
 商标分类
商标分类  商标转让
商标转让 
带断屑槽的超硬切槽刀具的制作方法
 2021-01-29 17:01:24|
2021-01-29 17:01:24| 248|
248| 起点商标网
起点商标网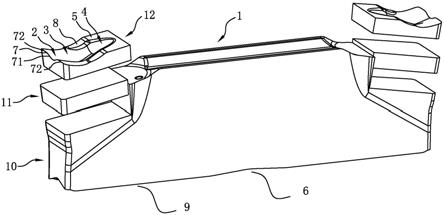
[0001]
本实用新型涉及刀具技术领域,特别是涉及一种带断屑槽的超硬切槽刀具。
背景技术:
[0002]
现有具有高硬度材料的发动机配件、齿轮等机加工时切屑由于硬度高和进给小等问题容易产生细长切屑,导致缠绕在刀具和工件上,引起加工面的损伤和加剧刀具的破损;而随着机械制造向高速、高效、高精度、自动化方向发展,以及各种难加工高硬度材料的相继出现和广泛应用,槽壁加工表面质量、切槽使用寿命和断屑性能等,已经成为评价超硬切槽刀具切削性能的主要指标。带断屑槽高硬度切槽刀具的出现,使得对高硬度材料进行机加工时能够对切屑进行妥善处理,提升刀具性能。
[0003]
目前,国内外在超硬刀具上基本以平板或简单槽型为主。对于具有优异切屑处理能力的带断屑槽的超硬刀具基本没有。现有技术的超硬切槽刀具在切槽过程中,主要存在刀具切槽产生的长宽屑缠绕工件、切屑清理困难现象,以及产生的长宽屑刮伤已加工表面,切屑处理效果差,高温集中,导致刀具过早磨损等问题。
技术实现要素:
[0004]
本实用新型的目的在于克服现有技术之不足,提供一种带断屑槽的超硬切槽刀具,具有包卷切屑、减小切屑宽度的优良性能,解决了目前高硬度材料切槽过程中,切屑不易处理等技术问题,使刀具的使用寿命、加工效率以及切屑处理等方面性能得到全面提升。
[0005]
本实用新型解决其技术问题所采用的技术方案是:一种带断屑槽的超硬切槽刀具,包括刀具本体,所述刀具本体的两端设有旋转对称的切削部;所述切削部采用超硬材料制作而成;所述切削部包括处于前端的切削刃和由前端向里端延伸的断屑槽;所述切削刃包括中间的v型刃和两侧的边刃;所述断屑槽总体呈凹状,包括切削刃处的第一凹槽、断屑槽底部处的第二凹槽和从切削刃到后端圆弧内缩凹状曲面部位的第三凹槽;所述第一凹槽具有从中间向两侧弯曲连接形成特定大小的夹角;所述第二凹槽低于刃部平台;所述第三凹槽的中间部向两侧弯曲形成的夹角与第一凹槽是结合变化的,第三凹槽倾斜设置并分别向两边同等变化。
[0006]
所述断屑槽还设置沿轴对称的后臂和前臂,且后臂上沿设有最小宽度的第三凹槽,后臂下侧的与第一凹槽对应处设有与所述第一凹槽和第三凹槽过渡的第二凹槽;所述前臂与所述后臂交接处具有明显的上升面和凸角。
[0007]
所述第一凹槽的横截面两侧的切削部位与水平面有向外下偏的角度记为θ
1
,其大小范围:0.5~2.0
°
。
[0008]
从所述第一凹槽到第三凹槽,横截面两侧的切削部位与水平面形成的向外下偏角度记为θ
2
,其大小从0.5~2.0
°
均匀变化到3.0~4.0
°
。
[0009]
所述第一凹槽由中间向两侧弯曲,其横截面中部呈v型,v型凹槽的夹角记为α,其大小范围为130~140
°
。
[0010]
所述第二凹槽由中间向两侧弯曲,其横截面中部呈v型,v型凹槽的夹角记为β,β小于α,且β大小范围为110~125
°
。
[0011]
所述第三凹槽由中间向两侧弯曲,其横截面中部呈v型,v型凹槽的夹角记为γ,γ小于β,且γ大小范围为80~100
°
。
[0012]
所述断屑槽大致呈0字形,为前后窄,中间宽的结构。
[0013]
所述刀具本体包括一个硬质合金材料制成的基体、两个硬质合金材料制成的衬底和两个超硬材料制成的刀片块,所述切削部设在所述刀片块中;所述两个超硬材料制成的刀片块分别通过两个硬质合金材料制成的衬底固定在所述基体的两端。
[0014]
所述刀具本体的基体的底部设有散热槽。
[0015]
与现有技术相比较,本实用新型的有益效果是:
[0016]
本实用新型由于采用了切削刃包括中间的v型刃和两侧的边刃;断屑槽总体呈凹状,包括切削刃处的第一凹槽、断屑槽底部处的第二凹槽和从切削刃到后端圆弧内缩凹状曲面部位的第三凹槽;所述第一凹槽具有从中间向两侧弯曲连接形成特定大小的夹角;所述第二凹槽低于刃部平台;所述第三凹槽的中间部向两侧弯曲形成的夹角与第一凹槽是结合变化的,第三凹槽倾斜设置并分别向两边同等变化。本实用新型的这种结构,利用断屑槽中的第一凹槽、第二凹槽和第三凹槽的配合,具有包卷切屑、减小切屑宽度的优良性能,解决了目前高硬度材料切槽过程中,切屑不易处理等技术问题,使刀具的使用寿命、加工效率以及切屑处理等方面性能得到全面提升。
[0017]
以下结合附图及实施例对本实用新型作进一步详细说明;但本实用新型的一种带断屑槽的超硬切槽刀具不局限于实施例。
附图说明
[0018]
图1是本实用新型的实施例的立体构造分解示意图;
[0019]
图2是本实用新型的实施例的俯视图;
[0020]
图3(a)是沿图2中的a-a线的剖视图;
[0021]
图3(b)是沿图2中的b-b线的剖视图;
[0022]
图3(c)是沿图2中的c-c线的剖视图。
[0023]
图中,1、刀片本体;2、断屑槽的第一凹槽;3、断屑槽的第二凹槽;4、断屑槽的第三凹槽;5、断屑槽的后臂;6、刀片本体的底部散热槽;7、切削刃;8、断屑槽的前臂;9、刀片本体的底部;71、切削刃中的v型刃;72、切削刃中的边刃;10、刀片本体的基体;11、刀片本体的硬质合金层;12、刀片本体的刀片块;α、断屑槽的第一凹槽中间的v型角;β、断屑槽的第二凹槽中间的v型角;γ、断屑槽的第三凹槽中间的v型角;θ1、切削刃中的边刃与水平线的夹角;θ2、断屑槽的凹槽边与水平线的夹角。
具体实施方式
[0024]
实施例
[0025]
参见图1至图3所示,本实用新型的一种带断屑槽的超硬切槽刀具,包括刀具本体1,所述刀具本体1的两端设有旋转对称的切削部;所述切削部采用超硬材料制作而成;所述切削部包括处于前端的切削刃7和由前端向里端延伸的断屑槽;所述切削刃7包括中间的v
型刃71和两侧的边刃72;所述断屑槽总体呈凹状,包括切削刃处的第一凹槽2、断屑槽底部处的第二凹槽3和从切削刃到后端圆弧内缩凹状曲面部位的第三凹槽4;所述第一凹槽2具有从中间向两侧弯曲连接形成特定大小的夹角;所述第二凹槽3低于刃部平台;所述第三凹槽4的中间部向两侧弯曲形成的夹角与第一凹槽是结合变化的,第三凹槽4倾斜设置并分别向两边同等变化。
[0026]
本实施例中,所述断屑槽还设置沿轴对称的后臂5和前臂8,且后臂5上沿设有最小宽度的第三凹槽4,后臂5下侧的与第一凹槽2对应处设有与所述第一凹槽2和第三凹槽4过渡的第二凹槽3;所述前臂8与所述后臂5交接处具有明显的上升面和凸角。
[0027]
本实施例中,如图3(a)所示,所述第一凹槽2的横截面两侧的切削部位与水平面有向外下偏的角度记为θ
1
,其大小范围:0.5~2.0
°
。
[0028]
本实施例中,如图3(b)所示,从所述第一凹槽2到第三凹槽4,横截面两侧的切削部位与水平面形成的向外下偏角度记为θ
2
,其大小从0.5~2.0
°
均匀变化到3.0~4.0
°
。
[0029]
本实施例中,如图3(a)所示,所述第一凹槽2由中间向两侧弯曲,其横截面中部呈v型,v型凹槽的夹角记为α,其大小范围为130~140
°
。
[0030]
本实施例中,如图3(b)所示,所述第二凹槽3由中间向两侧弯曲,其横截面中部呈v型,v型凹槽的夹角记为β,β小于α,且β大小范围为110~125
°
。
[0031]
本实施例中,如图3(c)所示,所述第三凹槽4由中间向两侧弯曲,其横截面中部呈v型,v型凹槽的夹角记为γ,γ小于β,且γ大小范围为80~100
°
。
[0032]
本实施例中,所述断屑槽大致呈0字形,为前后窄,中间宽的结构。
[0033]
本实施例中,所述刀具本体1包括一个硬质合金材料制成的基体10、两个硬质合金材料制成的衬底11和两个超硬材料制成的刀片块12,所述切削部设在所述刀片块12中;所述两个超硬材料制成的刀片块12分别通过两个硬质合金材料制成的衬底11固定在所述基体10的两端;其中,超硬材料为聚晶立方氮化硼pcbn(polycrystalline cubic boron nitride)。
[0034]
本实施例中,刀具本体1的基体10的底部设有散热槽6。
[0035]
本实施例中,刀具本体1分为三部分:硬质合金基体10、硬质合金衬底11和超硬层12。刀具是分别沿左右和前后两个面呈轴对称的体,两个v形曲线切削刃7,切削刃最外部为第一凹槽2,凹槽中间向两侧弯曲连接形成的特定夹角使得在切槽加工最开始过程中,首先切屑进来被第一凹槽2包起来,特别是针对小进给时产生的薄而软的不易断切屑,形成比刀宽更窄且复映第一凹槽2的具有两侧波形起伏的发条状切屑,从而能有效提高切槽过程中切屑的刚性,有助于断屑;而且避免切屑与已加工表面的摩擦,减小切削力,提高表面质量。
[0036]
切屑经过前刀面,在摩擦力和前臂8的导向作用下,切屑具有更稳定的形态,起到良好的定心作用;经过第二凹槽3后到达第三凹槽4时,凹槽8变窄,切屑导向变窄趋势,在第三凹槽4作用下,切屑卷曲半径减小,更容易断屑,并能分散切削时产生的主切削力作用,降低切削载荷。
[0037]
v形曲线切削刃7与第一凹槽2相配合,入切时先两端刀尖切削,然后逐渐增大到整个切削刃接触,能有效减缓刀具在入切瞬间切削力对刀具的冲击作用,从而提高切槽加工平稳性,预防刀尖崩碎。
[0038]
在断屑槽的第三凹槽4处设置呈轴对称的后臂5凸起,能有效提高切槽刀具的强
度,同时当加工时,该切屑经过后臂5后能够有效减小切屑卷曲半径,从而提高断屑性能,后臂5还增加了刀具与冷却液和空气的接触面积,使大量切削热被切屑和冷却介质带走,降低刀具的切削温度。
[0039]
刀具本体1的底面9设计有底部散热槽6,该设计不仅可避免刀具变形问题的产生,而且能减少刀具与刀体间的接触面积,同时还能将冷却介质引流入刀具底部周围,起到充分冷却刀具的效果。
[0040]
本实用新型的一种带断屑槽的超硬切槽刀具,采用了切削刃7包括中间的v型刃71和两侧的边刃72;断屑槽总体呈凹状,包括切削刃处的第一凹槽2、断屑槽底部处的第二凹槽3和从切削刃到后端圆弧内缩凹状曲面部位的第三凹槽4;所述第一凹槽2具有从中间向两侧弯曲连接形成特定大小的夹角;所述第二凹槽3低于刃部平台;所述第三凹槽4的中间部向两侧弯曲形成的夹角是结合变化的,第三凹槽4倾斜设置并分别向两边同等变化。本实用新型的这种结构,利用断屑槽中的第一凹槽、第二凹槽和第三凹槽的配合,具有包卷切屑、减小切屑宽度的优良性能,解决了目前高硬度材料切槽过程中,切屑不易处理等技术问题,使刀具的使用寿命、加工效率以及切屑处理等方面性能得到全面提升。该切槽刀具的第一凹槽2能对切屑进行有效处理,切削刃与工件的接触区域逐渐增大,不仅能有效减缓刀具在入切瞬间切削力对刀具的冲击作用,同时能降低加工过程中的切削力,从而提高刀具的平稳性,有效降低刀具承受的机械载荷;断屑和排屑性能以及切槽过程的平稳性。该超硬切槽刀具槽型结构能有效提升对切屑的导向和定心作用,并且形成比刀宽更窄且复映凹槽的具有两侧波形起伏的发条切屑,从而能有效提高切槽过程中切屑的刚性,有助于断屑;而且避免切屑与已加工表面的摩擦,提高表面质量。
[0041]
上述只是本实用新型的较佳实施例,并非对本实用新型作任何形式上的限制。虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案作出许多可能的变动和修饰,或修改为等同化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips