
 商标分类
商标分类  商标转让
商标转让 
一种超宽超薄金属锂带生产装置的制作方法
 2021-01-29 17:01:35|
2021-01-29 17:01:35| 277|
277| 起点商标网
起点商标网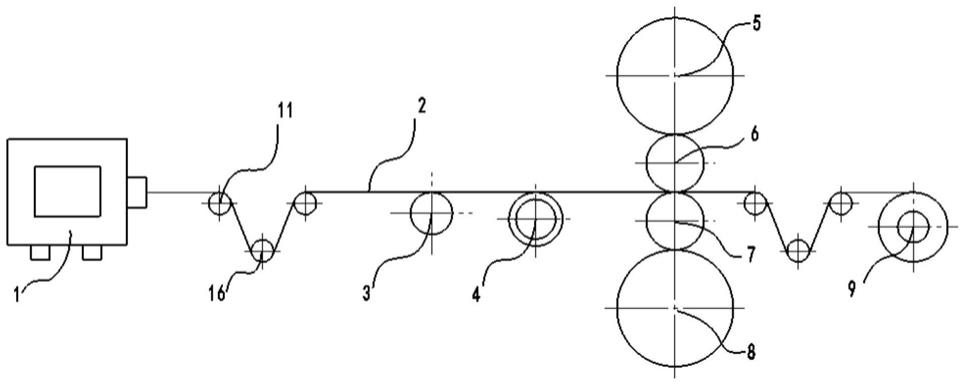
[0001]
本实用新型涉及金属锂带的加工或生产设备,特别涉及一种超宽超薄金属锂带生产装置。
背景技术:
[0002]
随着便携式电子设备、无人机、电动汽车等行业的快速发展,对锂离子二次电池的比容量要求也越来越大。金属锂的理论比容量高达3860mah/g,氧化还原电位低,为-3.045v(相对于标准氢电极),其作为锂离子电池的负极优势明显。
[0003]
现阶段,常规生产的超宽超薄金属锂带宽幅规格不超过200 mm,且厚度在100
µ
m以上。目前有些领域特别是电动汽车领域,对于金属锂带的宽度和厚度要求较高,在保证金属锂带宽度较宽的同时,厚度要低于100
µ
m。特别是全固态锂电池一般要求使用的金属锂带厚度低于40
µ
m。有企业尝试采用拼接的方法制备较宽的金属锂带,但是拼接的接口处与其它单位面积的密度成反差,导致成品率低下,不能实现工业化量产。为解决此问题,重庆昆瑜锂业有限公司的中国专利cn206763621u采用挤压方法,通过设计弧形模具和卷绕装置来实现超宽锂带的生产,但是采用此方法生产的超宽锂带宽幅不超过320mm。
[0004]
理论上,通过挤压方式制得的超宽金属锂带厚度较厚,通常采用挤压和轧制相结合的方式制得超宽超薄的金属锂带。但是在实际操作过程中,超宽金属锂带常常发生褶皱、断裂、堆积和边浪等问题,致使轧制过程无法顺利进行。主要原因是金属锂带较宽,且厚度较薄,在宽度方向上受力不均,造成锂带在轧制入料口堆积,随着锂带形变量的积累,锂带堆积现象越来越严重。
技术实现要素:
[0005]
本实用新型提供一种超宽超薄金属锂带生产装置,其目的是解决超宽超薄金属锂带在轧制过程中发生褶皱、断裂、堆积和边浪的技术问题。
[0006]
为达到上述目的,本实用新型采用的技术方案是:
[0007]
一种超宽超薄金属锂带生产装置,沿金属锂带传送方向,依次设置长度张力控制机构、宽度张力控制机构和轧制机构。
[0008]
所述长度张力控制机构包括张力检测单元和张力调节单元。
[0009]
所述宽度张力控制机构用于控制金属锂带宽度方向上的两侧张力相等,包括第一张力检测辊、第一张力传感器、第二张力检测辊、第二张力传感器、摆辊和摆辊驱动机构。
[0010]
所述第一张力检测辊和第二张力检测辊以金属锂带长度方向的中心线为基准对称设置;所述第一张力传感器安装在第一张力检测辊上,所测得的张力定义为第一张力;所述第二张力传感器安装在第二张力检测辊上,所测得的张力定义为第二张力。
[0011]
所述摆辊在金属锂带传送方向位于长度张力控制机构与轧制机构之间,并且位于金属锂带的正下方;从金属锂带下方仰视观察,所述摆辊的长度方向和金属锂带的传送方向呈夹角;工作状态下,摆辊和金属锂带的接触区域覆盖金属锂带的宽度,所述摆辊表面与
金属锂带的下表面接触;所述摆辊上设有转动轴,从金属锂带的侧面观察,所述转动轴的长度方向和金属锂带长度方向平行或者呈锐角;在金属锂带的下方,沿金属锂带的传送方向且从前向后观察,在工作状态下,当第一张力等于第二张力时,摆辊不转动;当第一张力大于第二张力时,摆辊绕转动轴顺时针转动;当第一张力小于第二张力时,摆辊绕转动轴逆时针转动。
[0012]
所述摆辊驱动机构位于摆辊旁,并和摆辊连接。
[0013]
所述轧制机构包括上工作辊和下工作辊,所述上工作辊和下工作辊对称设于金属锂带的上方和下方,在工作状态下均与金属锂带的表面接触。
[0014]
上述技术方案中的有关内容解释如下:
[0015]
1.上述方案中,所述金属锂带的长度方向和金属锂带传送方向相同。
[0016]
2.上述方案中,还包括挤压机构,所述挤压结构包括挤压机,其位于长度张力控制机构之前。挤压机用于制备超宽金属锂带,制得的超宽金属锂带宽度足够,但是薄度不够,通过轧制工序使金属锂带压延得更薄。挤压工序可以直接和轧制工序对接,也可以先进行收卷工序,成卷的金属锂带再与轧制工序对接。
[0017]
3.上述方案中,所述长度张力机构主要用于控制金属锂带长度方向的张力,同时辅助控制金属锂带宽度方向的张力。
[0018]
4.上述方案中,所述摆辊上设有转动轴,所述转动轴只要不设置在摆辊的端部即可。
[0019]
5.上述方案中,所述摆辊驱动机构包括气压缸、液压缸或者电动缸。所述两个张力传感器和气压缸、液压缸或者电动缸连接在同一控制器,控制器调整缸内压力,带动气压缸、液压缸或者电动缸中的活塞移动,从而带动摆辊绕转动轴转动。在金属锂带下方,沿金属锂带传送方向观察,当第一张力等于第二张力时,金属锂带宽度方向两边张力相等,摆辊不转动;当第一张力大于第二张力时,金属锂带宽度方向右侧张力大于左侧张力,控制器调整摆辊绕转动轴顺时针转动,直到第一张力等于第二张力;当第一张力小于第二张力时,金属锂带宽度方向右侧张力小于左侧张力,控制器调整摆辊绕转动轴逆时针转动,直到第一张力等于第二张力。
[0020]
6.上述方案中,所述摆辊驱动机构包括伺服电机,所述转动轴和伺服电机的输出轴传动连接。所述第一张力传感器、第二张力传感器和伺服电机连接在同一控制器,控制器调整控制伺服电机转动,从而控制摆辊转动。在金属锂带下方,沿金属锂带传送方向观察,当第一张力等于第二张力时,辊不转动;当第一张力大于第二张力时,控制器调整摆辊绕转动轴顺时针转动,直到第一张力等于第二张力;当第一张力小于第二张力时,控制器调整摆辊绕转动轴逆时针转动,直到第一张力等于第二张力。
[0021]
7.上述方案中,所述收卷张力控制结构用于控制金属锂带收卷前的张力。
[0022]
8.上述方案中,所述生产装置还包括放卷机构,放卷机构包括放卷辊,其位于所述长度张力控制机构之前。
[0023]
9.上述方案中,从金属锂带下方仰视观察,摆辊的长度方向和金属锂带的传送方向垂直,所述摆辊的长度大于或等于金属锂带的宽度。
[0024]
10.上述方案中,所述转动轴位于摆辊长度方向的中间位置,从金属锂带的侧面观察,转动轴的长度方向和金属锂带长度方向平行。
[0025]
11.上述方案中,沿金属锂带宽度方向,第一张力检测辊和第二张力检测辊的测量距离相等,分别是所述金属锂带宽度的五分之一到五分之二。
[0026]
12.上述方案中,摆辊绕转动轴转动的角度小于等于20度。
[0027]
本实用新型工作原理和优点如下:
[0028]
在轧制机构前依次设置长度张力控制机构和宽度张力控制机构。长度张力控制机构主要用于控制金属锂带长度方向的张力,同时辅助控制金属锂带宽度方向的张力。宽度张力控制机构只要用于控制金属锂带宽度方向上的两侧张力相等,在金属锂带下方,沿金属锂带传送方向观察,当第一张力等于第二张力时,金属锂带宽度方向两边张力相等,摆辊不转动;当第一张力大于第二张力时,金属锂带宽度方向右侧张力大于左侧张力,摆辊绕转动轴顺时针转动,直到第一张力等于第二张力;当第一张力小于第二张力时,金属锂带宽度方向右侧张力小于左侧张力,摆辊绕转动轴逆时针转动,直到第一张力等于第二张力。最终实现金属锂带宽度方向上的两侧张力相等,从而使轧制前的金属锂带平整、顺滑,保证了轧制工序的正常运行。本实用新型结构简单,可以实现大规模工业化量产。制得的超宽超薄金属锂带表面平整,厚度均匀,实现了宽度范围为200~500mm,厚度低于50
µ
m的超宽超薄金属锂带的生产。
附图说明
[0029]
附图1为本实用新型的结构示意图;
[0030]
附图2为宽度张力控制结构的俯视图;
[0031]
附图3为沿金属锂带传送方向观察摆辊的视图;
[0032]
附图4为宽度张力控制机构控制金属锂带宽度方向张力逻辑图;
[0033]
附图5为本实用新型另一实施例包括放卷结构的结构示意图。
[0034]
以上附图中:1、挤压机;2、金属锂带;3、第一张力检测辊;4、摆辊;5、上支撑辊;6、上工作辊;7、下工作辊;8、下支撑辊;9、收卷辊;10、第二张力检测辊;11、第三张力检测辊;12、转动轴;13、活塞;14、液压缸;15、放卷辊;16、张力调节辊。
具体实施方式
[0035]
下面结合附图及实施例对本实用新型作进一步描述:
[0036]
实施例一:一种超宽超薄金属锂带生产装置
[0037]
参见附图1所示,本实施例沿金属锂带2传送方向,依次设置挤压机构、长度张力控制机构、宽度张力控制机构、轧制机构、收卷张力控制机构和收卷机构。
[0038]
挤压机构包括挤压机1,用于挤压生产超宽金属锂带2。长度张力控制机构包括第三张力检测辊11和张力调节辊16。宽度张力控制机构包括第一张力检测辊3、第一张力传感器、第二张力检测辊10、第二张力传感器、摆辊4和摆辊驱动机构。第一张力检测辊3和第二张力检测辊10以金属锂带2长度方向的中心线为基准对称设置,且在金属锂带2的正下方。第一张力检测辊3和第二张力检测辊10的测量距离分别是金属锂带2宽度的四分之一。第一张力传感器安装在第一张力检测辊3上,所测得的张力定义为第一张力;第二张力传感器安装在第二张力检测辊10上,所测得的张力定义为第二张力。摆辊4位于金属锂带2的正下方,从金属锂带2下方仰视观察,所述摆辊4的长度方向和金属锂带2的传送方向垂直。摆辊4的
长度大于金属锂带2的宽度。摆辊4长度方向的中间位置设有转动轴12,转动轴12和金属锂带2的长度方向平行。摆辊驱动机构包括液压缸14和活塞13,摆辊4和活塞13通过一连接体固定连接。两个张力传感器和液压缸14连接在同一控制器,控制器调整液压缸14内压力,带动液压缸14中的活塞13上下移动,从而带动摆辊4绕转动轴12转动。轧制机构为四辊轧机,从上向下依次设置上支撑辊5、上工作辊6、下工作辊7和下支撑辊8,上工作辊6和下工作辊7对称设于金属锂带2的上方和下方。收卷张力控制结构用于控制收卷张力。收卷机构包括收卷辊9。
[0039]
本实施例工作时,首先调整四辊轧机的上工作辊6和下工作辊7之间的辊缝为40
µ
m。然后启动挤压机1,挤出宽度为500mm,厚度为150
µ
m的金属锂带2。金属锂带2经长度张力控制结构中的张力调节辊16调整其长度方向张力,同时辅助调整其宽度方向张力。再将金属锂带2牵引送至宽度张力控制结构调整宽度方向张力,经第一张力检测辊3测定的张力定义为第一张力,经第二张力检测辊10测定的张力定义为第二张力。在金属锂带2下方,沿金属锂带2传送方向观察,当第一张力等于第二张力时,金属锂带2宽度方向两边张力相等,摆辊4不转动;当第一张力大于第二张力时,金属锂带2宽度方向右侧张力大于左侧张力,控制器调整活塞13向上移动,带动摆辊4绕转动轴顺时针转动,直到第一张力等于第二张力;当第一张力小于第二张力时,金属锂带2宽度方向右侧张力小于左侧张力,控制器调整活塞13向下移动,带动调整摆辊绕转动轴逆时针转动,直到第一张力等于第二张力。再牵引金属锂带2到轧制机构的上工作辊6和下工作辊7之间进行轧制。轧制成厚度为40
µ
m的金属锂带2。再经收卷张力控制机构控制收卷张力,最终由收卷辊9收卷成盘。得到宽度为500mm,厚度为40
µ
m的超宽超薄金属锂带。
[0040]
下面针对本实用新型的其他实施情况以及结构变化作如下说明:
[0041]
1.以上实施例中,具体宽度张力控制机构控制金属锂带2宽度方向张力逻辑见附图4,这是本领域技术人员容易理解的。
[0042]
2.以上实施例中,长度张力控制机构前为挤压机构,本实用新型不局限于此,也可以是放卷机构,将挤压制得的超宽金属锂带先收卷,再在长度张力控制机构前放卷,见附图5。
[0043]
3.以上实施例中,摆辊驱动机构包括液压缸和活塞,通过活塞的上下移动来带动摆辊转动,本实用新型不局限于此,摆辊驱动机构也可以包括伺服电机,伺服电机的输出轴和转动轴传动连接,来带动摆辊转动。
[0044]
4.以上实施例中,第一张力检测辊和第二张力检测辊的测量距离分别是金属锂带宽度的四分之一,本实用新型不局限于此,测量距离分别是所述金属锂带宽度的五分之一到五分之二都可以实现,但是要保证两者测量距离相等。
[0045]
5.以上实施例中,摆辊绕转动轴转动的角度小于等于20度。
[0046]
6.以上实施例中,第一张力检测辊和第二张力检测辊在金属锂带的下方,本实用新型不局限于此,两者也可以在金属锂带的上方,根据选择的张力检测辊类型来选择。
[0047]
7. 以上实施例中,摆辊的长度方向和金属锂带的传送方向垂直,本实用新型不局限于此,垂直是效果最好的方式,但是只要摆辊的长度方向不和金属锂带的传送方向一致即可。
[0048]
8. 以上实施例中,转动轴位于摆辊长度方向的中间位置,转动轴和金属锂带的长
度方向平行,本实用新型不局限于此,只要转动轴不位于摆辊的端部即可,转动轴的长度方向和金属锂带长度方向也可以呈锐角。
[0049]
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips