
 商标分类
商标分类  商标转让
商标转让 
管件打点设备的制作方法
 2021-01-29 18:01:37|
2021-01-29 18:01:37| 192|
192| 起点商标网
起点商标网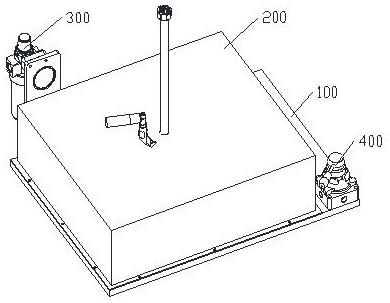
[0001]
本实用新型涉及一种导向管加工装置,特别涉及一种管件打点设备。
背景技术:
[0002]
工业中尝尝需要在管状零部件的侧面上进行打点操作,目前的打点设备通常配备少量的打点针头,通常采用转动管件的方式,分多次完成打点;打点时需要保持管件静止,否则可能导致打点位置有误差影响管件的质量,目前管件转动多采用人工操作,管件转动到位后也主要通过人工扶持保持管件位置固定,存在较大的不确定性,管件打点质量不稳定。
技术实现要素:
[0003]
本实用新型解决的技术问题是提供一种管件打点设备,在管件转动到位后可保持管件静止,防止打点过程中管件移动造成打点位置偏差。
[0004]
本实用新型解决其技术问题所采用的技术方案是:一种管件打点设备,包括底板、打点装置和管件固定装置;所述底板上设置有气源装置和手动开关;所述气源装置与手动开关连接;所述打点装置设置于底板上;所述打点装置包括安装架和气缸;所述安装架安装在底板上;所述气缸安装于安装架上;所述气缸上设置有打点头;所述气缸与气源装置连接;所述底板上有设置有保护罩;所述打点装置和管件固定装置位于保护罩内。
[0005]
进一步的是:所述管件固定装置包括下压板和上压板;所述下压板固定在底板上;所述下压板和上压板之间设置有轴承固定筒; 所述管件固定装置还包括管安装轴;所述管安装轴下部设置有多个轴承;所述每个轴承之间设置有轴套;所述管安装轴下部位于轴承固定筒内;所述上压板上设置有缺口;所述缺口上设置有两个定位孔;所述管安装轴上设置有带动其转动的轴转板;所述轴转板位于上压板的缺口内;所述轴转板上开设有转动定位孔;所述定位孔和转动定位孔内均设置有磁铁。
[0006]
进一步的是:所述轴转板上设置有转动把手。
[0007]
进一步的是:所述打点装置共有多个;所述多个打点装置围绕着管件固定装置均匀分布。
[0008]
进一步的是:所述打点装置共有四个;所述四个打点装置围绕着管件固定装置均匀分布。
[0009]
本实用新型的有益效果是:通过一个气源装置同时控制多个打点装置,保证多个打点装置同步工作,提高打点质量;通过保护罩将打点装置和管件固定装置罩住,并将手动开关设置于保护罩外面,避免操作人员与打点装置接触,防止操作人员受伤;所述轴转板可在缺口内绕着管安装轴转动,定位孔和转动定位孔上的磁铁互相吸和可起到固定轴转板的作用,防止打点过程中管件移动,代替了人工手扶,减轻了操作人员的工作负担,提高了打点质量。
附图说明
[0010]
图1为管件打点设备示意图;
[0011]
图2为管件打点设备结构示意图;
[0012]
图3为打点装置结构示意图;
[0013]
图4为管件固定装置结构示意图;
[0014]
图5为管安装轴结构还示意图。
[0015]
图中标记为:100、底板;200、保护罩;300、气源装置;400、手动开关;510、打点装置;511、安装架;512、气缸;513、打点头;520、管件固定装置;521、下压板;522、轴承固定筒;523、上压板;5231、定位孔;524、轴转板;5241、转动定位孔;5242、转动把手;525、轴承;526、管安装轴;5261、张紧孔;530、管件。
具体实施方式
[0016]
下面结合附图和具体实施方式对本实用新型进一步说明。
[0017]
如图1至图5所示,一种管件打点设备,包括底板100、打点装置510和管件固定装置520;所述底板100上设置有气源装置300和手动开关400;所述气源装置300与手动开关400连接;所述打点装置510设置于底板100上;所述打点装置510包括安装架511和气缸512;所述安装架511安装在底板100上;所述气缸512安装于安装架511上;所述气缸512上设置有打点头513;所述气缸512与气源装置300连接;所述底板100上有设置有保护罩200;所述打点装置510和管件固定装置520位于保护罩200内。
[0018]
如图4和图5所示,所述管件固定装置520包括下压板521和上压板523;所述下压板521固定在底板100上;所述下压板521和上压板523之间设置有轴承固定筒522; 所述管件固定装置520还包括管安装轴526;所述管安装轴526下部设置有多个轴承525;所述每个轴承525之间设置有轴套;所述管安装轴526下部位于轴承固定筒522内;所述上压板523上设置有缺口;所述缺口上设置有两个定位孔5231;所述管安装轴526上设置有带动其转动的轴转板524;所述轴转板524位于上压板523的缺口内;所述轴转板524上开设有转动定位孔5241;所述定位孔5231和转动定位孔5241内均设置有磁铁。
[0019]
如图4所示,所述轴转板524上设置有转动把手5242。
[0020]
所述打点装置510共有多个;所述多个打点装置510围绕着管件固定装置520均匀分布。
[0021]
如图2所示,所述打点装置510共有四个;所述四个打点装置510围绕着管件固定装置520均匀分布。
[0022]
实际使用时,轴转板524位于初始位置,转动定位孔5241上的磁铁与其中一个定位孔5231上的磁铁吸和;操作人员将管件530放置到管安装轴526上,拨动手动开关400,气源装置300驱动打点装置510打点;打点完成后,操作人员拨动轴转板524,使得转动定位孔5241上的磁铁和另一个定位孔5231上的磁铁吸和,再次拨动手动开关400,气源装置300再次驱动打点装置510打点,操作人员将管件530取出即可。管安装轴526上设置有弹性滚珠,用于将管件530锁紧在管安装轴526上。保护罩200上开设有管件530和转动把手5242的避让孔。
[0023]
以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一
步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 轴承

 热门咨询
热门咨询




tips