
 商标分类
商标分类  商标转让
商标转让 
调整辅助器具和激光焊接装置的制作方法
 2021-01-29 17:01:13|
2021-01-29 17:01:13| 368|
368| 起点商标网
起点商标网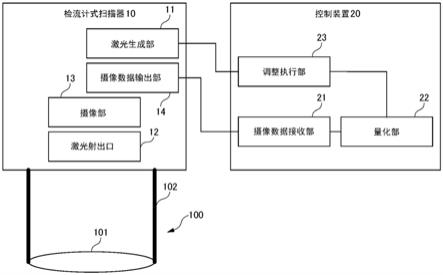
[0001]
本发明涉及一种调整辅助器具和激光焊接装置。
背景技术:
[0002]
以往,已知一种在多轴机器人的臂的前端具备具有检流计式扫描器(galvanometer scanner)的激光头的激光焊接装置。检流计式扫描器是指如下的装置(例如参照专利文献1):具备分别能够绕彼此正交的两个旋转轴旋转的两个反射镜,通过利用伺服电动机对这些反射镜进行旋转驱动,来对从激光光源射出的激光进行扫描。
[0003]
另外,在激光焊接装置中,表示检流计式扫描器的焦点位置和工具的姿势的正交坐标系即工具坐标系的原点被设定于根据检流计式扫描器的设计值得到的焦点位置。另外,作为其它的设定方法,针对安装有专用的棒的检流计式扫描器示教6个点等来设定工具坐标系。
[0004]
现有技术文献
[0005]
专利文献
[0006]
专利文献1:日本特开2010-207878公报
技术实现要素:
[0007]
发明要解决的问题
[0008]
在将工具坐标系设定于根据检流计式扫描器的设计值得到的焦点位置的情况下,存在工具坐标系的焦点位置由于机械原因而偏离设计上的焦点位置的情况。另外,在示教6个点来设定工具坐标系的情况下,伴随有臂的动作,因此有时由于操作员的熟练度而发生偏移。期望对这样的偏移进行调整。因此,在执行调整时,优选的是,能够将实际的焦点位置(实际的受光位置)相对于设计上的焦点位置(基准受光位置)的偏移进行量化。
[0009]
用于解决问题的方案
[0010]
(1)本公开的一个方式涉及一种调整辅助器具,安装于检流计式扫描器的激光射出侧,用于调整检流计式扫描器的工具坐标系,所述调整辅助器具具备:受光构件,其具有受光面,该受光面为至少一个平面;以及连结构件,其用于将所述受光构件连结于所述检流计式扫描器,并且能够将所述受光面与所述检流计式扫描器的激光射出口相向地配置为与所述激光射出口相隔规定的距离,其中,所述受光构件在所述受光面具有受光标示部,所述受光标示部为用于将从所述激光射出口射出的光的实际的受光位置相对于从所述激光射出口射出的光的基准受光位置的相对位置之差进行量化的标示。
[0011]
(2)另外,本公开的一个方式涉及一种激光焊接装置,该激光焊接装置具备:上述的调整辅助器具;检流计式扫描器,其具备摄像部,所述摄像部配置于与透镜的轴位置重合的位置,用于拍摄所述受光面,所述透镜配置于所述激光射出口;以及控制装置,其用于控制所述检流计式扫描器,其中,所述控制装置具备:量化部,其基于拍摄到的摄像图像中包含的所述基准点标示部、网格标示部及实际的所述受光位置,来将所述相对位置之差进行
量化;以及调整执行部,其基于被量化得到的所述相对位置之差,来调整工具坐标系。
[0012]
发明的效果
[0013]
根据本公开,能够提供一种能够将实际的受光位置相对于基准受光位置的偏移进行量化的调整辅助器具和激光焊接装置。
附图说明
[0014]
图1是示出第一实施方式所涉及的激光焊接装置的概要结构图。
[0015]
图2是示出第一实施方式的调整辅助器具的概要立体图。
[0016]
图3是示出第一实施方式的调整辅助器具的受光面的俯视图。
[0017]
图4是示出第一实施方式的激光焊接装置的被设定的工具坐标系与引导光之间的关系的示意图。
[0018]
图5是示出第一实施方式的激光焊接装置的被调整后的工具坐标系的示意图。
[0019]
附图标记说明
[0020]
1:激光焊接装置;10:检流计式扫描器;12:激光射出口;13:摄像部;20:控制装置;22:量化部;23:调整执行部;100:调整辅助器具;101:受光构件;102:连结构件;110:受光标示部;111:基准点标示部;112:网格标示部;p:基准受光位置;r:实际的受光位置;s:受光面。
具体实施方式
[0021]
下面,参照图1至图5来说明本公开的各实施方式所涉及的调整辅助器具100和激光焊接装置1。
[0022]
首先,对激光焊接装置1的概要进行说明。
[0023]
激光焊接装置1具有将能够照射焊接用的激光的检流计式扫描器(工具)安装于机器人臂(未图示)的前端的构造。激光焊接装置1通过对工件(未图示)照射检流计式扫描器10的激光来加工(焊接)工件。激光焊接装置1例如通过使检流计式扫描器10相对于工件在xyz坐标系(工具坐标系)中进行动作(移动和旋转),能够从任意的方向对工件照射激光。在加工工件之前,工具坐标系预先被设定为以工件的焦点位置等为原点的坐标系。
[0024]
接着,参照图1至图5来说明本公开的第一实施方式所涉及的调整辅助器具100和激光焊接装置1。
[0025]
如图1所示,本实施方式所涉及的激光焊接装置1具备调整辅助器具100、检流计式扫描器10以及控制装置20。
[0026]
调整辅助器具100是用于将所设定的工具坐标系的实际的焦点位置(原点)与检流计式扫描器10在设计上的焦点位置之间的偏移进行量化的装置。调整辅助器具100安装于检流计式扫描器10的激光射出侧,用于调整检流计式扫描器10的工具坐标系。如图2所示,调整辅助器具100具备受光构件101和连结构件102。
[0027]
受光构件101例如是具有至少一个平面来作为受光面的构件。具体地说,受光构件101是具有用于接受从检流计式扫描器10的射出口射出的光的受光面s的构件。在本实施方式中,受光构件101为圆盘状的受光板,将其一个面构成为受光面s。如图3所示,受光构件101具有受光标示部110。
[0028]
受光标示部110是配置于受光面s上的标示。受光标示部110是用于将从激光射出口12射出的光的实际的受光位置r相对于从激光射出口12射出的光的基准受光位置p的相对位置之差进行量化的指标。在此,“基准受光位置”是指配置于激光射出口12处的透镜(未图示)的焦点位置,是检流计式扫描器10在设计上的焦点位置。受光标示部110具有基准点标示部111和网格标示部112。
[0029]
基准点标示部111是在受光面s上表示出基准受光位置p来作为基准点的标示。基准点标示部111例如是在受光面s上表示出配置于激光射出口12处的透镜的焦点位置的标示。基准点标示部111配置于与透镜的轴重合的位置,该透镜配置于激光射出口12。
[0030]
网格标示部112通过在受光面s上以规定的间隔配置成网格状的多条线来表示。换言之,网格标示部112是在受光面s上形成格子状的标示的网格状的线。网格标示部112例如由以0.5mm间隔配置成网格状的线构成。
[0031]
连结构件102是将受光构件101连接于检流计式扫描器10的构件。连结构件102例如作为隔离件(间隔确保构件)来发挥功能,该隔离件用于将受光构件101配置为与激光射出口12相隔规定的距离。具体地说,连结构件102作为如下的隔离件来发挥功能:能够将受光构件101的受光面s与激光射出口12相向地配置为与激光射出口12相隔规定的距离。在本实施方式中,连结构件102由长度与检流计式扫描器10的透镜的焦距相同或大致相同的两根棒状构件构成。连结构件102各自的一端连接于受光构件101的受光面s的外周部。连结构件102各自的另一端连结于检流计式扫描器10的激光射出侧。
[0032]
检流计式扫描器10是安装于臂(未图示)的前端而进行动作的装置。检流计式扫描器10具备激光生成部11、激光射出口12、摄像部13以及摄像数据输出部14。
[0033]
激光生成部11例如是生成焊接用的激光的装置。激光生成部11具有检流计镜(未图示),通过改变检流计镜的旋转量来变更所生成的激光的朝向。另外,激光生成部11向被设定为工具坐标系的原点的方向照射引导光l。
[0034]
激光射出口12是能够照射由激光生成部11生成的激光和引导光l的结构。激光射出口12设置于与激光生成部11的激光的射出方向重合的位置。在激光射出口12处配置有使激光透过的透镜。
[0035]
摄像部13例如是摄像机。摄像部13构成为配置于与激光射出口12的透镜的轴重合的位置(轴上),能够经由激光射出口12来拍摄受光构件101的受光面s。摄像部13例如构成为能够拍摄受光面s的受光标示部110和引导光l的受光位置r。
[0036]
摄像数据输出部14例如是调制解调器等通信接口。摄像数据输出部14构成为能够输出与由摄像部13拍摄到的摄像图像有关的数据。
[0037]
控制装置20例如是控制器。控制装置20例如设定工具坐标系,并且控制检流计镜的动作。控制装置20具备摄像数据接收部21、量化部22以及调整执行部23。
[0038]
摄像数据接收部21例如是通信接口。摄像数据接收部21接收从摄像部13输出的摄像数据。
[0039]
量化部22例如通过cpu进行动作来实现。量化部22基于在受光标示部110上示出的实际的受光位置r,来将相对位置之差进行量化。具体地说,量化部22针对摄像数据中包含的、实际的受光位置r相对于基准受光位置p的相对位置之差,使用通过网格标示部112表示的距离和方向来将相对位置之差量化。
[0040]
调整执行部23例如通过cpu进行动作来实现。调整执行部23基于被量化得到的相对位置之差,来对已设定的工具坐标系执行调整。调整执行部23例如通过执行调整,来针对如图4所示、原点被设定于基准受光位置p的工具坐标系,将工具坐标系的原点p移动到通过实际的受光位置r的光轴上。具体地说,调整执行部23通过执行调整,来将工具坐标系的原点p移动到在通过实际的受光位置r的光轴上且与实际的焦距相同或大致相同的位置q。
[0041]
如下面那样使用以上的调整辅助器具100和激光焊接装置1。
[0042]
首先,调整辅助器具100安装于检流计式扫描器10的激光射出侧。具体地说,首先,受光构件101的受光面s与激光射出口12相向配置。接着,调整辅助器具100朝向激光射出口12接近。然后,连结构件102的另一端安装于检流计式扫描器10的激光射出口12侧。此时,受光标示部110被对位在激光射出口12的透镜的轴上。
[0043]
接着,从检流计式扫描器10的激光射出口12向工具坐标系的原点照射引导光l。受光面s接受从激光射出口12射出的引导光l。
[0044]
接着,摄像部13对接受引导光l的受光面s进行拍摄。摄像部13例如拍摄包含基准点标示部111、网格标示部112以及引导光l的受光位置r的摄像图像。接着,摄像数据输出部14将摄像图像作为摄像数据进行输出。
[0045]
摄像数据接收部21接收所输出的摄像数据。量化部22基于摄像数据中包含的基准点标示部111、网格标示部112以及引导光l的受光位置r,来将从基准受光位置到引导光l的受光位置r的相对位置之差进行量化。量化部22例如对从基准受光位置到受光位置r的距离和方向进行量化。
[0046]
接着,调整执行部23基于被量化得到的距离和方向,来调整工具坐标系。由此,调整执行部23例如将图4中示出的工具坐标系的原点p移动到图5中示出的引导光l上的位置q。此时,调整执行部23将原点p移动为使从透镜起的焦距在引导光l上成为相同的距离。然后,调整执行部23将移动后的位置q设定为新的工具坐标系的原点。通过以上步骤,工具坐标系的调整完成。
[0047]
根据以上的调整辅助器具100和激光焊接装置1,起到下面的效果。
[0048]
(1)一种调整辅助器具100,安装于检流计式扫描器10的激光射出侧,用于调整检流计式扫描器10的工具坐标系,该调整辅助器具100具备:受光构件101,其具有受光面s,该受光面s为至少一个平面;以及连结构件102,其用于将受光构件连结于检流计式扫描器,并且能够将受光面s与检流计式扫描器10的激光射出口12相向地配置为与激光射出口12相隔规定的距离,其中,受光构件在受光面s具有受光标示部110,该受光标示部110为用于将从激光射出口12射出的光的实际的受光位置r相对于从激光射出口12射出的光的基准受光位置p的相对位置之差进行量化的标示。由此,能够将实际的受光位置r相对于基准受光位置p的相对位置之差进行量化。因而,能够容易地将实际的受光位置r调整到理想的受光位置。
[0049]
(2)受光标示部110具有基准点标示部111,所述基准点标示部111在受光面s上表示出基准受光位置p来作为基准点。由此,能够在视觉上容易地掌握相对位置之差。
[0050]
(3)受光标示部110具有网格标示部112,所述网格标示部112通过在受光面s上以规定的间隔配置成网格状的多条线来表示。由此,能够在视觉上容易地掌握相对位置之差。另外,还能够掌握实际的受光位置r相对于基准受光位置p的方向。
[0051]
(4)激光焊接装置1具备:上述的调整辅助器具100;检流计式扫描器10,其具备摄
像部13,该摄像部13配置于与激光射出口12的轴位置重合的位置,用于拍摄受光面s;以及控制装置20,其用于控制检流计式扫描器10,其中,控制装置20具备:量化部22,其基于拍摄到的摄像图像中包含的基准点标示部111、网格标示部112及实际的受光位置r,来将相对位置之差进行量化;以及调整执行部23,其基于被量化得到的相对位置之差,来调整工具坐标系。由此,能够将相对位置之差进行量化,使工具坐标系的原点移动。因而,能够调整激光的受光位置的偏移,实现高精度的加工。
[0052]
(5)调整执行部23根据实际的受光位置来使工具坐标系的原点的设定移动。由此,能够实际地调整工具坐标系的原点。
[0053]
[第二实施方式]
[0054]
接着,对本公开的第二实施方式所涉及的调整辅助器具100和激光焊接装置1进行说明。在说明第二实施方式时,对与上述的实施方式相同的构成要件标注相同的标记,并省略或简化其说明。
[0055]
第二实施方式所涉及的激光焊接装置1与第一实施方式的不同点在于,调整执行部23通过变更检流计式扫描器10的检流计镜的基准位置(基准角度),来将实际的受光位置移动到所设定的工具坐标系的原点。具体地说,调整执行部23通过将x轴用的检流计镜的基准位置和y轴用的检流计镜的基准位置微调到能够向基准受光位置照射引导光l的角度来进行调整。
[0056]
根据以上的第二实施方式所涉及的调整辅助器具100和激光焊接装置1,起到下面的效果。
[0057]
(6)调整执行部23通过变更检流计式扫描器10的检流计镜的基准位置,来使实际的受光位置移动到所设定的工具坐标系的原点。由此,能够实际地调整工具坐标系的原点。
[0058]
以上,对本公开的调整辅助器具和激光焊接装置1的优选的各实施方式进行了说明,但是本公开并不限于上述的实施方式,能够适当地进行变更。
[0059]
例如,在上述实施方式中,设为受光标示部110具有网格标示部112,但是不限于此。可以为,受光标示部110具有圆形标示部(未图示)来代替网格标示部112,该圆形标示部通过从基准受光位置p呈同心圆状扩展的多个圆来表示。另外,也可以为,受光标示部110除了具有圆形标示部以外还具有从基准受光位置p呈辐射状扩展的多个辐射标示部(未图示),来代替网格标示部112。另外,网格标示部112、圆形标示部以及辐射标示部可以通过颜色、粗细、线的种类等来以能够识别受光面s的位置的方式进行标示。
[0060]
另外,在上述实施方式中,控制装置20也可以还具备用于确认基准点标示部111和激光射出口的透镜的轴的位置的位置确认部(未图示)。位置确认部例如可以基于由摄像部13拍摄到的摄像图像中包含的基准点标示部111和透镜的轴的位置,来确认基准点标示部111是否处于透镜的轴上。可以设为,在基准点标示部111不处于透镜的轴上的情况下,位置确认部向外部输出信号。
[0061]
另外,在上述实施方式中,将基准受光位置p设为焦点位置进行了说明,但不限于此。例如,基准受光位置p只要在透镜的景深的范围内即可。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 激光焊接

 热门咨询
热门咨询




tips