
 商标分类
商标分类  商标转让
商标转让 
微量润滑多径切削工具油输送的制作方法
 2021-01-29 17:01:33|
2021-01-29 17:01:33| 219|
219| 起点商标网
起点商标网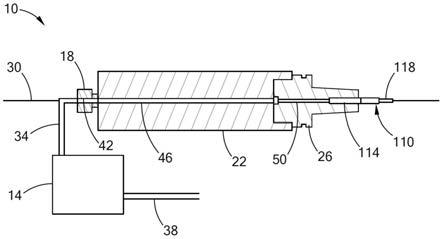
[0001]
本公开涉及一种切削工具,并且更具体地涉及微量润滑切削工具中的油输送。
背景技术:
[0002]
这部分中的陈述仅提供与本公开相关的背景信息,并且可能不构成现有技术。
[0003]
常规的加工在切削工具的切削刃上使用大量的液体润滑剂。具有多个切削直径的一些切削工具具有内部通道,所述内部通道为每个切削刃提供这种液体润滑剂。由于常规的液体润滑剂基本上是不可压缩的流体,因此从每个通道到每个切削刃的流动基本上保持基于供应到切削工具的液体的压力。
[0004]
相比之下,微量润滑(“mql”)加工使用通过稀薄空气-油雾而不是通过常规加工中的大量液体基乳液而供应到切削工具的切削刃的润滑。当与mql加工的空气-油雾使用时,被设计用于使液体润滑剂流动通过内部通道的切削工具遇到不平衡的润滑剂流。空气-油雾中空气与油的比率通常非常高,并且润滑剂雾充当可压缩流体(不同于常规加工的不可压缩液体润滑剂)。因此,不成比例体积的可压缩润滑剂雾倾向于经由较大直径切削刃处的通道离开切削工具,尽管大部分切削发生在较小直径的切削刃处。这可能导致润滑剂浪费和切削工具上的过度磨损。
[0005]
本公开解决了与mql切削工具相关联的这些和其他问题。
技术实现要素:
[0006]
本部分提供对本公开的总体概述并且不是本公开的全部范围或其所有特征的全面公开。
[0007]
在一种形式中,一种切削工具包括主体,所述主体具有基座和切削部分。所述切削部分限定多个第一刃和多个第二刃。所述主体限定主干通道、多个第一分支通道和多个第一独立通道。所述第一分支通道中的每一者通向所述主干通道并且具有出口,所述出口靠近所述第二刃中的对应第二刃通向所述切削部分的外部。所述第一独立通道中的每一者独立于所述主干通道和所述第一分支通道。所述第一独立通道中的每一者具有出口,所述出口靠近所述第一刃中的对应第一刃通向所述切削部分的外部。根据各种替代形式:所述主干通道围绕所述主体的中心轴线同轴地设置,并且所述第一独立通道不与所述中心轴线同轴;所述主体围绕中心轴线设置,并且所述第一刃位于第一直径处,并且所述第二刃位于第二直径处,所述第二直径大于所述第一直径;所述主体限定多个第二分支通道,并且所述切削部分限定多个第三刃,所述第三刃位于第三直径处,所述第三直径大于所述第二直径,其中所述第二分支通道中的每一者通向所述主干通道并且具有出口,所述出口靠近所述第三刃中的对应第三刃敞开穿过所述切削部分的外部;所述主体限定多个第二独立通道,并且所述切削部分限定多个第三刃,所述第三刃位于第三直径处,所述第三直径大于所述第一直径且小于所述第二直径,其中所述第二独立通道中的每一者独立于所述主干通道、所述第一分支通道和所述第一独立通道;所述第一刃旋转地偏离所述第二刃;所述分支通道从
所述主干通道线性地延伸到所述第二刃,并且所述第一独立通道穿过所述切削部分线性地延伸到所述第一刃;所述基座限定预备室,所述预备室敞开穿过所述基座的与所述切削部分相对的端部,所述主干通道具有通向所述预备室的入口,所述第一独立通道中的每一者具有通向所述预备室的入口;所述第一刃和第二刃是螺旋形的;所述第一刃和第二刃是平面的;微量润滑(mql)切削机可以包括如前述形式中的任一项所述的切削工具,其中所述mql切削机被配置为向所述切削工具提供油和空气的混合物。
[0008]
在另一种形式中,一种切削工具包括主体,所述主体具有基座和切削部分。所述主体限定主干通道、多个第一分支通道和多个第一独立通道。所述切削部分限定第一直径处的多个第一刃和第二直径处的多个第二刃,所述第二直径大于所述第一直径。所述基座限定所述主干通道的入口。所述第一分支通道中的每一者具有入口和出口,所述入口通向所述主干通道,所述出口靠近所述第二刃中的对应第二刃通向所述切削部分的外部。所述第一独立通道中的每一者具有入口和出口,所述入口由所述基座限定,所述出口靠近所述第一刃中的对应第一刃通向所述切削部分的外部。根据各种替代形式:所述第一独立通道在整个所述主体中独立于所述第一分支通道和所述主干通道;所述主体围绕旋转轴线设置,并且所述主干通道与所述旋转轴线同轴纵向地延伸;所述第一刃旋转地偏离所述第二刃;所述第一独立通道沿着平行于并偏离所述旋转轴线的对应第一轴线延伸;所述第一分支通道从所述主干通道线性地延伸到所述第二刃;所述主体限定多个第二分支通道,并且所述切削部分限定多个第三刃,所述第三刃位于第三直径处,所述第三直径大于所述第二直径,其中所述第二分支通道中的每一者具有入口和出口,所述入口通向所述主干通道,所述出口靠近所述第三刃中的对应第三刃通向所述切削部分的外部;所述主体限定多个第二独立通道,并且所述切削部分限定多个第三刃,所述第三刃位于第三直径处,所述第三直径不同于所述第一直径和所述第二直径;其中所述第二独立通道中的每一者独立于所述主干通道、所述第一分支通道和所述第一独立通道,其中每个第二独立通道具有出口,所述出口靠近所述第三刃中的对应第三刃通向所述切削部分的外部;微量润滑(mql)切削机可以包括如前述形式中的任一项所述的切削工具,其中所述mql切削机被配置为向所述切削工具提供油和空气的混合物。
[0009]
根据本文提供的描述,另外的应用领域将变得显而易见。应当理解,所述描述和具体示例仅意图用于说明的目的,并且不意图限制本公开的范围。
附图说明
[0010]
为了能够很好地理解本公开,现在将参考附图以示例的方式描述本公开的各种形式,在附图中:
[0011]
图1是根据本公开的教导的包括微量润滑系统和切削工具的切削机的一部分的示意性局部横截面视图;
[0012]
图2是图1的切削工具的切削部分的透视图;
[0013]
图3是图1的切削工具的俯视图;
[0014]
图4是图1的切削工具的基座部分的透视图;
[0015]
图5是图1的切削工具沿着图3中所示的线5-5截取的横截面视图;
[0016]
图6是图1的切削工具沿着图3中所示的线6-6截取的横截面视图;
[0017]
图7是根据本公开的教导的不同配置的切削工具的俯视图;
[0018]
图8是图7的切削工具的基座部分的透视图;
[0019]
图9是图7的切削工具沿着图7中所示的线9-9截取的横截面视图;并且
[0020]
图10是图7的切削工具沿着图7中所示的线10-10截取的横截面视图。
[0021]
本文所述的图仅用于说明的目的,并且不意图以任何方式限制本公开的范围。
具体实施方式
[0022]
以下描述本质上仅仅是示例性的并且不意图限制本公开、应用或用途。应当理解,贯穿附图,相对应的附图标记指示相似或相对应的零件和特征。提供示例是为了向本领域技术人员充分传达本公开的范围。阐述了许多具体细节,诸如具体部件、装置和方法的类型,以提供对本公开的变型的透彻理解。对于本领域技术人员将显而易见的是,不一定要采用具体细节,并且本文所提供的示例可包括替代实施例,并且不意图限制本公开的范围。在一些示例中,没有详细描述众所周知的过程、众所周知的装置结构和众所周知的技术。
[0023]
参考图1,示出了切削机10的一部分以及微量润滑(“mql”)供应系统14和切削工具110。切削机10可以是被配置为向切削工具110提供mql空气-油雾的任何合适的切削机。在所提供的示例中,切削机10包括旋转馈通件18、主轴22、刀架26和被配置为使主轴围绕中心轴线30旋转的马达(未示出)。
[0024]
mql供应系统14被示意性地示为1通道mql系统,使得mql供应系统14将油和压缩空气的混合物作为空气-油雾提供给单个输出导管34。因此,mql供应系统14可以包括被配置为从压缩空气源(未示出)接收压缩空气的空气压缩机(未示出)或入口38,以及被配置为控制压缩空气的压力或流速的调节器(未示出)。mql供应系统14可以包括被配置为接收一定量的润滑油的储油器(未示出)或入口(未示出),以及被配置为控制油的压力或流速的装置(例如,泵和/或调节器;未示出)。
[0025]
输出导管34将mql供应系统14连接到旋转馈通件18以进行流体连通。旋转馈通件18不随主轴22一起旋转,而是包括通路42,所述通路被联接成与主轴的通路46流体连通,使得当主轴22旋转时,空气-油雾可以从旋转馈通件18行进到主轴22。主轴22的通路46延伸穿过主轴22,并且可以与主轴22的中心轴线30同轴。
[0026]
刀架26被安装到主轴22以便与主轴22一起旋转,并且被配置为支撑切削工具110的基座部分114以便与刀架26一起围绕中心轴线30旋转,而切削工具110的切削部分118从刀架26轴向地延伸。切削工具110可移除地安装到刀架26,使得切削工具110可以被移除并被另一个或不同的切削工具(未示出)替换。刀架26包括通路50,所述通路被联接成与主轴22的通路46流体连通,并且被联接成与切削工具110的基座部分114流体连通,使得将空气-油雾经由刀架26从主轴22提供给切削工具110的基座部分114。
[0027]
在未具体示出的替代配置中,mql供应系统14是2通道mql系统,使得油和空气保持分离直到在切削机10内混合为止。例如,空气和油可以行进通过单独的导管直到在切削机10的预定区域(诸如,例如在刀架26内)混合为止,所述导管可以任选地是同心导管。
[0028]
参考图2和图3,切削工具110是包括单个主体210(即,一体式主体)的多径切削工具。切削工具110可以是任何合适类型的mql多径切削工具,诸如例如铰孔工具、镗孔工具或钻孔工具。在所提供的示例中,切削工具110包括多个第一切削刃214、多个第二切削刃218
和多个第三切削刃222。第一切削刃214位于切削部分118的与基座部分114相对的端部226附近,并且被设置处于第一直径处。第二切削刃218轴向地位于第一切削刃214与第三切削刃222之间,并且被设置处于大于第一直径的第二直径处。第三切削刃222轴向地位于第二切削刃218与基座部分114之间,并且被设置处于大于第二直径的第三直径处。
[0029]
第一切削刃214、第二切削刃218和第三切削刃222可以是主体210的在切削部分118内的尖锐面,或者可以是可移除的切削刀片,所述切削刀片可以在相关联的直径处安装到主体210。在所示的示例中,切削刃214、218、222是大体平坦的平面表面,但是也可以使用其他配置。在替代配置中,切削刃214、218、222是螺旋刃。
[0030]
如图3中最佳地所示,所提供的示例的第一切削刃214旋转地偏离第二切削刃218和第三切削刃222。在所提供的示例中,第二切削刃218和第三切削刃222彼此旋转地对准,但是也可以使用其他配置。
[0031]
参考图3和图6,主体210限定多个独立通道230、232,所述多个独立通道延伸穿过包括基座部分114和切削部分118的整个主体210。独立通道230、232中的每一者具有入口234、238(图4)和出口246、248,所述入口敞开穿过基座部分114的外表面242,所述出口靠近第一切削刃214中的对应第一切削刃敞开穿过主体210的外表面250、252。独立通道230、232彼此独立,并且独立于主体210内的所有其他通道。在所提供的示例中,独立通道230、232以线性方式轴向地延伸穿过主体210,但是也可以使用其他配置。在所提供的示例中,独立通道230、232彼此平行,但是也可以使用其他配置。在所提供的示例中,独立通道230、232平行于并偏离中心轴线30。
[0032]
参考图3和图5,主体210还限定主干通道254、多个第一分支通道258、260和多个第二分支通道262、264。主干通道254与中心轴线30同轴并且延伸穿过基座部分114的至少一部分。主干通道254具有入口266(图4),所述入口敞开穿过基座部分114的外表面242。在所提供的示例中,主干通道254终止于基座部分114内,但是也可以使用其他配置。第一分支通道258、260中的每一者具有入口270、274和出口278、280,所述入口直接通向主干通道254以与主干通道254流体连通,所述出口靠近第二切削刃218中的对应第二切削刃敞开穿过主体210的外表面282、284。在所提供的示例中,第一分支通道258、260是线性的,但是也可以使用其他配置。第二分支通道262、264中的每一者具有入口286、290和出口292、294,所述入口直接通向主干通道254以与主干通道254流体连通,所述出口靠近第三切削刃222中的对应第三切削刃敞开穿过主体210的外表面296、298。在所提供的示例中,第二分支通道262、264是线性的,但是也可以使用其他配置。
[0033]
在所提供的示例中,第一分支通道258、260和第二分支通道262、264沿着公共平面(例如,在图3中由线5-5指示)设置,而独立通道230、232沿着不同平面(例如,在图3中由线6-6指示)设置,所述不同平面旋转地偏离第一分支通道258、260和第二分支通道262、264的平面达角度θ。
[0034]
在未示出的替代配置中,每个第二分支通道262、264的入口286、290可以直接通向第一分支通道258、260中的对应第一分支通道,而不是直接通向主干通道254。在未示出的另一种替代配置中,主干通道254延伸到切削部分118中。在未示出的另一种替代配置中,主干通道延伸穿过基座部分114并且穿过切削部分118,并且敞开穿过切削部分118的端部226以允许与所述端部流体连通,或者塞子(未示出)在端部226处被设置于主干通道254中,所
述塞子阻止从主干通道254流出端部226。
[0035]
参考图4,切削工具110的基座部分114被配置为被接收在刀架26(图1)中并被刀架26(图1)夹持。基座部分114与刀架26(图1)形成密封,使得空气-油雾从刀架26(图1)被引导到入口234、238、266中。在所提供的示例中,基座部分114包括朝向基座部分114的端部412变窄的截头圆锥形密封表面410,但是也可以使用其他配置,诸如例如o形环、密封件或其他密封表面几何形状。
[0036]
在所提供的示例中,基座部分114限定敞开穿过端部412的预备室414或敞开通道。在所提供的示例中,预备室414沿横向于中心轴线30的方向纵向地延伸并穿过密封表面410的沿直径相对的两侧的一部分,以敞开穿过端部412和密封表面410的相对两侧,但是也可以使用其他配置。在所提供的示例中,预备室414未沿轴向方向朝向切削部分118延伸超过密封表面410。入口234、238、266直接通向预备室414,使得空气-油雾从刀架26(图1)流向预备室414,然后流向入口234、238、266。在未示出的替代配置中,基座部分114不包括预备室414,并且入口234、238、266直接敞开穿过密封表面410或端部412。
[0037]
因此,独立通道230、232和主干通道254的入口234、238、266全部位于端部412处。在所提供的示例中,独立通道230、232的尺寸被设置成与被输送到由分支通道258、260、262、264所服务的切削刃218、222的油-空气雾的量相比向其对应的切削刃214输送更大量的mql油-空气雾。在替代配置中,独立通道230、232的尺寸被设置成向其对应的切削刃214输送的mql油-空气雾的量与被输送到由分支通道258、260、262、264所服务的切削刃218、222的油-空气雾的量相等。
[0038]
在未示出的替代配置中,切削工具110可以仅具有带相关联的切削刃的两个切削直径。在该示例中,切削工具110不具有第三切削刃222或第二分支通道262、264。
[0039]
在其他替代配置中,切削工具110可以具有带相关联的切削刃的三个以上的切削直径。在未示出的一个此类示例中,切削工具类似于图1至图6的切削工具,除了其还包括多个第四切削刃,所述多个第四切削刃处于大于第三直径的第四直径处并且轴向地介于第三直径与基座部分114之间。在该示例中,第四切削刃中的每一者可以从对应的第三分支通道被供给空气-油雾,所述第三分支通道可以类似于第一分支通道和第二分支通道,因为第三分支通道可以各自具有直接通向主干通道254的入口和靠近第四切削刃敞开的出口。
[0040]
图7至图10示出了切削工具110'的另一个替代示例。除了在本文另外示出或描述的以外,切削工具110'类似于切削工具110(图1至图6)。类似特征用类似但标以撇号的附图标号示出,并且在本文中仅详细描述不同之处。在该示例中,主体210'包括多个第一切削刃710、多个第二切削刃714、多个第三切削刃718,并且还包括多个第四切削刃722。第一切削刃710位于切削部分118'的与基座部分114'相对的端部226'附近,并且被设置处于第一直径处。第二切削刃714轴向地位于第一切削刃710与第三切削刃718之间,并且被设置处于大于第一直径的第二直径处。第三切削刃718轴向地位于第二切削刃714与第四切削刃722之间,并且被设置处于大于第二直径的第三直径处。第四切削刃722轴向地位于第三切削刃718与基座部分114'之间,并且被设置处于大于第三直径的第四直径处。
[0041]
第一切削刃710、第二切削刃714、第三切削刃718和第四切削刃722可以是主体210'的在切削部分118'内的尖锐面,或者可以是可移除的切削刀片,所述切削刀片可以在相关联的直径处安装到主体210'。
[0042]
如图7中最佳地所示,第一切削刃710和第二切削刃714旋转地偏离第三切削刃718和第四切削刃722。在所提供的示例中,第一切削刃710和第二切削刃714彼此旋转地对准,但是也可以使用其他配置。在所提供的示例中,第三切削刃718和第四切削刃722彼此旋转地对准,但是也可以使用其他配置。
[0043]
参考图7、图8和图10,主体210'限定多个第一独立通道230'、232'和多个第二独立通道726、728,所述多个第一独立通道和第二独立通道延伸穿过包括基座部分114'和切削部分118'的整个主体210'。
[0044]
第一独立通道230'、232'中的每一者具有入口234、238(图8)和出口246'、248',所述入口敞开穿过基座部分114'的外表面242',所述出口靠近第一切削刃710中的对应第一切削刃敞开穿过主体210'的外表面250'、252'。第一独立通道230'、232'彼此独立,并且独立于主体210'内的所有其他通道。在所提供的示例中,第一独立通道230'、232'以线性方式轴向地延伸穿过主体210',但是也可以使用其他配置。在所提供的示例中,第一独立通道230'、232'彼此平行,但是也可以使用其他配置。在所提供的示例中,第一独立通道230'、232'平行于并偏离中心轴线30',但是也可以使用其他配置。
[0045]
第二独立通道726、728中的每一者具有入口730、734(图8)和出口738、740,所述入口敞开穿过基座部分114'的外表面242',所述出口靠近第二切削刃714中的对应第二切削刃敞开穿过主体210'的外表面742、744。第二独立通道726、728彼此独立,并且独立于主体210'内的所有其他通道。在所提供的示例中,第二独立通道726、728以线性方式轴向地延伸穿过主体210',但是也可以使用其他配置。在所提供的示例中,第二独立通道726、728彼此平行,但是也可以使用其他配置。在所提供的示例中,第二独立通道726、728平行于并偏离中心轴线30'和第一独立通道230'、232',但是也可以使用其他配置。
[0046]
参考图7、图8和图10,主体210'还限定主干通道254'、多个第一分支通道258'、260'和多个第二分支通道262'、264'。主干通道254'类似于主干通道254(图5)。第一分支通道258'、260'中的每一者具有入口270'、274'和出口278'、280',所述入口直接通向主干通道254'以与主干通道254'流体连通,所述出口靠近第三切削刃718中的对应第三切削刃敞开穿过主体210'的外表面282'、284'。在所提供的示例中,第一分支通道258'、260'是线性的,但是也可以使用其他配置。第二分支通道262'、264'中的每一者具有入口286'、290'和出口292'、294',所述入口直接通向主干通道254'以与主干通道254'流体连通,所述出口靠近第四切削刃722中的对应第四切削刃敞开穿过主体210'的外表面296'、298'。在所提供的示例中,第二分支通道262'、264'是线性的,但是也可以使用其他配置。
[0047]
在所提供的示例中,第一分支通道258'、260'和第二分支通道262'、264'沿着公共平面(例如,在图7中由线9-9指示)设置,而第一独立通道230'、232'和第二独立通道726、728沿着不同平面(例如,在图7中由线10-10指示)设置,所述不同平面旋转地偏离第一分支通道258'、260'和第二分支通道262'、264'的平面达角度θ'。
[0048]
在未示出的替代配置中,第二独立通道726、728旋转地偏离第一独立通道230'、232',其中第一独立通道230'、232'和第二独立通道726、728两者都旋转地偏离第一分支通道258'、260'和第二分支通道262'、264'。
[0049]
如本文中所使用的,短语a、b和c中的至少一者应被解释为使用非排他性逻辑“或”表示逻辑(a或b或c),并且不应被解释为表示“a中的至少一者、b中的至少一者,以及c中的
至少一者”。
[0050]
除非另有明确说明,否则指示机械/热性质、组分百分比、尺寸和/或公差或者其他特性的所有数值都应理解为在描述本公开的范围时由词语“约”或“近似”修饰。出于包括工业实践、制造技术和测试能力的各种原因,需要这种修饰。
[0051]
本文中使用的术语仅仅是为了描述特定示例性形式,并且不意图进行限制。除非上下文另有明确指示,否则单数形式“一个”、“一种”和“所述”也意图包括复数形式。术语“包括”和“具有”是包括性的,并且因此指定所述特征、整数、步骤、操作、元件和/或部件的存在,但并不排除一个或多个其他特征、整数、步骤、操作、元件、部件和/或其组的存在或添加。除非具体指明按顺序进行,否则本文所述的方法步骤、过程和操作不应理解为必定需要以所讨论或所示的特定顺序进行。还应当理解,可以采用另外的或替代的步骤。
[0052]
本公开的描述在本质上仅是示例性的,并且因此不脱离本公开的实质的示例意图落入本公开的范围内。这些示例不应被视为脱离本公开的精神和范围。本公开的广泛教导可以以各种形式来实施。因此,尽管本公开包括特定示例,但本公开的真实范围不应限于此,因为在研究附图、说明书和所附权利要求之后,其他修改将变得显而易见。
[0053]
根据本发明,提供了一种切削工具,所述切削工具:主体,所述主体具有基座和切削部分,所述主体限定主干通道、多个第一分支通道和多个第一独立通道,所述切削部分限定第一直径处的多个第一刃和第二直径处的多个第二刃,所述第二直径大于所述第一直径,其中所述基座限定所述主干通道的入口,其中所述第一分支通道中的每一者具有入口和出口,所述入口通向所述主干通道,所述出口靠近所述第二刃中的对应第二刃通向所述切削部分的外部,并且其中所述第一独立通道中的每一者具有入口和出口,所述入口由所述基座限定,所述出口靠近所述第一刃中的对应第一刃通向所述切削部分的外部。
[0054]
根据一个实施例,所述第一独立通道在整个所述主体中独立于所述第一分支通道和所述主干通道。
[0055]
根据一个实施例,所述主体围绕旋转轴线设置,并且所述主干通道与所述旋转轴线同轴纵向地延伸。
[0056]
根据一个实施例,所述第一刃旋转地偏离所述第二刃。
[0057]
根据一个实施例,所述第一独立通道沿着平行于并偏离所述旋转轴线的对应第一轴线延伸。
[0058]
根据一个实施例,所述第一分支通道从所述主干通道线性地延伸到所述第二刃。
[0059]
根据一个实施例,所述主体限定多个第二分支通道,并且所述切削部分限定多个第三刃,所述第三刃位于第三直径处,所述第三直径大于所述第二直径,其中所述第二分支通道中的每一者具有入口和出口,所述入口通向所述主干通道,所述出口靠近所述第三刃中的对应第三刃通向所述切削部分的外部。
[0060]
根据一个实施例,所述主体限定多个第二独立通道,并且所述切削部分限定多个第三刃,所述第三刃位于第三直径处,所述第三直径不同于所述第一直径和所述第二直径,其中所述第二独立通道中的每一者独立于所述主干通道、所述第一分支通道和所述第一独立通道,其中每个第二独立通道具有出口,所述出口靠近所述第三刃中的对应第三刃通向所述切削部分的外部。
[0061]
根据本发明,提供了一种微量润滑(mql)切削机,所述微量润滑(mql)切削机具有:
如上所述的切削工具,其中所述mql切削机被配置为向所述切削工具提供油和空气的混合物。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips