
 商标分类
商标分类  商标转让
商标转让 
一种悬挂卡箍折弯工装的制作方法
 2021-01-29 17:01:01|
2021-01-29 17:01:01| 306|
306| 起点商标网
起点商标网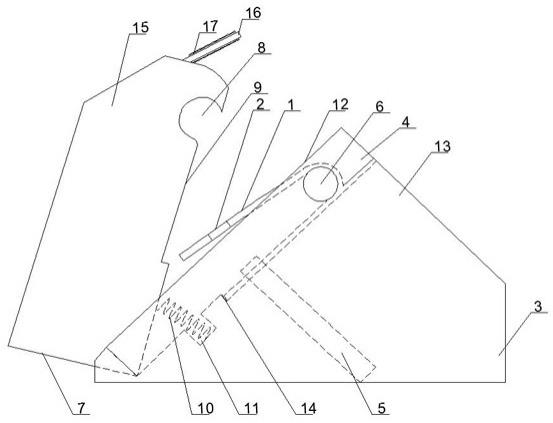
[0001]
本实用新型涉及工业加工技术领域,特别是涉及一种悬挂卡箍折弯工装。
背景技术:
[0002]
卡箍是连接带沟槽的管件、阀门以及管路配件的一种连接装置,用在对快接头之间起紧箍作用,而hb3-16-2000悬挂卡箍是一种航天航空标准件,这个产品在订货时具有批量小、规格种类多的特点。在实际的加工生产过程中,悬挂卡箍的加工方法主要包括两类,第一类是完全手工操作,第二类是采用复合模具进行冲压加工。第一类方法所生产的产品质量会因不同的工人、不同的生产批次而产生较大的差异,产品质量波动较大而无法保证,并且生产效率低下。第二种生产方法由于复合模具的定制周期较长且成本较高,这就使得模具的成本大于产品的价值,使得该生产方法不具有经济性和高效性的特点,同时,在冲压的过程总还可能对产品造成压伤,降低了产品的质量。
技术实现要素:
[0003]
本实用新型提供了一种悬挂卡箍折弯工装,以解决目前悬挂卡箍生产中效率低、质量参差不齐或成本高等问题。
[0004]
为了解决上述技术问题,本发明所采用的技术方案是:
[0005]
一种悬挂卡箍折弯工装,包括产品坯料,产品坯料的两端开设有对称设置的安装孔,该工装还包括定位块,定位块沿其长度方向上开设有卡槽,卡槽下方的定位块上开设有与安装孔相对应的定位槽,定位槽的一端与卡槽相连通,定位槽内安装有定位销,卡槽上方的定位块的顶端开设有通孔,通孔内间隙配合有圆柱销,卡槽内通过连接装置连接有与卡槽相配合的压块,压块的底端开设有上模芯,压块的长度方向与卡槽的长度方向相平行。
[0006]
优选地,定位块的顶端设有倾斜设置的导向面和倾斜面,导向面与倾斜面相互垂直设置。
[0007]
优选地,卡槽内设置有与产品坯料相对应的限位槽。
[0008]
优选地,连接装置包括弹簧,卡槽内开设有安装槽,安装槽的长度方向与定位槽的长度方向相平行,弹簧的底部固定连接在安装槽内,弹簧的顶端固定连接在压块上。
[0009]
优选地,压块的顶端设有用于敲打压块的敲击面,敲击面水平设置。
[0010]
优选地,卡槽也倾斜设置,卡槽与导向面平行设置,定位槽也倾斜设置且定位槽的长度方向与卡槽的长度方向相互垂直设置,定位销与定位槽间隙配合。
[0011]
优选地,压块远离连接装置的一端固定连接有水平设置的把手,把手上沿其周向固定连接有材质为橡胶的防滑部,防滑部上设有具有防滑作用且凸起设置的防滑条纹。
[0012]
优选地,上模芯包括与悬挂卡箍相对应的弧形槽和条形槽,定位销的顶端与弧形槽的顶部相抵触连接。
[0013]
优选地,敲击面上喷涂有碳化钨喷焊层,碳化钨喷焊层的厚度为2-3mm。
[0014]
本实用新型所具有的有益效果为:本实用新型通过连接装置将定位块和压块相连
接,对压块的位置进行的限定,减少了工人对压块位置的定位过程,提高了工作效率;通过倾斜设置的卡槽,便于工人对产品坯料进行折弯;而敲击面的设置方便了工人对压块施压,便于压块更好地与卡槽相贴合。此外,定位销和限位槽的设置对产品坯料的位置进行了限定,并保证了悬挂卡箍上下两个安装孔位置的对应一致,提高了产品的质量。总的来说,本工装具有结构简单、加工成本低的特点,而本工装所加工的产品尺寸一致性好、外观没有压痕,产品质量高,适合小批量产品的加工。
附图说明
[0015]
图1为本实用新型的压块与定位块分离时的结构示意图;
[0016]
图2为本实用新型的压块与定位块相贴合时的结构示意图。
具体实施方式
[0017]
下面结合附图对本实用新型做进一步描述。
[0018]
一种悬挂卡箍折弯工装,如图1和图2所示,包括产品坯料1,产品坯料1的两端开设有对称设置的安装孔2,该工装还包括定位块3,定位块3沿其长度方向上开设有卡槽4,卡槽4下方的定位块3上开设有与安装孔2相对应的定位槽,定位槽的一端与卡槽4相连通,定位槽内安装有定位销5,卡槽4上方的定位块3顶端开设有通孔,通孔内间隙配合有圆柱销6,利用圆柱销6对产品坯料1进行折弯。卡槽4内还通过连接装置连接有与卡槽4相配合的压块7,压块7的底端开设有上模芯,上模芯包括与悬挂卡箍相对应的弧形槽8和条形槽9,如图2所示,压块7余卡槽相贴合时,压块7的长度方向与卡槽4的长度方向相平行。连接装置包括弹簧10,卡槽4内开设有安装槽11,安装槽11的长度方向与定位槽的长度方向相平行,弹簧10的底部固定连接在安装槽11内,弹簧10的顶端固定连接在压块7上,在弹簧10的自然状态下,弹簧10的顶端与安装槽11的顶端相平齐,以保证压块7的底部能够与卡槽4相贴合。通过设置弹簧10,一方面实现了压块7与定位块3的连接,避免了压块7的丢失;另一方面,压块7的位置得以限定,避免了来回移动压块7来使压块7处于正确的位置。
[0019]
进一步地,定位块3的顶端设有倾斜设置的导向面12和倾斜面13,导向面12与倾斜面13相互垂直设置。通过倾斜设置且相互垂直的导向面12和倾斜面13,使得在折弯产品坯料1时更容易施力,方便了使用者。卡槽4也倾斜设置,卡槽4的长度方向与导向面12的长度方向相平行设置,定位槽也倾斜设置且定位槽的长度方向与卡槽4的长度方向相互垂直设置,定位销5与定位槽间隙配合。
[0020]
进一步地,卡槽4内设置有与产品坯料1相对应的限位槽14,使用时产品坯料1放置在卡槽4内后,定位销5穿过产品坯料1的安装孔2,而产品坯料1的端部与限位槽14的端部相抵触,方便了对产品坯料1的定位,同时,限位槽14与上模芯上的条形槽9相对应。
[0021]
进一步地,压块7的顶端设有用于敲打压块7的敲击面15,敲击面15水平设置,通过设置水平的敲击面15,方便了使用者通过工具将压块7向卡槽4内的方向敲打,以使得压块7与卡槽4相贴合,从而将产品坯料1折弯为悬挂卡箍,为了防止敲击面15在长期使用过程中出现大幅度的磨损,敲击面15上喷涂有碳化钨喷焊层,碳化钨喷焊层的厚度为2-3mm,碳化钨喷焊层具有较高的耐磨性,以提高该工装的使用寿命。
[0022]
压块7远离连接装置的一端固定连接有水平设置的把手16(参照图2),把手16上沿
其周向固定连接有防滑部17,防滑部17的材质为橡胶,防滑部17上设有具有防滑作用且凸起设置的防滑条纹。通过设置把手16、防滑部17和防滑条纹,方便了使用者通过把手16移出压块7,增大摩擦力和使用者的舒适度。
[0023]
在其它实施例中,定位销5的顶端与弧形槽8的顶部相抵触连接,这样的设置使得产品坯料1折弯部分的安装孔2也位于定位销5内,确保了产品上下两个安装孔2对应一致,保证了产品的质量。
[0024]
使用时,(1)通过把手16打开压块7,从卡槽4处将定位销5插入定位槽中,将产品坯料1放置在限位槽14中,定位销5的顶部穿过产品坯料1上的安装孔2且产品坯料1的端部与限位槽14的端部相抵触,然后将圆柱销6插入通孔中,并手工将产品坯料1沿圆柱销6反向180
°
折弯;(2)将压块7扣入卡槽4内,并用相应的工具敲打敲击面15,直至压块7与定位块3相贴合,此时定位销5的顶端与弧形槽8的顶部相抵触,产品坯料1的折弯部与弧形槽8和条形槽9形状相一致,即产品坯料1被压制成产品悬挂卡箍;(3)拔出圆柱销6,向上推起压块7;(4)将卡在上模芯中的产品悬挂卡箍取出,完成产品悬挂卡箍的折弯加工。
[0025]
上述实施例并非对本实用新型的形状、材料、结构等作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips