
 商标分类
商标分类  商标转让
商标转让 
一种注塑Header产品的切PIN机的制作方法
 2021-01-29 18:01:27|
2021-01-29 18:01:27| 260|
260| 起点商标网
起点商标网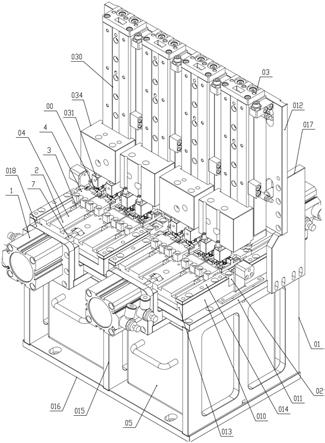
一种注塑header产品的切pin机
技术领域
[0001]
本实用新型涉及手机零部件的加工装置,特别涉及一种注塑header产品的切pin机。
背景技术:
[0002]
手机零部件中,header产品为批量化浇模注塑生产,然后在手工切除header产品的pin脚,目前采用工人手工切除,其缺陷在于:人工速度慢,效率太低,产品无定位,切割位置不容易控制,同时人工切割,单纯依靠工人的技术水平,人为因素偏差较大,力度无法控制,容易损坏pin脚或其它部位,良品率差。
技术实现要素:
[0003]
为了解决上述问题的一个或多个,本实用新型提供了一种注塑header产品的切pin机。
[0004]
根据本实用新型的一个方面,该一种注塑header产品的切pin机,包括机架、产品台、上压模组以及切刀模组;
[0005]
机架包括水平放置的台面板以及垂立设置的主墙板,主墙板垂直连接在台面板上方,台面板上连接定基座,台面板下方设有接废盒,主墙板前侧面连接若干个垂向直线运动的上压模组;
[0006]
产品台包括横向设置的产品座,产品座连接在定基座中间上,产品座上表面形成若干个纵向贯通的切pin槽,切pin槽中间向下垂直延伸形成落料孔,每个切pin槽中间为产品腔,产品腔中设有横向设置的定刀治具,header产品放置在产品腔内,header产品的pin脚贴合定刀治具两侧面;
[0007]
上压模组包括能够上下升降的主压块,主压块上端设有第一弹簧,主压块上螺纹连接一个压杆,压杆下端位于主压块下方,压杆压贴header产品的低顶端,主压块压贴header产品的高顶端;
[0008]
切刀模组包括位于产品座一侧的动刀座,动刀座在定基座上表面纵向往复运动,动刀座的前端安装有若干个切刀,每个切刀正对一个切pin槽,每个切刀上方贴合一个侧压块,侧压块能够在第二弹簧作用下纵向滑动,提前侧向贴合压紧定位header产品的冲切端上方。
[0009]
在一些实施方式中,产品台还包括左限位座以及右限位座;左限位座以及右限位座纵向设置且分别连接在每个切pin槽上两侧,每个切pin槽两侧中间横向延伸形成定刀槽,定刀治具两端分别连接在一个定刀槽,
[0010]
定刀治具上表面和header产品的下端轮廓相贴合;定刀治具上表面的定位凹槽和header产品的下凸端相对应;左限位座内侧面的左定位腔和header产品的左端轮廓相配合,左定位腔的左内腔和header产品的左凸部相配合;右限位座内侧面的右定位腔和header产品的右端轮廓相配合,右定位腔的外端的侧挡板贴合header产品的右前凸部。
[0011]
在一些实施方式中,定基座左右两侧分别向上延伸性形成侧导板,侧导板和动刀座的侧表面相贴合,侧导板上表面还螺纹连接一个上限位板,上限位板的下表面贴合动刀座的上表面;
[0012]
产品座下表面还形成一个贯通的第一导向槽,动刀座前端下表面还固定一个第一导向柱,第一导向柱和第一导向槽相配合。
[0013]
在一些实施方式中,在每个切pin槽两侧,产品座上表面分别设有一个纵向的定位槽,左限位座下端设有左定位脚,右限位座下端设有右定位脚,定位槽和左定位脚以及右定位脚分别相配合。
[0014]
在一些实施方式中,上压模组还包括压料气缸;压料气缸的伸缩端固定一个主块;主块设有第一垂向孔以及第二垂向孔,第一垂向孔上端形成有大直径的上阶孔,上阶孔的上端固定密封盖,密封盖贴合第一弹簧上端,
[0015]
主压块一端螺纹固定压杆且另一端上螺纹连接一个第二导向柱下端,第二导向柱上端设有大直径的定位端环,定位端环上端面贴合第一弹簧下端,定位端环能够在上阶孔内滑动,第二导向柱在第一垂向孔内滑动,压杆的上端在第二垂向孔内滑动。
[0016]
在一些实施方式中,压杆上还螺纹连接一个调整螺母,调整螺母下表面贴合主压块的上表面;压杆以及主压块为聚氨酯材料或尼龙材料。
[0017]
在一些实施方式中,切刀模组还包括一个纵向气缸,纵向气缸的输出端连接动刀座的后端,
[0018]
若干个承压座螺纹连接在动刀座的前端上,承压座的下表面前端设有第二导向槽,第二导向槽后端向两侧延伸形成限位槽;侧压块的中间设有和第二导向槽的垂截面相同的导向段,侧压块后端向一侧延伸形成限位端,导向段位于第二导向槽内,限位端位于限位槽内,侧压块后侧面和第二导向槽的后壁之间设有第二弹簧。
[0019]
在一些实施方式中,侧压块后侧面中心设有一个定位盲孔,第二弹簧前端位于定位盲孔内。
[0020]
在一些实施方式中,动刀座前端还设有前安装槽,前安装槽内螺纹连接一个防撞块,防撞块的前侧面超过动刀座;防撞块为橡胶块;防撞块前侧面安装有阶梯通孔。
[0021]
在一些实施方式中,动刀座上还设有清洁孔,动刀座下表面设有若干条倾斜交错的清洁通道,清洁通道连通清洁孔;清洁孔能够安装气动除尘或者喷油清洁的装置。
附图说明
[0022]
图1为本实用新型一实施方式的一种注塑header产品的切pin机的三维示意图;
[0023]
图2为图1所示header产品的三维示意图;
[0024]
图3为图1所示机架的三维示意图;
[0025]
图4为图1所示产品台的三维示意图;
[0026]
图5为图4所示产品台的局部放大示意图;
[0027]
图6为图5所示产品座的三维示意图;
[0028]
图7为图5所示定刀治具的三维示意图;
[0029]
图8为图1所示上压模组的三维示意图;
[0030]
图9为图1所示上压模组的剖视示意图;
[0031]
图10为图1所示切刀模组的三维示意图;
[0032]
图11为图10所示切刀模组的俯视示意图;
[0033]
图12为图11所示切刀模组的a—a剖视示意图;
[0034]
图13为图12所示切刀的三维示意图;
[0035]
图14为图12所示侧压块的三维示意图;
[0036]
图15为图12所示承压座的三维示意图;
[0037]
header产品00,pin脚001,低顶端002,高顶端003,冲切端004,下凸端005,左凸部006,右前凸部007;
[0038]
机架01,定基座010,第一通孔0101,台面板011,第二通孔0111,主墙板012,第一长圆孔0121,第一定位槽0122,侧导板013,上限位板014,垂墙板015,底板016,侧联板017,直角座018;
[0039]
产品台02,产品座021,切pin槽0211,落料孔0212,定刀槽0213,第一导向槽0214,定位槽0215,定刀治具022,内撑0221,定位凹槽0222,左限位座023,左定位腔0231,左内腔0232,左定位脚0233,右限位座024,右定位腔0241,侧挡板0242,右定位脚0243,产品腔025;
[0040]
上压模组03,压料气缸030,主压块031,螺纹盲孔0311,螺纹通孔0312,销孔0313,第一弹簧032,压杆033,主块034,第一垂向孔0341,第二垂向孔0342,上阶孔0343,定位板0345,耳板0346,第二导向柱035,定位端环0351,切口面0352,调整螺母036,密封盖037,
[0041]
切刀模组04,纵向气缸1,动刀座2,刀槽20,前安装槽21,定位槽22,清洁孔23,清洁通道24,切刀3,切削端30,切削刃31,承压座4,第二导向槽41,限位槽42,增固块43,侧压块5,导向段51,限位端52,侧压头53,定位盲孔54,第二弹簧6,连接螺杆7,防撞块8,阶梯通孔81,第一导向柱9,接废盒05。
具体实施方式
[0042]
下面结合附图对本实用新型作进一步详细的说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
[0043]
图1至图15示意性地显示了根据本实用新型的一种实施方式的一种注塑header产品的切pin机。如图所示,该装置包括机架01、产品台02、上压模组03以及切刀模组04;
[0044]
机架01包括水平放置的台面板011以及垂立设置的主墙板012,主墙板012垂直连接在台面板011上方,台面板011上连接定基座010,台面板011下方设有接废盒05,主墙板012前侧面连接若干个垂向直线运动的上压模组03;
[0045]
产品台02包括横向设置的产品座021,产品座021连接在定基座010中间上,产品座021上表面形成若干个纵向贯通的切pin槽0211,每个切pin槽0211中间向下垂直延伸形成落料孔0212,每个切pin槽0211中间为产品腔025,产品腔025中设有横向设置的定刀治具022,header产品00放置在产品腔025内,header产品00的pin脚001贴合定刀治具022两侧面;
[0046]
上压模组03包括能够上下升降的主压块031,主压块031上端设有第一弹簧032,主压块031上螺纹连接一个压杆033,压杆033下端位于主压块031下方,压杆033压贴header产品00的低顶端002,主压块031压贴header产品00的高顶端003;
[0047]
切刀模组04包括位于产品座021一侧的动刀座2,动刀座2在定基座010上表面纵向往复运动,动刀座2的前端安装有若干个切刀3,每个切刀3正对一个切pin槽0211,每个切刀3上方贴合一个侧压块5,侧压块5能够在第二弹簧6作用下纵向滑动,提前贴合压紧定位header产品00的冲切端004上方。
[0048]
切刀3继续向前冲切冲切端004,pin脚001被切下并经落料孔0212、定基座010的第一通孔0101、台面板011的第二通孔0111进入接废盒05。
[0049]
该装置采用产品台02的多个产品腔025同时固定多个header产品00的四个侧面,定刀治具022内定位固定支撑两个pin脚001的内侧面以及下表面,上压模组03的压杆033以及主压块031定位压合header产品00的上表面前端和后端,实现了header产品00的全方位六表面定位压紧,产品位置定位精度高,切割点恒定,切刀模组04采用动刀座2集中多个切刀3同时冲切,而且侧压块5进行缓冲定位,切割下来的材料直接进入下方的接废盒05,实现了高精度定位,自动化冲切。其有益效果是:其一,自动化冲切,避免了人为因素误差,速度快,效率高,高精度全方面定位,产品位置精度高,切割点恒定,无人为因素偏差,切割后产品尺寸容易保证,良品率高;其二,全方面高精度快速定位产品,切割时无需人手扶持操作,避免了产品移位现象,能够有效保护人手以及产品;其三,压合装置采用第一弹簧032,实现了弹性压合,动作柔和,定位效果好,能够有效防止上下跳动现象,主压块031以及压杆033对header产品00的前后设置的高顶端003、低顶端002同时压紧,第一弹簧032能够缓冲调整压杆033和主压块031的不平行现象,能够调整两个pin脚的相对尺寸,同时保护产品;其四,动刀座2能够集中多把切刀3,同时进行多个零件的加工,同时整体结构抗震效果更好,动作更稳定;每个切刀3采用侧压块5进行首先压合定位header产品00的冲切端004的上方,避免了切料时走位现象,同时避免产品弯曲变形或其它形变造成的切料位置变化,避免了切割点不恒定问题,从而实现了高精度的切削。
[0050]
其中,侧压块5在第二弹簧6作用下伸出,提前压合产品,切刀3继续前进切除pin脚001,此时,侧压块5位置不动,第二弹簧6被压缩,当切刀3退回时,侧压块5在第二弹簧6作用下位置不变,侧压块5不立即脱离压合点,当切刀3脱离产品时,侧压块5再脱离压合点,因此,侧压块5将整个切割过程变为弹性柔和的压紧过程,在切割前定位,保持一个良好的切割位置,切割时保压,避免切割位置移动,切割后继续压紧,避免切割点回位,被回复的切刀3损伤,从而实现了高精度切割过程。
[0051]
下机架为台面板011、垂墙板015以及底板016相互垂直连接形成的矩形框架,
[0052]
台面板011上设有若干个和落料孔0212上下相对的第二通孔0111,接废盒05位于第二通孔0111下侧;
[0053]
主墙板012两侧分别通过一个侧联板017连接台面板011两侧。
[0054]
主墙板012上设有若干个第一长圆孔0121,第一长圆孔0121内安装有一个压料气缸030的流量调节阀。其有益效果是:该设置能够将气管转化到主墙板012的后侧,远离作业区。
[0055]
主墙板012后侧面两侧分别设有一个第一定位槽0122,侧联板017上端安装在第一定位槽0122内,
[0056]
优选的,产品台02还包括左限位座023以及右限位座024;定基座010中间设有和落料孔0212正对的第一通孔0101;其有益效果是:该设置实现了良好的安装定位。
[0057]
左限位座023以及右限位座024纵向设置且分别连接在每个切pin槽0211上两侧,定刀治具022、左限位座023以及右限位座024包围形成产品腔025;
[0058]
每个切pin槽0211两侧中间横向延伸形成定刀槽0213,定刀治具022两端分别连接在一个定刀槽0213,
[0059]
定刀治具022中间为内撑0221,内撑的宽度和pin脚001的内宽相同,
[0060]
定刀治具022上表面和header产品00的下端轮廓相贴合;定刀治具022上表面的定位凹槽0222和header产品00的下凸端005相对应;
[0061]
左限位座023内侧面设有左定位腔0231,左定位腔0231和header产品00的左端轮廓相配合,左定位腔0231的内部中间垂直延伸出两个内耳板,内耳板包围形成左内腔0232,左内腔0231和header产品00的左凸部006相配合,
[0062]
右限位座024的内侧面设有右定位腔0241,右定位腔0241和header产品00的右端轮廓相配合,右定位腔0241的外端还向内垂直延伸形成一个侧挡板0242,侧挡板0242贴合header产品00的右前凸部007的内侧面。
[0063]
header产品00放置在产品腔025内,内撑0221两侧分别贴合两个pin脚001的内侧面,定刀治具022上表面定位贴合header产品00的下端,下凸端005进入定位凹槽0222;左定位腔40定位贴合header产品00的左侧面、左前侧面以及左后侧面;左内腔0232定位贴合左凸部006;右定位腔50定位贴合header产品00的右侧面、右前侧面以及中后侧面;侧挡板02422贴合右前凸部007的内侧面;上压模组03启动,压杆033压贴header产品00的低顶端002,主压块031压贴header产品00的高顶端003;从而使header产品00四个方向精准稳固定位,为精准冲切pin脚001提供良好的基础。其有益效果是:能够快速定位产品,多次安装产品位置恒定,切割点恒定,同时切割时无需人手扶持,避免了移位现象,能够有效保护人手以及产品,产品尺寸能够控制,良品率高。同时定刀治具022能够在内部支撑两个pin脚,避免了切割时移位现象,能够快速高位置切割。
[0064]
优选的,定基座010左右两侧分别向上延伸性形成侧导板013,侧导板013和动刀座2的侧表面相贴合,两个侧导板013的间距和动刀座2的宽度相同;
[0065]
侧导板013上表面还螺纹连接一个上限位板014,上限位板014的内侧面超出侧导板013,上限位板014的下表面贴合动刀座2的上表面;其有益效果是:侧导板012以及上限位板013实现动刀座2的直线运动具有可控性,无左右偏移以及上下跳动,从而保证切刀3运动精度高,切割精度高。
[0066]
产品座021下表面还形成一个贯通的第一导向槽0214,动刀座2前端下表面的定位槽22还固定一个第一导向柱9,第一导向柱9和第一导向槽0214相配合。其有益效果是:第一导向柱9进一步保证了动刀座2直线运动的精度。
[0067]
优选的,在每个切pin槽0211两侧,产品座021上表面分别设有一个纵向的定位槽0215,左限位座023下端设有左定位脚0233,右限位座024下端设有右定位脚0243,定位槽0215和左定位脚0233以及右定位脚0243分别相配合。其有益效果是:能够保证两个限位座的位置度,进而保证产品腔的精度。
[0068]
优选的,上压模组03还包括压料气缸030;压料气缸030为无杆气缸,主墙板012前侧面上固定若干个垂向升降的压料气缸030,压料气缸030的伸缩端固定一个主块034;
[0069]
主块034设有第一垂向孔0341以及第二垂向孔0342,第一垂向孔0341上端形成有
大直径的上阶孔0343,上阶孔0343的上端固定一个密封盖037,密封盖037贴合第一弹簧032上端,
[0070]
主压块031一端螺纹固定压杆033且另一端上螺纹连接一个第二导向柱035下端,第二导向柱035上端设有大直径的定位端环0351,定位端环0351上端面贴合第一弹簧032下端,定位端环0351能够在上阶孔0343内滑动,第二导向柱035在第一垂向孔0341内滑动,压杆033的上端在第二垂向孔0342内滑动。
[0071]
主压块031上表面一端设有一个螺纹盲孔0311且另一端设有一个螺纹通孔0312,螺纹盲孔0311固定第二导向柱035的下端,螺纹通孔0312螺纹连接压杆033中间,
[0072]
压杆033的下端穿过螺纹通孔0312且位于主压块031的下表面下方。
[0073]
该装置采用压料气缸030提供上下压合的动力,主块034内设置第一弹簧032,成为一个弹性导向块,实现了弹性压合的过程;密封盖037以及定位端环0351能够实现弹簧6的良好定位,防止第一弹簧032倾斜或移位现象。同时该结构简单,方便安装。
[0074]
优选的,压杆033上还螺纹连接一个调整螺母036,调整螺母036下表面贴合主压块031的上表面;其有益效果是:调整螺母036能够调整压杆033的高度,获得最佳的压合位置,同时适用于多种尺寸型号的产品,增加设备的通用性。
[0075]
压杆033以及主压块031为聚氨酯材料或尼龙材料。
[0076]
第二导向柱035的一端开设有一个切口面0352,第二垂向孔0342为和第二导向柱035的剖截面相同的圆弧孔;其有益效果是:切口面0352能够导向,防止转动。
[0077]
主压块031的前侧面还设有一个销孔0313,紧定销柱固定在销孔0313且前端面压紧切口面0352。其有益效果是:销轴连接,结构紧凑,强度高。
[0078]
定位端环0351和上阶孔0343的直径相同,第二导向柱035中间和第一垂向孔0341的直径相同,第二垂向孔0342和压杆033上端的直径相同。
[0079]
压料气缸030的伸缩端为上端的l形板的水平顶板,主块034安装在l形板的垂直滑板下端,缸筒的一侧设有上限位组件且中间下侧设有下限位组件;缸筒的两侧分别设有位置感应传感器。其有益效果是:该设置的压料气缸030能够良好的上下运动,直线度高,力度可控。
[0080]
主块034后侧面设有两个垂直突出的耳板0346,两个耳板0346的内间距和压料气缸030的伸缩端的宽度相同;
[0081]
主块034下侧还设有一个定位板0345,定位板0345贴合压料气缸030的下侧面。
[0082]
优选的,切刀模组04还包括一个纵向气缸1,纵向气缸1通过直角座018固定在台面板011一侧,纵向气缸1的输出端连接动刀座2的后端,纵向气缸1能够带动动刀座2纵向直线往复移动,
[0083]
若干个承压座4螺纹连接在动刀座2的前端上,承压座4的下表面前端设有第二导向槽41,每个第二导向槽41位于一个切刀3正上方,第二导向槽41后端向两侧延伸形成限位槽42;侧压块5的中间设有和第二导向槽41的垂截面相同的导向段51,侧压块5后端向一侧延伸形成限位端52,导向段51位于第二导向槽41内,限位端52位于限位槽42内,侧压块5后侧面和第二导向槽41的后壁之间设有第二弹簧6。
[0084]
该切刀模组04采用纵向气缸1进行恒定的往复直线运动,切割点以及切割力恒定,消除了人为因素偏差;而且设置限位端52以及导向段51,保持压合的直线度以及位置度,进
一步保证切割的精度。其有益效果是:该装置实现了自动化切割pin脚001,具有速度快,效率高,切割力度以及尺寸恒定,切割点容易获得,切割力度容易保持,有效保护pin脚或其它部位,而且无人为因素偏差较大,良品率高的效果。
[0085]
优选的,侧压块5后侧面中心设有一个定位盲孔54,第二弹簧6前端位于定位盲孔54内;
[0086]
第二导向槽41后壁还形成有一个定位端柱,第二弹簧6后端轴套在定位端柱。其有益效果是:定位盲孔54以及定位端柱保证了第二弹簧6的良好定位,防止多次使用出现移位、倾斜现象、损伤弹簧以及弹性力难以恒定的现象,多次使用性能恒定。
[0087]
优选的,承压座4向前凸出延伸还形成有增固块43,第二导向槽41贯穿增固块43,增固块43下表面贴合切刀3上表面前后滑动。其有益效果是:增固块43提高了侧压块5在切割中的最大性能,防止出现翘曲现象。
[0088]
侧压头53的上端切除材料,从而导向段51以及限位端52高度大于侧压头53的高度。其有益效果是:侧压头53小尺寸,能够为产品提供更大的空间,增加切割位置,使用于狭小空间内定位。
[0089]
优选的,动刀座2前端还设有前安装槽21,前安装槽21内螺纹连接有一个防撞块8,防撞块8的前侧面超过动刀座2。
[0090]
前安装槽21为矩形槽,防撞块8为矩形状的橡胶块;其有益效果是:采用防撞块8能够够有效保护动刀座2以及产品座。
[0091]
防撞块8前侧面安装有阶梯通孔81,圆柱头螺钉穿过阶梯通孔81旋入前安装槽21后壁的螺纹盲孔,从而使防撞块8固定在动刀座2。其有益效果是:该连接方式结构紧固,整体尺寸小。
[0092]
优选的,纵向气缸1螺纹连接在直角座018的垂直板上,纵向气缸1的输出端穿过垂直板的中间通孔连接动刀座2的后端;直角座018的水平板螺纹连接在台面板011上,垂直板和水平板之间两侧还螺纹连接有加强脚座。其有益效果是:直角座018实现了紧凑连接,强度较高。
[0093]
优选的,纵向气缸1的输出轴前端螺纹连接连接螺杆7,连接螺杆7前端设有大直径的圆环帽,动刀座2的后侧面中间形成一个阶梯矩形通孔,连接螺杆7位于外阶孔内,圆环帽位于内阶孔内。
[0094]
动刀座2设有刀槽20,切刀3后端螺纹连接在刀槽20内;
[0095]
承压座4内后端还设有一个u形孔,u形孔和切刀3的固定螺栓相配合。其有益效果是:刀槽20以及u形孔能够有效降低整体尺寸。
[0096]
切刀3前端为高度较小的切削端30,切削端30前侧两端设切削刃31。
[0097]
优选的,动刀座2中心还设有一个大直径的清洁孔23,动刀座2下表面设有若干条倾斜交错的清洁通道24,清洁通道24连通清洁孔23;清洁孔23能够安装气动除尘或者喷油清洁的装置。其有益效果是:该设置能够有效去除动刀座2下的灰尘,保证运动无卡堵。
[0098]
优选的,接废盒05为敞口结构;接废盒05两侧面分别设有拉手,接废盒05下端安装有带止动装置的万向轮。其有益效果是:接废盒05能够实现废料的有效收纳以及转移,实现清洁生产;拉手方便固定;万向轮能够实现滚动移动接废盒05,降低工人的劳动强度。
[0099]
以上的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不
脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips