
 商标分类
商标分类  商标转让
商标转让 
一种用于活塞组件组装的治具机构及转盘装配装置的制作方法
 2021-01-29 17:01:26|
2021-01-29 17:01:26| 225|
225| 起点商标网
起点商标网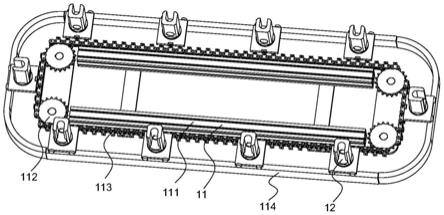
[0001]
本发明涉及液压缓冲器组装生产领域,尤其是一种用于活塞组件组装的治具机构及转盘装配装置和液压缓冲器组装生产系统。
背景技术:
[0002]
液压缓冲器(shock absorber)依靠液压阻尼对作用在其上的物体进行缓冲减速至停止,起到一定程度的保护作用。适用于起重运输、电梯、冶金、港口机械、铁道车辆等机械设备,其作用是在工作过程中防止硬性碰撞导致机构损坏的安全缓冲装置。活塞组件是液压缓冲器运动执行部件中的一个重要零件,活塞组件包括连接件、轴芯、第一挡环、活塞、导向套组件、第二挡环、限位螺母、复原阀和锁紧螺母;轴芯的右端与连接件螺纹连接,轴芯包括第一轴段和第二轴段,第一轴段的直径大于第二轴段,第一轴段与第二轴段的连接处设有螺纹,第二轴段的左端设有螺纹,第一挡环、活塞、导向套组件和第二挡环依次套设在第一轴段上,限位螺母、复原阀和锁紧螺母依次固定设置在第二轴段上。
[0003]
现有的活塞组件组装设备,例如公开号为cn109500599a的中国发明专利中公开的一种活塞组件的自动组装设备,工作台的上表面设置有转盘;转盘的上表面固定有若干活塞安装治具;活塞安装治具在转盘上呈圆周分布;工作台设置有压铆装置、取料机械手、铆钉治具和定向进料机构组;工作台设置有压铆装置、取料机械手、铆钉治具和定向进料机构组沿转盘的圆周方向上依次排列;定向进料机构组由若干个沿转盘的圆周方向排列的定向进料机构组成。该设备实现活塞组件的自动组装,极大限度地提高组装效率,降低组装的劳动强度,使组装的质量更加稳定。
[0004]
但上述的活塞组件组装设备存在以下的问题:1.连接件定位精度差,导致后续在组装其他部件时,需要反复组装,降低了生产效率;2. 挡环组装前需要进行正反检测,若反面朝上,需要进行翻转,但翻转之后挡环位置改变,导致挡环无法顺利回到原来位置。
技术实现要素:
[0005]
为解决现有的活塞组件组装设备存在问题,本发明的目的是提供一种通过治具内的定位槽来准确定位连接件,定位槽下部的第二定位部的形状与连接件下部匹配,将连接件推到第二定位部最里端,第二定位部最里侧的直槽就会与连接件贴和,且连接件下部的圆弧与第二定位部下部匹配,进一步对连接件的下部定位;连接件的上部通过第一定位部辅助限位,保证连接件整体的定位精度的用于活塞组件组装的治具机构。
[0006]
为本发明的目的,采用采用以下技术方案:一种用于活塞组件组装的治具机构,该机构包括治具底板、轴套、旋转轴和治具;治具底板的中心固定安装轴套,轴套内转动安装旋转轴,旋转轴的底部开有用于在拧紧时定位的拧紧槽;旋转轴的顶部固定安装治具;治具上设有用于定位连接件的定位槽,定位槽的上部为第一定位部,在竖直平面上,第一定位部为直槽,在水平面上,第一定位部为圆弧形,第一定位部用于定位连接件的上部;定位槽的下部为第二定位部,在竖直平面上,第二定位部为圆弧形,在水平面上,第二定位部为直槽。
[0007]
作为优选,第二定位部的后部设有用于将连接件推出定位槽的推料孔。
[0008]
进一步,本申请还公开了一种活塞组件组装的转盘装配装置,该装置包括装配架机构和治具机构;装配架机构上滑动安装用于竖向固定连接件的治具机构,治具机构在装配架机构上不断环形循环;治具机构采用上述的一种用于活塞组件组装的治具机构;装配架机构包括型材支撑架、链轮、链条和环形轨道;型材支撑架的两端均固定设置链轮,链轮之间通过链条相连接;环形轨道位于链条的外侧;治具机构的一端固定连接在链条上,治具机构的另一端滑动安装在环形轨道上。
[0009]
作为优选,治具底板的后部设有固定块,固定块固定连接在链条上。
[0010]
作为优选,治具底板的前部设有滚轮,滚轮压在环形轨道上。
[0011]
作为优选,滚轮至少有两个。
[0012]
一种活塞组件组装设备,包括转盘装配装置和挡环上料装置;转盘装配装置上设有挡环上料工位,挡环上料装置的位置与挡环上料工位匹配;转盘装配装置上竖向定位有连接件和芯轴;挡环上料装置用于将挡环上料到芯轴上;转盘装配装置如所述;挡环上料装置包括缓存机构、中转机构和挡环上料机构;缓存机构的出料端与中转机构的进料端衔接,缓存机构的输送方向与中转机构的输送方向垂直,中转机构的出料端与挡环上料机构的进料端衔接。
[0013]
综上所述,本发明的技术效果是连接件定位时,治具上的定位槽能有效的完成连接件的固定,定位槽下部的第二定位部的形状与连接件下部匹配,只需将连接件推到第二定位部最里端,第二定位部最里侧的直槽就会与连接件贴和,提高定位效果,且连接件下部的圆弧与第二定位部下部的圆弧匹配,进一步对连接件的下部定位;连接件的上部通过第一定位部辅助限位,保证连接件整体的定位精度。
附图说明
[0014]
图1为本发明活塞组件组装设备的结构示意图。
[0015]
图2为活塞组件的结构示意图。
[0016]
图3为转盘装配装置的结构示意图。
[0017]
图4为治具机构的爆炸结构示意图。
[0018]
图5为治具机构的正视图。
[0019]
图6为图5中a-a处的剖视图。
[0020]
图7为挡环上料装置的结构示意图。
[0021]
图8为第一挡环上料机构的爆炸结构示意图。
[0022]
图9为翻转组件的爆炸结构示意图。
具体实施方式
[0023]
如图1所示,一种活塞组件组装设备,该设备包括转盘装配装置1和挡环上料装置3。转盘装配装置1上设有第一挡环上料工位,挡环上料装置3的位置与第一挡环上料工位匹配。转盘装配装置1上竖向定位有连接件与芯轴,挡环上料装置3用于将第一挡环上料到芯轴上。挡环上料装置3采用一种活塞组件组装的挡环上料装置。
[0024]
如图2所示,活塞组件10包括连接件101、芯轴102、第一挡环103、活塞104、导向套
组件105、第二挡环106、限位螺母107、复原阀108和锁紧螺母109;连接件101右端为圆弧形,且设有通孔,芯轴102的右端与连接件101螺纹连接,芯轴102包括第一轴段1021和第二轴段1022,第一轴段1021的直径大于第二轴段1022,第一轴段1021与第二轴段1022的连接处设有螺纹,第二轴段1022的左端设有螺纹,第一挡环103、活塞104、导向套组件105和第二挡环106依次套设在第一轴段1021上,限位螺母107、复原阀108和锁紧螺母109依次固定设置在第二轴段1022上。连接件101和芯轴102在拧紧之前先人工预紧,预紧后的连接件放到转盘装配装置1中定位,然后再通过芯轴拧紧装置2使用固定的扭力将连接件101和芯轴102拧紧。
[0025]
如图3所示,转盘装配装置1包括装配架机构11和治具机构12。装配架机构11上滑动安装用于竖向固定连接件的治具机构12,治具机构12在装配架机构11上不断环形循环。装配架机构11包括型材支撑架111、链轮112、链条113和环形轨道114。型材支撑架111的两端均固定设置链轮112,链轮112之间通过链条113相连接。环形轨道114位于链条113的外侧。治具底板121的后部设有固定块1212,固定块1212固定连接在链条113上。治具底板121的前部设有滚轮1211,滚轮1211压在环形轨道114上。
[0026]
如图4、图5和图6所示,治具机构12包括治具底板121、轴套122、旋转轴123和治具124。治具底板121的中心固定安装轴套122,轴套122内转动安装旋转轴123,旋转轴123的底部开有用于在拧紧时定位的拧紧槽1231,拧紧槽1231与拧紧凸块2231匹配。旋转轴123的顶部固定安装治具124。治具124上设有用于定位连接件的定位槽1241,定位槽1241的上部为第一定位部12411,在竖直平面上,第一定位部12411为直槽,在水平面上,第一定位部12411为圆弧形,第一定位部12411用于定位连接件的上部。定位槽1241的下部为第二定位部12412,在竖直平面上,第二定位部12412为圆弧形,在水平面上,第二定位部12412为直槽。第二定位部12412的后部设有用于将连接件推出定位槽1241的推料孔12413。
[0027]
治具机构12解决了连接件定位精度差,导致后续在组装其他部件时,需要反复组装,降低了生产效率的问题,治具机构12的好处是治具124上的定位槽1241能有效的完成连接件的固定,定位槽1241下部的第二定位部12412的形状与连接件下部匹配,只需将连接件推到第二定位部12412最里端,第二定位部12412最里侧的直槽就会与连接件贴和,提高定位效果,且连接件下部的圆弧与第二定位部12412下部的圆弧匹配,进一步对连接件的下部定位;连接件的上部通过第一定位部12411辅助限位,保证连接件整体的定位精度。
[0028]
如图1和图7所示,挡环上料装置包括缓存机构31、中转机构32和第一挡环上料机构33。缓存机构31的出料端与中转机构32的进料端衔接,缓存机构31的输送方向与中转机构32的输送方向垂直,中转机构32的出料端与第一挡环上料机构33的进料端衔接。第一挡环上料机构33采用一种活塞组件组装的第一挡环上料机构。缓存机构31包括缓存皮带组件311和阻挡组件312。通过缓存皮带组件311将第一挡环输送到中转机构32中,阻挡组件312位于缓存皮带组件311的出料端,阻挡组件312用于对第一挡环进行阻挡,使横向放置的第一挡环进入中转机构32中。中转机构32包括中转皮带组件321和推送组件322。中转皮带组件321的进料端与缓存皮带组件311的出料端衔接,中转皮带组件321输送方向与缓存皮带组件311垂直。推送组件322位于缓存皮带组件311的出料端,推送组件322用于将第一挡环从中转皮带组件321推到第一挡环上料机构33中。推送组件322包括推送气缸3221和推送板3222。推送气缸3221水平安装,推送气缸3221的输出端连接推送板3222,推送气缸3221的动
作方向与中转皮带组件321的输送方向垂直。
[0029]
如图8所示,第一挡环上料机构,该机构包括第一挡环拉料组件331、正反识别组件332、翻转组件333和第一挡环上料组件334。第一挡环拉料组件331上沿输送方向依次安装正反识别组件332、翻转组件333和第一挡环上料组件334。第一挡环拉料组件331用于输送第一挡环。正反识别组件332用于识别第一挡环的正面和反面。翻转组件333用于将反面朝上的第一挡环翻转为正面朝上。第一挡环上料组件334用于第一挡环的上料。第一挡环拉料组件331包括拉料架3311、拉料电机3312和拉料皮带3313。拉料架3311端部的侧面固定安装拉料电机3312,拉料皮带3313位于拉料架3311上,拉料皮带3313通过拉料电机3312驱动,拉料皮带3313上设有用于将第一挡环隔开的隔板33131。
[0030]
第一挡环拉料组件331动作时,第一挡环上料到相邻的两块隔板33131之间拉料电机3312驱动拉料皮带3313移动,使第一挡环每移动一格都停顿一下,一格是指相邻两块隔板33131之间的距离。
[0031]
正反识别组件332包括识别架3321、识别固定气缸3322、识别固定夹爪3323、识别探头3324和识别升降气缸3325。识别架3321固定安装在第一挡环拉料组件331的侧面,第一挡环拉料组件331的上部水平安装识别固定气缸3322,识别固定气缸3322的两个输出端均连接识别固定夹爪3323,两个识别固定夹爪3323相向安装,识别固定夹爪3323的夹持端为v形。识别探头3324位于两个识别固定夹爪3323的上部,识别探头3324的上端连接在识别升降气缸3325的输出端上,识别升降气缸3325竖向固定安装在识别架3321上部。
[0032]
正反识别组件332动作时,识别固定气缸3322驱动两个识别固定夹爪3323相互靠近,使识别固定夹爪3323将第一挡环夹住,然后识别升降气缸3325驱动识别探头3324向下移动,识别探头3324对第一挡环进行检测,若第一挡环正面朝上,则翻转组件333不响应,若第一挡环反面朝上,则启动翻转组件333。
[0033]
如图9所示,翻转组件333包括翻转架3331、旋转气缸3332、翻转连接板3333、翻转壳体3334、第一翻转推块3335、第一翻转推送气缸3336、翻转推送导向板3337、第二翻转推块3338和第二翻转推送气缸3339。翻转架3331为l形,翻转架3331的下部固定安装在第一挡环拉料组件331上,翻转架3331的上部竖向安装旋转气缸3332,翻转连接板3333为u形,翻转连接板3333的一端固定安装在旋转气缸3332的输出端,翻转连接板3333的另一端固定安装翻转壳体3334,翻转壳体3334位于第一挡环拉料组件331的侧方,翻转壳体3334上设有横向贯穿的翻转孔33341,翻转壳体3334用于翻转第一挡环。翻转壳体3334的一端衔接第一翻转推块3335,翻转壳体3334的另一端衔接第二翻转推块3338,第一翻转推块3335能穿过翻转孔33341,第一翻转推块3335安装在第一翻转推送气缸3336的输出端,第一翻转推送气缸3336横向固定安装在翻转架3331上,且第一翻转推送气缸3336穿过旋转气缸3332,第一翻转推块3335的端部穿设在翻转推送导向板3337上,翻转推送导向板3337固定安装在翻转架3331的侧面。第二翻转推块3338的端面大于翻转孔33341的大小,第二翻转推块3338固定安装在第二翻转推送气缸3339的输出端,第二翻转推送气缸3339水平固定安装在第一挡环拉料组件331上。
[0034]
翻转组件333动作时,第二翻转推送气缸3339驱动第二翻转推块3338移动,第二翻转推块3338将第一挡环推到翻转壳体3334的翻转孔33341中,且第二翻转推块3338挡在翻转孔33341上,然后第一翻转推送气缸3336推动第一翻转推块3335向翻转壳体3334移动,使
第一翻转推块3335挡在翻转孔33341的另一面,然后旋转气缸3332驱动翻转连接板3333旋转,翻转连接板3333带着翻转壳体3334翻转,使第一挡环翻转为正面朝上,且此时翻转壳体3334的位置与翻转前相同,然后第二翻转推送气缸3339复位,第一翻转推送气缸3336推动第一翻转推块3335向左移动,第一翻转推块3335将第一挡环从翻转孔33341中推到拉料皮带3313上,然后第一翻转推送气缸3336复位。
[0035]
翻转组件333解决了翻转之后第一挡环位置改变,导致第一挡环无法顺利回到原来位置的问题,翻转组件333的好处是通过u形的翻转连接板3333连接在旋转气缸3332和翻转壳体3334之间,使得第一挡环在翻转前后的位置不变,从而第一翻转推块3335能将第一挡环推回到拉料皮带3313上。
[0036]
第一挡环上料组件334包括第一挡环上料架3341、横向移载气缸3342、横向移载滑板3343、横向移载滑轨3344、竖向移载气缸3345、第一挡环抓取气缸3346和第一挡环夹爪3347。第一挡环上料架3341固定安装在第一挡环拉料组件331的出料端,横向移载气缸3342水平安装在第一挡环上料架3341中部,横向移载滑板3343安装在横向移载气缸3342的输出端,横向移载滑板3343滑动安装在横向移载滑轨3344上,横向移载滑轨3344固定安装在第一挡环上料架3341的上部。横向移载滑板3343上竖向固定安装竖向移载气缸3345,竖向移载气缸3345的输出端固定安装第一挡环抓取气缸3346,第一挡环抓取气缸3346的两个输出端均连接第一挡环夹爪3347,两个第一挡环夹爪3347相向安装。第一挡环夹爪3347的夹持端为v形。
[0037]
第一挡环上料组件334动作时,第一挡环抓取气缸3346驱动两个第一挡环夹爪3347相互靠近,两个第一挡环夹爪3347夹住第一挡环的侧面,然后竖向移载气缸3345将两个第一挡环夹爪3347向上提升,横向移载气缸3342驱动横向移载滑板3343沿着横向移载滑轨3344滑动,使第一挡环上料。
[0038]
挡环上料装置3解决了第一挡环上料连续性低的问题,挡环上料装置3的优点是通过第一缓存机构31提高了第一挡环的储存量,且通过第一阻挡组件312只把横向放置的第一挡环输送到第一中转机构32,便于后续的上料;第一中转机构32中的第一推送组件322逐个将第一挡环推到拉料皮带3313上,且通过拉料皮带3313上的隔板33131将每个第一挡环隔开,进一步保证上料的有序性,也有益于正反识别组件332对第一挡环进行检测;提高了第一挡环上料组件334在抓取时的准确性。正反识别组件332和翻转组件333使所有的第一挡环都能满足上料条件,保证上料连续性。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips