
 商标分类
商标分类  商标转让
商标转让 
一种压平模具及其打孔系统的制作方法
 2021-01-29 17:01:18|
2021-01-29 17:01:18| 253|
253| 起点商标网
起点商标网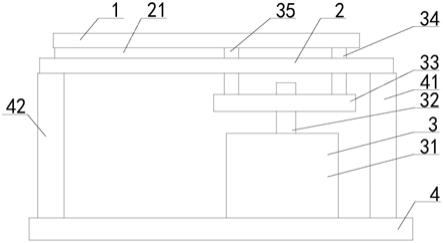
[0001]
本申请涉及机械电子设备技术领域,特别是涉及一种压平模具及其打孔系统。
背景技术:
[0002]
激光打孔是本式证件生产中常用的一种防伪手段。相关技术中,利用激光将证件号码打孔在本式证件上。正因为每本证件的证件号码都是唯一的,激光打孔又难以被伪造,并且激光打孔的号码的特点是上一页孔径比下一页孔径大,可有效防止证件被拆装换页,从而达到防伪的目的。
[0003]
在进行激光打孔工序时,打孔位置根据工艺标准是固定不变的。相关技术中,提供的打孔模具,在使用过程中,容易在本式证件的侧面造成划痕,且部分内页在打孔位置会出现糊边现象,导致废品率较高。
技术实现要素:
[0004]
本申请提供一种压平模具及其打孔系统,以解决上述技术问题。
[0005]
本申请第一方面提供了一种压平模具,包括上压板、下压板、气缸组件以及基板,其中,
[0006]
所述基板、所述下压板以及所述上压板由下至上依次设置,且相互平行;其中,所述基板与所述下压板之间设置有多根支柱,使得所述基板与所述下压板之间具有空间;
[0007]
所述气缸组件的气缸本体设置在所述基板与所述下压板之间的空间中;
[0008]
所述气缸组件的输出轴朝上,所述气缸组件的支撑板设置在所述输出轴的中上部;所述气缸组件的多根活动柱均匀设置在所述支撑板的顶部,且所述多根活动柱穿过所述下压板与所述上压板连接,使得所述上压板在所述气缸组件的带动下上下移动;
[0009]
所述下压板的上表面设置有横向卡块,使得所述上压板的边缘在所述气缸组件的带动下,沿着所述横向卡块的侧面上下移动;所述下压板的上表面的中部设置有纵向卡块,所述纵向卡块的中轴线与所述横向卡块的中轴线垂直;在所述上压板上设置有通孔,使得所述上压板在向下移动时,所述纵向卡块进入所述通孔中;
[0010]
所述下压板设置有第二条形孔,所述第二条形孔处于所述下压板上设置有所述横向卡块的对侧;所述上压板上设置有第一条形孔,所述第一条形孔与所述第二条形孔相对应,使得放置在所述上压板与所述下压板之间的待压本式证件的相邻两个边缘分别靠在所述横向卡块和所述纵向卡块的侧面,在所述气缸组件的带动下,所述上压板向下移动,与所述下压板一起对待压本式证件实现平压。
[0011]
进一步地,所述上压板上处于所述横向卡块与所述第一条形孔之间的边缘为斜边,便于从所述上压板和所述下压板之间的空间中放入或取出待压本式证件。
[0012]
进一步地,所述上压板的重量与对待压本式证件进行平压所需的平压压力相适应。
[0013]
进一步地,所述横向卡块的长度和所述纵向卡块的长度均与待压本式证件的尺寸
相适应。
[0014]
进一步地,所述横向卡块的厚度与所述纵向卡块的厚度均大于或等于待压本式证件的厚度。
[0015]
进一步地,所述支撑板为长方体板,在所述支撑板的四个角上分别设置有第一活动柱、第二活动柱、第三活动柱以及第四活动柱,所述第一活动柱、所述第二活动柱、所述第三活动柱以及所述第四活动柱的上端均穿过所述下压板与所述上压板固定连接,且所述第一活动柱、所述第二活动柱、所述第三活动柱以及所述第四活动柱的中轴线相互平行,同时与所述上压板所处的平面和所述下压板所处的平面垂直。
[0016]
本申请第二方面提供了一种打孔系统,包括激光打孔设备和本申请第一方面所述的一种压平模具,其中,所述激光打孔设备的激光发射孔设置在所述第一条形孔的正上方,使得所述激光打孔设备发出的激光由上至下依次穿过所述第一条形孔、待压本式证件以及所述第二条形孔,对待压本式证件实现激光打孔。
[0017]
与现有技术相比,本申请包括以下优点:
[0018]
本申请只在一侧打孔,即只开设了第一条形孔和第二条形孔,可以降低制作成本,也减少了制作步骤。
[0019]
本申请为了避免出现糊边,将上压板的重量根据待压本式证件的平压压力进行调节,使上压板的自重变大,进而提高对待压本式证件的压力,避免出现糊边,降低废品率,进而提高打孔效率。
[0020]
本申请通过多根活动柱,对上压板进行上移或下移,增加上层板下压时的稳定性,同时也增加了平压的压力。
[0021]
本申请为了避免待压本式证件的侧面与平压模具接触时产生痕迹,将原有的定位柱改成定位块,这样增加了待压本式证件的侧面与平压模具的接触面积,使侧面不再有痕迹产生,降低废品率,进而提高打孔效率。
[0022]
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
[0023]
为了更清楚地说明本申请各个实施例的技术方案,下面将对本申请各个实施例的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0024]
图1是本申请提供的一种压平模具的正面结构示意图;
[0025]
图2是本申请提供的一种压平模具的背面结构示意图;
[0026]
图3是本申请提供的一种压平模具的俯视结构示意图;
[0027]
图4是本申请提供的一种压平模具的左侧侧视结构示意图;
[0028]
图5是本申请提供的一种压平模具的上压板的正面结构示意图;
[0029]
图6是本申请提供的一种压平模具的上压板的背面结构示意图;
[0030]
图7是本申请提供的一种压平模具的下压板的正面结构示意图;
[0031]
图8是本申请提供的一种压平模具的下压板的背面结构示意图;
[0032]
图9是本申请提供的一种压平模具的气缸组件在基板上的俯视结构示意图;
[0033]
图10是本申请提供的一种压平模具的气缸本体在基板上的俯视结构示意图。
[0034]
附图标记:
[0035]
1-上压板,2-下压板,3-气缸组件,4-基板;
[0036]
14-第二条形孔,15-斜边,16-通孔;
[0037]
21-横向卡块,22-第一固定件,23-第二固定件,24-第一条形孔,25-纵向卡块,26-第三固定件,27-第四固定件;
[0038]
31-气缸本体,32-输出轴,33-支撑板,34-第一活动柱,35-第二活动柱,36-第三活动柱,37-第四活动柱;
[0039]
41-第一支柱,42-第二支柱,43-第三支柱,44-第四支柱。
具体实施方式
[0040]
为使本申请的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本申请作进一步详细的说明。
[0041]
本申请提供了如图1、图2、图3和图4所示的一种压平模具,包括上压板1、下压板2、气缸组件3以及基板4,其中,
[0042]
所述基板4、所述下压板2以及所述上压板1由下至上依次设置,且相互平行;其中,所述基板4与所述下压板2之间设置有多根支柱,使得所述基板4与所述下压板2之间具有空间;
[0043]
所述气缸组件3的气缸本体31设置在所述基板4与所述下压板2之间的空间中;
[0044]
所述气缸组件3的输出轴32朝上,所述气缸组件3的支撑板33设置在所述输出轴32的中上部;所述气缸组件3的多根活动柱均匀设置在所述支撑板33的顶部,且所述多根活动柱穿过所述下压板2与所述上压板1连接,使得所述上压板1在所述气缸组件3的带动下上下移动;
[0045]
所述下压板2的上表面设置有横向卡块21,使得所述上压板1的边缘在所述气缸组件3的带动下,沿着所述横向卡块21的侧面上下移动;所述下压板2的上表面的中部设置有纵向卡块25,所述纵向卡块25的中轴线与所述横向卡块21的中轴线垂直;在所述上压板1上设置有通孔16,使得所述上压板1在向下移动时,所述纵向卡块25进入所述通孔16中;
[0046]
所述下压板2设置有第二条形孔14,所述第二条形孔14处于所述下压板2上设置有所述横向卡块21的对侧;所述上压板1上设置有第一条形孔24,所述第一条形孔24与所述第二条形孔14相对应,使得放置在所述上压板1与所述下压板2之间的待压本式证件的相邻两个边缘分别靠在所述横向卡块21和所述纵向卡块25的侧面,在所述气缸组件3的带动下,所述上压板1向下移动,与所述下压板2一起对待压本式证件实现平压。
[0047]
其中,将激光由上至下依次穿过所述第一条形孔24、待压本式证件以及所述第二条形孔14,对待压本式证件实现打孔。
[0048]
本申请中提供的平压模具,以基板4为载体,即通过基板4将平压模具放置在某一操作平台上,在基板4的上部的边缘均匀设置有多根支柱,在多根支柱的顶端设置下压板2,下压板2与基板4平行。其中,所述基板4上设置有多个安装孔,所述多个安装孔用于将所述基板4固定在操作平台上。
[0049]
在下压板2与基板4之间,由于多根支柱的支撑,滞留了一个空间,将气缸组件3中的气缸本体31放置在该空间内,可以有效节约空间。
[0050]
气缸组件3的气缸本体31的顶部设置输出轴32,输出轴32的顶部设置有支撑板33,其中,支撑板33、输出轴32以及气缸本体31均处于下压板2与基板4之间滞留的空间中。
[0051]
在支撑板33的上部设置有多根活动柱,活动柱的上端穿过下压板2后与上压板1连接,即上压板1是通过活动柱的支撑处于下压板2的上部,且上压板1与下压板2也相互平行。
[0052]
当气缸本体31向输出轴32输出动力时,输出轴32将支撑板33向上移动或向下移动,进而带动支撑板33上部的活动柱、以及与活动柱连接的上压板1一同向上移动或向下移动。其中,待压本式证件放置在上压板1和下压板2之间,通过气缸本体31带动的上压板1的上下移动,可以对待压本式证件进行释放或平压。为了提高上压板1在平压时的均匀性和稳定性,采用多根支柱对上压板1进行支撑。
[0053]
所述上层板和所述下层板均采用金属制成。
[0054]
优选地,如图7、图8、图9、图10所示,所述支撑板33为长方体板,在所述支撑板33的四个角上分别设置有第一活动柱34、第二活动柱35、第三活动柱36以及第四活动柱37,所述第一活动柱34、所述第二活动柱35、所述第三活动柱36以及所述第四活动柱37的上端均穿过所述下压板2与所述上压板1固定连接,且所述第一活动柱34、所述第二活动柱35、所述第三活动柱36以及所述第四活动柱37的中轴线相互平行,同时与所述上压板1所处的平面和所述下压板2所处的平面垂直。
[0055]
优选地,如图9、图10所示,所述基板4为长方体板,在所述基板4的四个角上分别设置有第一支柱41、第二支柱42、第三支柱43以及第四支柱44,所述第一支柱41、所述第二支柱42、所述第三支柱43以及所述第四支柱44的上端均与所述下压板2固定连接,且所述第一支柱41、所述第二支柱42、所述第三支柱43以及所述第四支柱44的中轴线相互平行,同时与所述下压板2所处的平面和所述基板4所处的平面垂直。
[0056]
相关技术中提供的平压模具,在固定待压本式证件位置时,是靠定位柱来实现的。待压本式证件夹在上下层金属板的中间,上层金属板通过气缸往下压时,待压本式证件的上侧面与定位柱会摩擦、挤压,待压本式证件的右部侧面与定位柱会摩擦、挤压。这样与定位柱接触的部分会留有明显的痕迹,由于本式证件生产工艺的严格性,这样的瑕疵是不允许存在的,这样就增加了产品的废品率,提高了生产成本。导致这种现象的原因是待压本式证件的侧面,与导柱的接触面太小。由于待压本式证件激光打孔的位置是规定好的,待压本式证件的侧面与导柱势必会有接触,当上层金属板往下压时,侧面接触的面积过小,压力过大,这样就会使待压本式证件的侧面有痕迹产生。
[0057]
为了解决上述问题,如图5、图6、图7和图8所示,本申请在下压板2的上表面设置有横向卡块21,在下压板2的上表面设置有纵向卡块25,横向卡块21和纵向卡块25的侧面可以靠着待压本式证件的相邻两个边缘即可,也就意味着纵向卡块25和横向卡块21的中轴线是垂直的,进而,在气缸本体31的带动下,上压板1的上边缘靠着横向卡块21的侧面上下移动;同时纵向卡块25在通孔16中或通孔16在竖直方向上的空间中上下移动。由于待压本式证件的侧面是与横向卡块21和纵向卡块25的侧面接触,即是面与面接触,可以扩大接触面积,避免待压本式证件侧面的划痕,进而降低废品率。
[0058]
此外,使用平压模具对待压本式证件进行平压的根本目的在于,对待压本式证件
进行打孔处理,因此,被平压模具压住的待压本式证件,在竖直方向上,各个待压本式证件的边缘需要高度一致,设置横向卡块21和纵向卡块25,还可以保证各个待压本式证件的边缘在竖直方向上一致。
[0059]
其中,所述横向卡块21的长度和所述纵向卡块25的长度均与待压本式证件的尺寸相适应。
[0060]
为了实现打孔,在上压板1和下压板2相应的位置设置有第一条形孔24和第二条形孔14,第二条形孔14设置在横向卡块21的对边的边缘处,第而条形孔设置在下压板2上,在竖直方向上,第一条形孔24和第二条形孔14重合,使得放置在所述上压板1与所述下压板2之间的待压本式证件的相邻两个边缘分别靠在所述横向卡块21和所述纵向卡块25的侧面,在所述气缸组件3的带动下,所述上压板1向下移动,与所述下压板2一起对待压本式证件实现平压,将激光由上至下依次穿过所述第一条形孔24、待压本式证件以及所述第二条形孔14,对待压本式证件实现打孔。
[0061]
所述第一条形孔24和所述第二条形孔14的长度与待压本式证件的尺寸相适应。
[0062]
优选地,如果将上压板1设置为标准的长方形板,那么放入上压板1与下压板2之间的待压本式证件将不易取出,为了能够便利的从上压板1与下压板2之间取出待压本式证件,将所述上压板1上处于所述横向卡块21与所述第一条形孔24之间的边缘设置为斜边15,便于从所述上压板1和所述下压板2之间的空间中放入或取出待压本式证件。
[0063]
相关技术中提供的模具在压住待压本式证件,并进行激光打孔的时候,打孔位置的周围,有时会出现大面积糊边现象。这种糊边,直接影响证件的美观及质量,也增加了产品废品率。导致这种现象的原因是,上层金属板在压待压本式证件时,由于压力不足,致使待压本式证件在打孔位置有足够的间隙,这样在激光烧蚀时,会进行更多的燃烧,就会出现糊边现象。
[0064]
本申请为了解决上述问题,为了进一步提高上压板1与下压板2对待压本式证件的压紧度,所述上压板1的重量与对待压本式证件进行平压所需的平压压力相适应,即依靠上压板1的重量,提高上压板1与下压板2对待压本式证件的压紧度。
[0065]
所述横向卡块21的厚度与所述纵向卡块25的厚度均大于或等于待压本式证件的厚度,即上压板1在气缸本体31的带动下,对待压本式证件进行挤压后,被挤压后的待压本式证件的厚度能够略小于纵向卡块25和横向卡块21的厚度,以避免待压本式证件之间压紧度不够而造成糊边现象的情况发生,从而降低废品率。
[0066]
本申请只在一侧打孔,即只开设了第一条形孔24和第二条形孔14,可以降低制作成本,也减少了制作步骤。
[0067]
本申请为了避免出现糊边,将上压板1的重量根据待压本式证件的平压压力进行调节,使上压板1的自重变大,进而提高对待压本式证件的压力,避免出现糊边,降低废品率,进而提高打孔效率。
[0068]
本申请通过多根活动柱,对上压板1进行上移或下移,增加上层板下压时的稳定性,同时也增加了平压的压力。
[0069]
本申请为了避免待压本式证件的侧面与平压模具接触时产生痕迹,将原有的定位柱改成定位块,这样增加了待压本式证件的侧面与平压模具的接触面积,使侧面不再有痕迹产生,降低废品率,进而提高打孔效率。
[0070]
本申请还提供了一种打孔系统,包括激光打孔设备和一种压平模具,其中,所述激光打孔设备的激光发射孔设置在所述第一条形孔24的正上方,使得所述激光打孔设备发出的激光由上至下依次穿过所述第一条形孔24、待压本式证件以及所述第二条形孔14,对待压本式证件实现激光打孔。
[0071]
本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
[0072]
以上对本申请所提供的一种压平模具及其打孔系统,进行了详细介绍,本文中应用了具体个例对本申请的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本申请的方法及其核心思想;同时,对于本领域的一般技术人员,依据本申请的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本申请的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 压板

 热门咨询
热门咨询




tips