
 商标分类
商标分类  商标转让
商标转让 
一种弯管打凹打扁冲孔机的制作方法
 2021-01-29 17:01:32|
2021-01-29 17:01:32| 209|
209| 起点商标网
起点商标网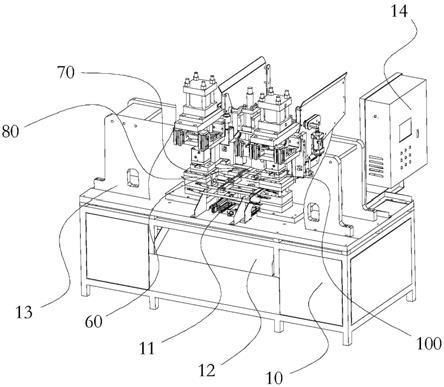
[0001]
本实用新型涉及一种弯管打凹打扁冲孔机。
背景技术:
[0002]
目前现有技术中的管件加工,对打凹、打扁、冲孔的加工工艺都是分开进行,无法在同一机体上实现,需操作师傅的重复定位,多次加工,不利于工作效率且产生较大的疲惫感。
技术实现要素:
[0003]
为了解决上述技术问题,本实用新型的目的在于提供一种弯管打凹打扁冲孔机,具体通过一机体实现管件加工的多个工序,增强工作效率。
[0004]
本实用新型通过以下技术方案来实现:
[0005]
一种弯管打凹打扁冲孔机,包括机架,所述机架上设置有料斗机构,所述料斗机构包括对应设置的两靠板,所述靠板内侧设置有滑道,所述靠板之间设置有转轴,所述转轴上设置有拨料件,所述转轴还配合连接有拨料气缸,所述拨料气缸与转轴之间设置有连杆,所述料斗机构的出料口处配合连接有送料机构,所述送料机构包括活动板,所述活动板上设置有滑块,所述滑块与机架上的滑轨相配合,所述活动板还与一送料气缸相配合,所述活动板上设置有固定管件的固定部,所述送料机构的侧端按工序要求顺序设置有弯管机构、打凹机构、旋转机构、打扁机构和冲孔机构。
[0006]
在本实用新型实施例中,所述活动板包括固定板,所述固定板的两侧端设置有抓料轨,所述固定部社会于抓料轨上,所述固定板的中部设置有定位气缸,所述固定板的下方设置有底板,所述滑块设置于底板上,所述底板与固定板之间设置有光杆,所述固定部与底板之间的光杆处套设有轴承。
[0007]
在本实用新型实施例中,所述固定部呈凹陷状。
[0008]
在本实用新型实施例中,所述弯管机构与打凹机构设置于同一模具上,所述该模具包括上模和下模,所述下模上设置导柱,所述下模上设置有打凹冲头,所述弯管机构设置于上模的侧端,所述弯管机构包括弯管油缸,所述弯管油缸下端的上模处设置有弯管轮模和弯管轮模固定座。
[0009]
在本实用新型实施例中,所述打扁机构和冲孔机构设置于活动板的两侧端。
[0010]
在本实用新型实施例中,所述机架上设置有导料板。
[0011]
在本实用新型实施例中,所述拨料气缸、送料气缸及弯管机构、打凹机构、打扁机构冲孔机构通过导线与一电控箱相连接。
[0012]
在本实用新型实施例中,所述送料机构之间设置有机壳。
[0013]
本实用新型的一种弯管打凹打扁冲孔机,具有如下有益效果:
[0014]
1、通过一机体实现管件的多工序加工,增强工作效率。
[0015]
2、设置有机壳,保护机体的使用寿命。
[0016]
3、设置有导料板,方便加工后的管件进行收集。
附图说明
[0017]
为了更清楚地说明本实用新型的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
[0018]
图1是本实用新型的示意图1。
[0019]
图2是本实用新型的示意图2。
[0020]
图3是本实用新型料斗机构的示意图1。
[0021]
图4是本实用新型料斗机构的示意图2。
[0022]
图5是本实用新型弯管机构与打凹机构的示意图。
[0023]
图6是本实用新型送料机构的示意图。
[0024]
图7是本实用新型冲孔机构的示意图。
[0025]
图8是本实用新型管件加工的示意图。
[0026]
图中:10-机架;11-滑轨;12-导料板;13-机壳;14-电控箱;20-料斗机构;21-靠板;22-滑道;23-转轴;24-拨料件;25-拨料气缸;26-连杆;30-送料机构;31-活动板;32-滑块;33-轴承;34-固定部;35-固定板;36-抓料轨;37-定位气缸;38-底板;39-光杆;40-弯管机构;41-弯管油缸;42-弯管轮模;43-弯管轮模固定座;50-打凹机构;51-打凹冲头;60-旋转机构;70-打扁机构;80-冲孔机构;90-模具;91-上模;92-下模;93-导柱;100-管件。
具体实施方式
[0027]
下面将结合本实用新型实施例中的附图,对实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0028]
参考说明书附图,一种弯管打凹打扁冲孔机,包括机架10,所述机架10上设置有料斗机构20,所述料斗机构20包括对应设置的两靠板21,所述靠板21内侧设置有滑道22,所述靠板21之间设置有转轴23,所述转轴23上设置有拨料件24,所述转轴23还配合连接有拨料气缸25,所述拨料气缸25与转轴23之间设置有连杆26,所述料斗机构20的出料口处配合连接有送料机构30,所述送料机构30包括活动板31,所述活动板31上设置有滑块32,所述滑块32与机架10上的滑轨11相配合,所述活动板31还与一送料气缸33相配合,所述活动板31上设置有固定管件100的固定部34,所述送料机构30的侧端按工序要求顺序设置有弯管机构40、打凹机构50、旋转机构60、打扁机构70和冲孔机构80,更为具体的,所述活动板31包括固定板35,所述固定板35的两侧端设置有抓料轨36,所述固定部34社会于抓料轨36上,所述固定板35的中部设置有定位气缸37,所述固定板35的下方设置有底板38,所述滑块32设置于底板38上,所述底板38与固定板35之间设置有光杆39,所述固定部34与底板之间的光杆处套设有轴承33,在本实用新型实施例中,所述固定部34呈凹陷状,参考说明书附图6所示,本实用新型通过上述结构的设计,实现了管件100的自动进料及送料,且在送料的过程中,逐
一实现加工工序,大大增强了工作效率。
[0029]
进一步的,在本实用新型实施例中,所述弯管机构40与打凹机构50设置于同一模具90上,所述该模具90包括上模91和下模92,所述下模92上设置导柱93,所述下模92上设置有打凹冲头51,所述弯管机构40设置于上模91的侧端,所述弯管机构40包括弯管油缸41,所述弯管油缸41下端的上模91处设置有弯管轮模42和弯管轮模固定座43,本实用新型在此工位上为第一工位,该工位实现了管件100侧端的打弯与中部的打凹,参考说明书附图8中a处所示。
[0030]
进一步的,所述管件100加工完第一工序后,即从第一工位进入第二工位,此时在活动板31的运动及旋转机构60的配合下,管件100旋转,参照说明书附图8中b处所示。
[0031]
进一步的,所述打扁机构70和冲孔机构80设置于活动板31的两侧端,该打扁机构70与冲孔机构80均在第三工位实现,参照说明书附图8中c处所示,该工序为最后工序。
[0032]
进一步的,所述机架10上设置有导料板12,所述加工完后的管件100从导料板12流出进行收集,更为具体的,所述送料机构30之间设置有机壳13。
[0033]
在使用过程中,所述拨料气缸25、送料气缸33及弯管机构40、打凹机构50、打扁机构70、冲孔机构80通过导线与一电控箱14相连接,更为具体的,操作师傅先将待加工的管件放入料斗机构20中的滑道22内,在拨料件24及拨料气缸25的带动下,管件100被放入于固定部34处并进入第一工位,此时完成弯管和打凹工序,参照a处所示。紧接着,送料机构30做反复动作,将未加工的管件放入第一工位处,将半成品的管件放置于第二工位处,第一工位重复弯管和打凹动作,第二工位将管件旋转90度。继而,送料机构30继续做反复运动,第一工位与第二工位重复,第三工位实现打扁和冲孔,最终,加工完成后的管件从送料板12流出,完成收集。
[0034]
上述说明示出并描述了本实用新型的优选实施例,如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 弯管

 热门咨询
热门咨询




tips