲磁铁与板材之间吸附时产生的撞击。
[0011]
本发明的有益效果:1、通过挤压模具的上下移动带动下料臂的左右摆动,通过磁铁对板材进行吸附,实现板材的转移,通过分料曲杆和限高板一端升高的设置,随下料臂的移动,磁铁与板材分离,实现脱料,通过翻转机构的设置,使挤压模具在冲程移动时,下料臂移动至另一侧,中途经过凹槽时由于磁铁翻转至下料臂上侧,距离板材较远,使得磁铁不会吸附板材,不予板材发生干涉,整个过程无需人力干涉,下料臂跟随板材的冲压过程实现自动下料和复位,方便快捷,增加板材冲压的工作效率。
附图说明
[0012]
下面结合附图对本发明作进一步的说明。
[0013]
图1是本发明整体冲压半程状态结构示意图;图2是本发明中整体冲压全程状态结构示意图;图3是本发明中整体回冲半程状态结构示意图;图4是本发明中整体回冲全程状态结构示意图;图5是本发明中传动模块结构示意图;图6是本发明中下料模块爆炸结构示意图;图7是本发明中翻转机构爆炸结构示意图。
[0014]
图中:100、冲压模块;110、动力杆;120、下压模具;130、挤压模具;140、承载模具;200、连接模块;210、l型臂;220、齿板;300、传动模块;310、底板;320、限高板;321、凹槽;330、转动套;340、扇齿轮;350、l型杆;360、锥齿轮;361、传动齿轮;400、下料模块;410、固定板;411、固定杆;412、复位弹簧;420、滑套;430、翻转机构;431、固定套;432、限位块;433、转动柱;434、限位弧块;440、下料臂;441、磁铁;442、橡胶环;500、分料曲杆;600、板材。
具体实施方式
[0015]
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0016]
请参阅图1-7所示,一种具有自动下料功能的冲压模具,包括冲压模块100,冲压模块100包括下压模具120,下压模具120的顶面固连有动力杆110,下压模具120的底端滑动连接有挤压模具130,挤压模具130的下方设置有承载模具140,挤压模具130的一侧固连有连
接模块200,承载模具140的一侧固连有传动模块300连接模块200包括l型臂210,l型臂210的一端与挤压模具130的一侧壁固连,且l型臂210的另一端固连有齿板220,传动模块300包括底板310,底板310的一端与承载模具140的一侧壁固连,底板310的顶面靠近承载模具140的一侧固连有限高板320,且底板310的顶面背离承载模具140的一侧固连有l型杆350,l型杆350的一端转动连接有转动套330,转动套330的顶端环形外侧壁套接固定有扇齿轮340,l型杆350的另一端转动连接有锥齿轮360,锥齿轮360的一端固连有传动齿轮361,且传动齿轮361与齿板220啮合,锥齿轮360与扇齿轮340啮合,转动套330的底端环形外侧壁套接固连有下料模块400,下料模块400包括固定板410,固定板410与转动套330套接固定,固定板410顶面一端固连有固定杆411,固定杆411的外侧壁滑动连接有滑套420,且滑套420的一侧壁固连有翻转机构430,翻转机构430的一端固连有下料臂440,下料臂440的一端的环形外侧壁一侧固连有磁铁441,通过下料臂440的设置,使下料臂440在挤压模具130向上移动时对冲压完成的板材600进行吸附并搬离承载模具140,实现自动下料。
[0017]
翻转机构430包括固定套431,固定套431与滑套420固连,固定套431的内壁转动连接有转动柱433,转动柱433的一端与下料臂440固连,转动柱433的一端环形外侧壁固连有限位弧块434,固定套431的环形内侧壁固连有限位块432,使下料臂440在回程移动时自身旋转180度,将磁铁441翻转至下料臂440的上侧,使磁铁441远离未加工板材600,固定杆411的环形外侧壁位于固定杆411的顶端与滑套420之间滑动套接有复位弹簧412,向下挤压滑套420,使使下料臂440与限高板320的顶面贴合。
[0018]
限高板320的顶面中间位置开设有凹槽321,使下料臂440经过凹槽321时向下移动与板材600靠近,限高板320的一端外侧壁固连有分料曲杆500,限高板320的一端高度从从对应分料曲杆500的位置至限高板320的一端逐渐上升,便于板材600与磁铁441自动分离分离,磁铁441的外侧壁套接固定有橡胶环442,缓冲磁铁441与板材600之间吸附时产生的撞击。
[0019]
工作原理:使用时,将动力杆110与外部驱动装置连接,将未加工板材600放入承载模具140内,驱动动力杆110下压,动力杆110通过下压模具120带动挤压模具130向下移动,挤压模具130带动l型臂210向下移动,l型臂210通过齿板220带动传动齿轮361转动,传动齿轮361通过锥齿轮360与扇齿轮340的啮合带动扇齿轮340转动,扇齿轮340通过转动套330驱动固定板410随转动套330转动,通过复位弹簧412的设置,将下料臂440与限高板320顶面接触贴合,通过翻转机构430的设置,转动套330带动固定套431移动,使得下料臂440在与限高板320的摩擦力作用下自身转动180度,至限位弧块434与限位块432卡接,阻止下料臂440继续转动,此时磁铁441翻转至下料臂440上侧,随挤压模具130的继续下移,下料臂440随转动套330转动至限高板320另一端,且中途经过凹槽321时由于磁铁441翻转至下料臂440上侧,距离板材600较远,使得磁铁441不会吸附板材600,冲压完成后挤压模具130上移带动下料臂440向限高板320的一端移动,下料臂440在摩擦力的作用下自身回转180度至限位弧块434与限位块432重新卡接,磁铁441翻转至下料臂440的下侧,使得下料臂440在进过凹槽321时磁铁441与冲压完成的板材600贴合吸附,从而使下料臂440带动板材600转移,移动至板材600与分料曲杆500卡接,此时由于限高板320一端的升高设置,使下料臂440向斜上方移动从而使磁铁441与板材600脱离,板材600落入下方收纳容器内,完成自动下料。
[0020]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指
结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0021]
以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips