
 商标分类
商标分类  商标转让
商标转让 
一种Y225弧齿锥齿轮铣齿机的床鞍镶条的修理方法与流程
 2021-01-29 17:01:40|
2021-01-29 17:01:40| 298|
298| 起点商标网
起点商标网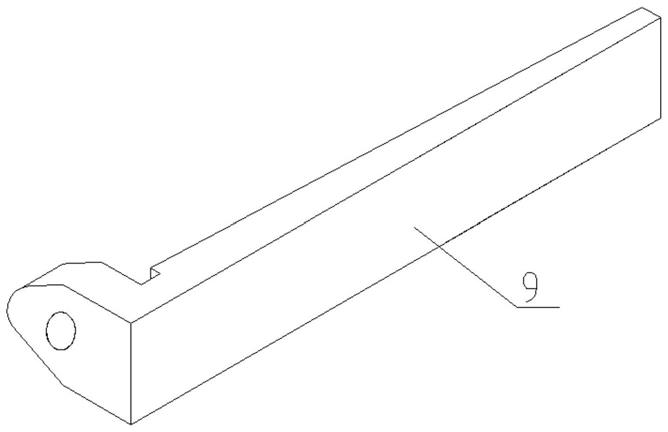
一种y225弧齿锥齿轮铣齿机的床鞍镶条的修理方法
技术领域
[0001]
本发明涉及金属切削机床修理技术领域,尤其涉及一种y225弧齿锥齿轮铣齿机的床鞍镶条的修理方法。
背景技术:
[0002]
y225弧齿锥齿轮铣齿机是一种半自动机床,y225弧齿锥齿轮铣齿机主要由床身、床鞍、工件箱、摇台、进给机构、换向机构、驱动机构等组成镶条是用来调整矩形直线和燕尾形直线导轨侧向间隙的零件。y225弧齿锥齿轮铣齿机的床鞍镶条的修理方法一般是直接更换床鞍镶条,其具体步骤为:测绘床鞍镶条图纸,外协铸造灰铸铁毛坯料,粗刨,外协人工时效。精刨并与床鞍结合面配刨,钳工刮研斜平面与平直面,与床鞍结合表面对研,刮削至要求。
[0003]
现有的修理方法中存在的缺陷:一是要更换镶条,二是工期长,尤其是铸造灰铸铁毛坯料,人工时效周期特别长,铸造一根灰铸铁毛坯料,人工时效一个镶条,是亏损的买卖,铸铁公司和热处理公司不愿意干,为此,我们提出一种y225弧齿锥齿轮铣齿机的床鞍镶条的修理方法。
技术实现要素:
[0004]
本发明的目的是为了解决现有技术中存在的y225弧齿锥齿轮铣齿机的床鞍镶条修理时,镶条更换比较麻烦,工作周期长,工作效率不高的缺点,而提出的一种y225弧齿锥齿轮铣齿机的床鞍镶条的修理方法。
[0005]
为了实现上述目的,本发明采用了如下技术方案:
[0006]
一种y225弧齿锥齿轮铣齿机的床鞍镶条的修理方法,所述修理方法包括以下步骤:
[0007]
s1、刮研床鞍旧镶条的斜平面的接触点;
[0008]
s2、根据已经修好的床身、床鞍、滚柱和旧镶条先测出各部尺寸,并用下列公式求出镶条需要加厚量;
[0009]
s3、加厚镶条,在旧镶条固定结合斜面上采用无机粘结剂,粘一层压板来弥补。
[0010]
优选的,所述刮研床鞍旧镶条的斜平面的接触点,使得允差都为每平方英寸13-15点。
[0011]
优选的,所述加厚镶条的工艺方法包括以下步骤:
[0012]
s1、将粘结在镶条上的玻璃纤维层压板表面与床鞍结合表面对研,刮削至符合要求;
[0013]
s2、修刮斜平面;
[0014]
s3、用125-150外径千分尺测量镶条表面与床鞍侧导轨表面的平行度,直至修刮到符合要求。
[0015]
优选的,所述压板为无机非金属材料,在此,压板优选为玻璃纤维层压板。
[0016]
本发明的有益效果是:通过本方案提出的修理方法,解决了y225弧齿锥齿轮铣齿机的床鞍镶条修理时,镶条更换比较麻烦,工作周期长,工作效率不高的问题,本修理方法的提出,不要更换旧镶条,节约成本,工作周期明显缩短,不需要铸造灰铸铁毛坯料,床鞍镶条与床鞍侧面右导轨平行度的测量方法先进,工作效率显著提升,使用效果好。
附图说明
[0017]
图1为本发明提出的一种y225弧齿锥齿轮铣齿机的床鞍镶条结构示意图;
[0018]
图2为本发明提出的一种y225弧齿锥齿轮铣齿机的测量床鞍镶条加厚尺寸示意图;
[0019]
图3为本发明提出的一种y225弧齿锥齿轮铣齿机的测量床鞍镶条的a-a剖视图;
[0020]
图4为本发明提出的一种y225弧齿锥齿轮铣齿机的测量床鞍镶条与侧面导轨平行度示意图。
[0021]
图中:1床身、2床鞍、3镶条、9斜平面。
具体实施方式
[0022]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0023]
本实施例中,参照图1-4,如附图1所示,为本y225弧齿锥齿轮铣齿机的床鞍镶条,结合附图3,楔形镶条的斜平面为斜度1:50的平面,要求粗糙度为ra 0.4,刮研接触点为每平方英寸13~15点;楔形镶条的平直面为斜平面9,要求ra 0.4,刮研接点为接触点为每平方英寸13~15点。镶条斜平面9与床鞍右侧面导轨表面平行度为0.01。
[0024]
床鞍镶条修理方法的具体实施步骤:
[0025]
s1、刮研床鞍旧镶条的斜平面9的接触点,允差都为每平方英寸13-15点;
[0026]
s2、如附图2所示,根据已经修好的床身、床鞍、滚柱和旧镶条先测出各部尺寸,并用下列公式求出镶条需要加厚量t:
[0027]
t=a-(b+2d)+δ,式中:
[0028]
a——弧齿锥齿轮铣齿机床身两个侧导轨之间的实测距离;
[0029]
b——床鞍右侧导轨表面与旧镶条斜平面9之间的实测尺寸;
[0030]
d——滚柱直径实测尺寸;
[0031]
δ——加厚镶条的修磨量。
[0032]
s3、镶条的加厚,在旧镶条固定结合斜面上采用无机粘结剂,粘一层厚度为t的玻璃纤维层压板来弥补。具体工艺方法如下:先将粘结在镶条上的玻璃纤维层压板表面与床鞍结合表面对研,刮削至要求,然后再修刮表面9,并按图3所示,用125~150外径千分尺测量镶条表面与床鞍侧导轨表面的平行度,直至修刮到要求。
[0033]
玻璃纤维是一种性能优异的无机非金属材料,耐热性强,机械强度高,在此,选用玻璃纤维的原因是,因为楔形镶条的斜平面与动直线导轨均匀紧密接触,斜平面与床鞍动直线导轨没有相对运动,也就是玻璃纤维压板与床鞍不发生摩擦。
[0034]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其
发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips