
 商标分类
商标分类  商标转让
商标转让 
一种螺栓球节点焊接辅助工装的制作方法
 2021-01-29 17:01:17|
2021-01-29 17:01:17| 237|
237| 起点商标网
起点商标网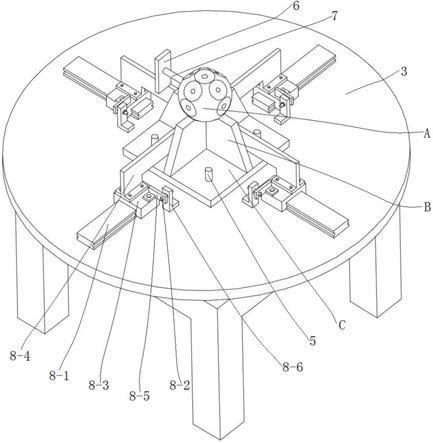
[0001]
本实用新型涉及一种焊接工装,更具体地说,涉及一种螺栓球节点焊接辅助工装。
背景技术:
[0002]
钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一,其结构主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接。因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、超高层等领域。在钢结构建造的过程中在其连接处经常会用到螺栓球一类的连接部件。现有一种螺栓球节点(参见图1所示)是焊接件,主要由螺栓球a、十字交叉设置的两块肋板b以及底板c构成,为了方便焊接,就需要一种能够将螺栓球a、十字交叉设置的两块肋板b以及底板c组装在一起的辅助工装。
技术实现要素:
[0003]
1.实用新型要解决的技术问题
[0004]
本实用新型的目的在于提供了一种螺栓球节点焊接辅助工装,采用本实用新型的技术方案,结构简单,连接方便,能快速将螺栓球节点定位于旋转盘上,然后转动旋转盘即可对螺栓球节点不同位置进行焊接,方便操作人员焊接,加快了焊接速度。
[0005]
2.技术方案
[0006]
为达到上述目的,本实用新型提供的技术方案为:
[0007]
本实用新型的一种螺栓球节点焊接辅助工装,包括支撑台,所述的支撑台的下表面四个角处均固设有支撑柱;所述的支撑台的上方设置有旋转盘,该旋转盘的下表面中心位置处固设有安装轴;所述的安装轴的轴承安装段与安装于支撑台上轴承孔内的轴承相连,安装轴的螺纹段穿过支撑台后与螺母固连;所述的旋转盘的上表面绕周向均布有四个与螺栓球节点中底板上安装孔相配合的定位柱;所述的旋转盘的上表面且位于相邻两根定位柱中间位置处固设有肋板定位组件,四组肋板定位组件相互配合限制十字交叉设置后的两块肋板位置;所述的四个肋板定位组件中一个固设有竖向安装板,该竖向安装板上水平螺纹连接有用以定位螺栓球的定位螺栓。
[0008]
更进一步地,所述的肋板定位组件包括滑轨和限位柱,所述的滑轨固设在旋转盘上,该滑轨上滑动连接有滑块;所述的滑块的上表面上固设有用以与肋板侧面相抵定位的定位竖板,该定位竖板沿滑块滑动方向设置;所述的滑块的上表面固设有限位竖板,该限位竖板上开设有用以与限位柱插接实现滑动到位限定的限位孔,该限位孔的轴线沿着滑块滑动方向设置;所述的限位柱通过限位柱安装座固设在旋转盘上。
[0009]
更进一步地,所述的限位柱的限位部为长圆锥体;所述的限位柱的固定部穿过限位柱安装座的竖板后与螺母固连。
[0010]
更进一步地,所述的竖向安装板固设在肋板定位组件中定位竖板上。
[0011]
更进一步地,所述的旋转盘和支撑台之间设置有十字支撑架,所述的十字支撑架
包括固定套装在安装轴的支撑架安装段上的套筒,所述的套筒的圆周面上沿周向均布有四根连接杆,每根连接杆的端部可旋转地安装有分别与旋转盘和支撑台接触的滚轮。
[0012]
3.有益效果
[0013]
采用本实用新型提供的技术方案,与已有的公知技术相比,具有如下有益效果:
[0014]
(1)本实用新型的一种螺栓球节点焊接辅助工装,其先将螺栓球节点中的底板通过安装孔与定位柱插接配合设置在旋转盘上,然后将两块肋板十字交叉连接后设置在底板上,并通过四组肋板定位组件相互配合快速定位肋板,最后将螺栓球设置在十字交叉的两块肋板中间位置,并通过定位螺栓拧入螺栓球上螺纹孔的方式定位螺栓球,这样就完成了螺栓球节点组装,螺栓球节点组装完成后通过转动旋转盘即可对螺栓球节点不同位置进行焊接,方便操作人员焊接;
[0015]
(2)本实用新型的一种螺栓球节点焊接辅助工装,其肋板定位组件结构简单,连接方便,需要定位十字交叉的两块肋板时,先控制相对设置的两组肋板定位组件,使得滑块沿着滑轨向着圆心滑动直至限位孔和限位柱插接限位为止,然后移动十字交叉的两块肋板,使得两块肋板中一块的肋板侧面与定位竖板相抵,再控制剩余相对设置的两组肋板定位组件,并移动十字交叉的两块肋板,使得两块肋板中剩余一块的肋板侧面与定位竖板相抵,这样就完成了十字交叉的两块肋板于底板上的位置定位,定位快捷;
[0016]
(3)本实用新型的一种螺栓球节点焊接辅助工装,其限位柱的限位部为长圆锥体;所述的限位柱的固定部穿过限位柱安装座的竖板后与螺母固连,插接方便。
附图说明
[0017]
图1为现有螺栓球节点的爆炸图;
[0018]
图2为本实用新型的一种螺栓球节点焊接辅助工装视角一的结构示意图;
[0019]
图3为本实用新型的一种螺栓球节点焊接辅助工装视角二的结构示意图;
[0020]
图4为本实用新型的一种螺栓球节点焊接辅助工装中旋转盘的安装剖视图。
[0021]
示意图中的标号说明:1、支撑台;2、支撑柱;3、旋转盘;3-1、安装轴;4、轴承;5、定位柱;6、竖向安装板;7、定位螺栓;8-1、滑轨;8-2、限位柱;8-3、滑块;8-4、定位竖板;8-5、限位竖板;8-6、限位柱安装座;9-1、套筒;9-2、连接杆;9-3、滚轮;a、螺栓球;b、肋板;c、底板;c-1、安装孔。
具体实施方式
[0022]
为进一步了解本实用新型的内容,结合附图和实施例对本实用新型作详细描述。
[0023]
实施例
[0024]
结合图4,本实施例的一种螺栓球节点焊接辅助工装,包括支撑台1,支撑台1的下表面四个角处均固设有支撑柱2;支撑台1的上方设置有旋转盘3,该旋转盘3的下表面中心位置处固设有安装轴3-1;安装轴3-1的轴承安装段与安装于支撑台1上轴承孔内的轴承4相连,安装轴3-1的螺纹段穿过支撑台1后与螺母固连;在旋转盘3上定位螺栓球节点并进行焊接,使得焊接不同位置时只需旋转旋转盘3即可,焊接更为方便,加快了焊接速度;为了使旋转盘转动稳妥,旋转盘3和支撑台1之间设置有十字支撑架,十字支撑架包括固定套装在安装轴3-1的支撑架安装段上的套筒9-1,套筒9-1的圆周面上沿周向均布有四根连接杆9-2,
每根连接杆9-2的端部可旋转地安装有分别与旋转盘3和支撑台1接触的滚轮9-3;
[0025]
接续并结合图2和图3,旋转盘3的上表面绕周向均布有四个与螺栓球节点中底板c上安装孔c-1相配合的定位柱5;旋转盘3的上表面且位于相邻两根定位柱中间位置处固设有肋板定位组件,四组肋板定位组件相互配合限制十字交叉设置后的两块肋板b位置;四个肋板定位组件中一个固设有竖向安装板6,该竖向安装板6上水平螺纹连接有用以定位螺栓球a的定位螺栓7,具体到本实施例中竖向安装板6固设在肋板定位组件中定位竖板8-4上;先将螺栓球节点中的底板通过安装孔与定位柱插接配合设置在旋转盘上,然后将两块肋板十字交叉连接后设置在底板上,并通过四组肋板定位组件相互配合快速定位肋板,最后将螺栓球设置在十字交叉的两块肋板中间位置,并通过定位螺栓拧入螺栓球上螺纹孔的方式定位螺栓球,这样就完成了螺栓球节点组装,定位快速,进一步提高了焊接速度;
[0026]
接续,肋板定位组件包括滑轨8-1和限位柱8-2,滑轨8-1固设在旋转盘3上,该滑轨8-1上滑动连接有滑块8-3;滑块8-3的上表面上固设有用以与肋板b侧面相抵定位的定位竖板8-4,该定位竖板8-4沿滑块8-3滑动方向设置;滑块8-3的上表面固设有限位竖板8-5,该限位竖板8-5上开设有用以与限位柱8-2插接实现滑动到位限定的限位孔,该限位孔的轴线沿着滑块8-3滑动方向设置;限位柱8-2通过限位柱安装座8-6固设在旋转盘3上,肋板定位组件结构简单,连接方便,需要定位十字交叉的两块肋板时,先控制相对设置的两组肋板定位组件,使得滑块沿着滑轨向着圆心滑动直至限位孔和限位柱插接限位为止,然后移动十字交叉的两块肋板,使得两块肋板中一块的肋板侧面与定位竖板相抵,再控制剩余相对设置的两组肋板定位组件,并移动十字交叉的两块肋板,使得两块肋板中剩余一块的肋板侧面与定位竖板相抵,这样就完成了十字交叉的两块肋板于底板上的位置定位,定位快捷;为了使得限位柱8-2与限位孔插接方便,限位柱8-2的限位部为长圆锥体;所述的限位柱8-2的固定部穿过限位柱安装座8-6的竖板后与螺母固连。
[0027]
本实用新型的一种螺栓球节点焊接辅助工装,结构简单,连接方便,能快速将螺栓球节点定位于旋转盘上,然后转动旋转盘即可对螺栓球节点不同位置进行焊接,方便操作人员焊接,加快了焊接速度。
[0028]
以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 螺栓

 热门咨询
热门咨询




tips