
 商标分类
商标分类  商标转让
商标转让 
主索鞍的隔板焊接方法与流程
 2021-01-29 17:01:12|
2021-01-29 17:01:12| 274|
274| 起点商标网
起点商标网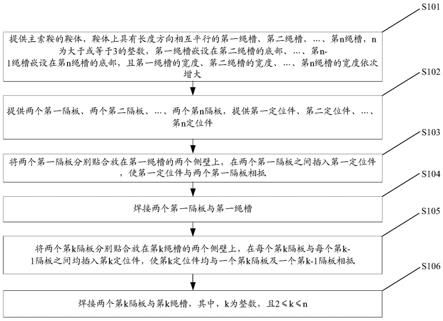
[0001]
本公开涉及到了机械加工技术领域,特别涉及到了一种主索鞍的隔板焊接方法。
背景技术:
[0002]
索鞍是较为常见的悬索桥承重件。索鞍一般分为主索鞍和散索鞍,主索鞍主要是将主缆传来的巨大压力传递到主塔,散索鞍主要是改变主缆的传力方向,并将主缆分散为索股分别锚固在锚碇上。
[0003]
主索鞍作为全桥的主承力点,通过主缆钢丝绳承压全桥的载荷,主索鞍至少包括鞍体与隔板。鞍体上具有长度方向相互平行的第一绳槽、第二绳槽、
…
、第n绳槽,n为大于或等于3的整数。第一绳槽嵌设在第二绳槽的底部、
…
、第n-1绳槽嵌设在第n绳槽的底部,且第一绳槽的宽度、第二绳槽的宽度、
…
、第n绳槽的宽度依次增大。第一绳槽、第二绳槽、
…
、第n绳槽的两个侧壁上均连接有对应的两个第一隔板、第二隔板、
…
、第n隔板。第一绳槽的两个第一隔板之间连接有一股主缆钢丝绳的分股钢丝绳,第二绳槽则在两个第二隔板之间,两个第一隔板的外侧,分别连接有两股主缆钢丝绳的分股钢丝绳,第三绳槽后续绳槽依次类推。
[0004]
这种主索鞍在制作时,以两个第一隔板与第一绳槽进行举例,通常会将两个第一隔板先点焊至第一绳槽的两个侧壁上,再焊接两个第一隔板与第一绳槽的侧壁。但第一隔板的厚度较小,点焊后再焊接第一隔板容易导致第一隔板变形,导致主索鞍的加工质量难以满足使用要求。
技术实现要素:
[0005]
本公开实施例提供了一种主索鞍的隔板焊接方法,可以避免主索鞍的隔板发生变形以使主索鞍的加工质量满足使用要求。所述技术方案如下:
[0006]
本公开实施例提供了一种主索鞍的隔板焊接方法,所述主索鞍的隔板焊接方法包括:
[0007]
提供主索鞍的鞍体,所述鞍体上具有长度方向相互平行的第一绳槽、第二绳槽、
…
、第n绳槽,n为大于或等于3的整数,所述第一绳槽嵌设在所述第二绳槽的底部、
…
、所述第n-1绳槽嵌设在所述第n绳槽的底部,且所述第一绳槽的宽度、所述第二绳槽的宽度、
…
、所述第n绳槽的宽度依次增大;
[0008]
提供两个第一隔板、两个第二隔板、
…
、两个第n隔板,提供第一定位件、第二定位件、
…
、第n定位件;
[0009]
将所述两个第一隔板分别贴合放在所述第一绳槽的两个侧壁上,在所述两个第一隔板之间插入所述第一定位件,使所述第一定位件与所述两个第一隔板相抵;
[0010]
焊接所述两个第一隔板与所述第一绳槽;
[0011]
将所述两个第k隔板分别贴合放在所述第k绳槽的两个侧壁上,在每个所述第k隔板与每个所述第k-1隔板之间均插入所述第k定位件,使所述第k定位件均与一个所述第k隔
板及一个所述第k-1隔板相抵;
[0012]
焊接所述两个第k隔板与所述第k绳槽,其中,k为整数,且2≤k≤n。
[0013]
可选地,所述焊接所述两个第一隔板与所述第一绳槽,包括:
[0014]
同时焊接所述两个第一隔板与所述第一绳槽之间的坡口。
[0015]
可选地,所述主索鞍的隔板焊接方法还包括:
[0016]
若所述第一隔板与所述第一隔板贴合的所述第一绳槽的侧壁之间的间隙均位于0~0.25mm内,则焊接所述两个第一隔板与所述第一绳槽。
[0017]
可选地,所述在每个所述第k隔板与每个所述第k-1隔板之间均插入所述第k定位件,所述主索鞍的隔板焊接方法还包括:
[0018]
在每个所述第k隔板与每个所述第k-1隔板之间均插入多个所述第k定位件,且多个所述第k定位件沿所述第k绳槽的长度方向等距设置。
[0019]
可选地,所述主索鞍的隔板焊接方法还包括:
[0020]
至少与一个所述第一定位件、两个所述第二定位件、
…
、两个所述第n定位件,在垂直于所述第一绳槽的长度的方向上依次间隔排列。
[0021]
可选地,所述第一定位件呈圆柱状。
[0022]
可选地,所述第一定位件上设置有同轴的圆柱凸起,且所述圆柱凸起的直径小于所述第一定位件的直径。
[0023]
可选地,所述第一定位件与所述圆柱凸起上均具有倒角。
[0024]
可选地,所述主索鞍的隔板焊接方法还包括:若k=n,焊接所述两个第n隔板与所述第n绳槽后,
[0025]
将所述鞍体与所述第一定位件、所述第二定位件、
…
、所述第n定位件放置在室外,以释放应力。
[0026]
可选地,将所述鞍体与所述第一定位件、所述第二定位件、
…
、所述第n定位件放置在室外24~48h后,拆除所述第一定位件、所述第二定位件、
…
、所述第n定位件。
[0027]
本公开实施例提供的技术方案带来的有益效果至少包括:
[0028]
提供主索鞍的鞍体,鞍体上具有长度方向相互平行的第一绳槽、第二绳槽、
…
、第n绳槽,n为大于或等于3的整数,第一绳槽嵌设在第二绳槽的底部、
…
、第n-1绳槽嵌设在第n绳槽的底部,且第一绳槽的宽度、第二绳槽的宽度、
…
、第n绳槽的宽度依次增大。将第一隔板焊接至鞍体上时,先将两个第一隔板分别贴合放在第一绳槽的两个侧壁上,在两个第一隔板之间插入第一定位件,使第一定位件与两个第一隔板相抵。第一定位件可以起到定位的作用,将两个第一隔板分别压紧在第一绳槽的两个侧壁上,第一定位件代替了点焊固定第一隔板与第一绳槽,避免了第一隔板在点焊时发生形变。并且后续焊接两个第一隔板与第一绳槽时,第一定位件也可以起到支撑的作用,减小第一隔板出现变形,可以保证两个第一隔板之间的尺寸满足分股钢丝绳的与第一绳槽的连接。后续将第二隔板、
…
、第n隔板焊接至鞍体上时,类似地,可将两个第k隔板分别贴合放在第k绳槽的两个侧壁上,在每个第k隔板与每个第k-1隔板之间均插入第k定位件,使第k定位件均与一个第k隔板及一个第k-1隔板相抵;再焊接两个第k隔板与第k绳槽。第k定位件也可以对第k隔板起到定位支撑与防止变形的作用,最终保证主索鞍的隔板的形变均较小,保证主索鞍的加工质量能够满足使用要求。
附图说明
[0029]
为了更清楚地说明本公开实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,
[0030]
图1是本公开实施例提供的主索鞍的正视图;
[0031]
图2是本公开实施例提供的主索鞍的侧视图;
[0032]
图3是本公开实施例提供的主索鞍的隔板焊接方法流程图;
[0033]
图4是本公开实施例提供的另一种主索鞍的隔板焊接方法流程图;
[0034]
图5是本公开实施例提供的第一定位件的位置示意图;
[0035]
图6是本公开实施例提供的鞍体与第一定位件的俯视图;
[0036]
图7是本公开实施例提供的第一定位件的结构示意图;
[0037]
图8~图10是本公开实施例提供的鞍体与隔板的焊接过程示意图。
具体实施方式
[0038]
为使本公开的目的、技术方案和优点更加清楚,下面将结合附图对本公开实施方式作进一步的详细描述。
[0039]
为便于理解,此处对本公开实施例所提供的主索鞍的结构进行说明,图1是本公开实施例提供的主索鞍的正视图,参考图1可知,
[0040]
主索鞍至少包括鞍体1与隔板2。鞍体1上具有长度方向相互平行的第一绳槽11、第二绳槽12、
…
、第n绳槽13,n为大于或等于3的整数。第一绳槽11嵌设在第二绳槽12的底部、
…
、第n-1绳槽嵌设在第n绳槽13的底部,且第一绳槽11的宽度、第二绳槽12的宽度、
…
、第n绳槽13的宽度依次增大。第一绳槽11、第二绳槽12、
…
、第n绳槽13的两个侧壁上均连接有对应的两个第一隔板21、第二隔板22、
…
、第n隔板23。第一绳槽11的两个第一隔板21之间连接有一股主缆钢丝绳的分股钢丝绳10,第二绳槽12则在两个第二隔板22之间,两个第一隔板21的外侧,分别连接有两股主缆钢丝绳的分股钢丝绳10。
[0041]
图2是本公开实施例提供的主索鞍的侧视图,结合图1与图2,第一隔板21、第二隔板22、
…
、第n隔板23均沿第一绳槽11的长度方向设置,即图2中的a方向设置。
[0042]
在本公开的图1所提供的实施例中,鞍体1上的第n绳槽13为第三绳槽,n等于3,在本公开提供的其他实现方式中,n也可以等于4或5或其他整数,本公开对此不做限制。
[0043]
图3是本公开实施例提供的主索鞍的隔板焊接方法流程图,参考图3可知,主索鞍的隔板焊接方法包括:
[0044]
s101:提供主索鞍的鞍体,鞍体上具有长度方向相互平行的第一绳槽、第二绳槽、
…
、第n绳槽,n为大于或等于3的整数,第一绳槽嵌设在第二绳槽的底部、
…
、第n-1绳槽嵌设在第n绳槽的底部,且第一绳槽的宽度、第二绳槽的宽度、
…
、第n绳槽的宽度依次增大。
[0045]
s102:提供两个第一隔板、两个第二隔板、
…
、两个第n隔板,提供第一定位件、第二定位件、
…
、第n定位件。
[0046]
s103:将两个第一隔板分别贴合放在第一绳槽的两个侧壁上,在两个第一隔板之间插入第一定位件,使第一定位件与两个第一隔板相抵。
[0047]
s104:焊接两个第一隔板与第一绳槽。
[0048]
s105:将两个第k隔板分别贴合放在第k绳槽的两个侧壁上,在每个第k隔板与每个第k-1隔板之间均插入第k定位件,使第k定位件均与一个第k隔板及一个第k-1隔板相抵。
[0049]
s106:焊接两个第k隔板与第k绳槽,其中,k为整数,且2≤k≤n。
[0050]
提供主索鞍的鞍体,鞍体上具有长度方向相互平行的第一绳槽、第二绳槽、
…
、第n绳槽,n为大于或等于3的整数,第一绳槽嵌设在第二绳槽的底部、
…
、第n-1绳槽嵌设在第n绳槽的底部,且第一绳槽的宽度、第二绳槽的宽度、
…
、第n绳槽的宽度依次增大。将第一隔板焊接至鞍体上时,先将两个第一隔板分别贴合放在第一绳槽的两个侧壁上,在两个第一隔板之间插入第一定位件,使第一定位件与两个第一隔板相抵。第一定位件可以起到定位的作用,将两个第一隔板分别压紧在第一绳槽的两个侧壁上,第一定位件代替了点焊固定第一隔板与第一绳槽,避免了第一隔板在点焊时发生形变。并且后续焊接两个第一隔板与第一绳槽时,第一定位件也可以起到支撑的作用,减小第一隔板出现变形,可以保证两个第一隔板之间的尺寸满足分股钢丝绳的与第一绳槽的连接。后续将第二隔板、
…
、第n隔板焊接至鞍体上时,类似地,可将两个第k隔板分别贴合放在第k绳槽的两个侧壁上,在每个第k隔板与每个第k-1隔板之间均插入第k定位件,使第k定位件均与一个第k隔板及一个第k-1隔板相抵;再焊接两个第k隔板与第k绳槽。第k定位件也可以对第k隔板起到定位支撑与防止变形的作用,最终保证主索鞍的隔板的形变均较小,保证主索鞍的加工质量能够满足使用要求。
[0051]
并且在本公开提供的实现方式中,在焊接完第一隔板与第一绳槽之后,焊接第二隔板与第二绳槽时,第二隔板与每个第一隔板之间插入了第二定位件,第二定位件与第一隔板及第二隔板相抵,可以对第一隔板起到支撑作用,配合两个第一隔板之间的第一定位件,可以校正第一隔板会产生的焊接变形,进一步减小第一隔板的变形,保证主索鞍的加工质量。
[0052]
图4是本公开实施例提供的另一种主索鞍的隔板焊接方法流程图,参考图4可知,主索鞍的隔板焊接方法包括:
[0053]
s201:提供主索鞍的鞍体,鞍体上具有长度方向相互平行的第一绳槽、第二绳槽、
…
、第n绳槽,n为大于或等于3的整数,第一绳槽嵌设在第二绳槽的底部、
…
、第n-1绳槽嵌设在第n绳槽的底部,且第一绳槽的宽度、第二绳槽的宽度、
…
、第n绳槽的宽度依次增大。
[0054]
步骤s201中,鞍体的结构为已成型的结构,鞍体可通过机加工或焊接组装得到,本公开对此不做限制。
[0055]
在本公开提供的一种实现方式中,第一绳槽、第二绳槽、
…
、第n绳槽均可为对称结构,且第一绳槽的对称面、第二绳槽的对称面、
…
、第n绳槽的对称面均在同一个面上,且均平行于第一绳槽的长度方向,
[0056]
可选地,第一绳槽的宽度可为d,第k绳槽的宽度则可为第k-1绳槽的宽度与2d之和。此时每股分股钢丝绳均可等间隔连接在两个隔板构成的空间之内。
[0057]
在本公开提供的一种实现方式中,第一绳槽的宽度可为66.5mm,第k绳槽的宽度则可为第k-1绳槽的宽度与133mm之和。
[0058]
s202:提供两个第一隔板、两个第二隔板、
…
、两个第n隔板,提供第一定位件、第二定位件、
…
、第n定位件。
[0059]
可选地,第一隔板的结构、两个第二隔板的结构、
…
、与两个第n隔板的结构均可相同。便于加工制作。
[0060]
可选地,第一定位件、第二定位件、
…
、第n定位件的结构也均可相同。便于加工制作。
[0061]
s203:将两个第一隔板分别贴合放在第一绳槽的两个侧壁上,在两个第一隔板之间插入第一定位件,使第一定位件与两个第一隔板相抵。
[0062]
可选地,第一定位件可呈圆柱状。
[0063]
圆柱状的第一定位件便于插入两个第一隔板之间,也可保证支撑与定位效果。
[0064]
可选地,第一定位件上设置有同轴的圆柱凸起,且圆柱凸起的直径小于第一定位件的直径。
[0065]
第一定位件上设置圆柱凸起,且圆柱凸起的直径小于第一定位件的直径,可以在满足第一定位件定位的作用的同时,通过圆柱凸起将第一定位件从两个第一隔板之间拔出。方便第一定位件的拆装。
[0066]
可选地,第一定位件与圆柱凸起上均具有倒角。倒角的设置便于第一定位件的拆装。
[0067]
示例性地,倒角角度可为45
°
。
[0068]
倒角角度为45
°
,第一定位件与第一隔板之间、圆柱凸起与第一隔板之间均具有较为恰当的空间,便于第一定位件与圆柱凸起的拆装。
[0069]
为便于理解,此处提供图5与图6。
[0070]
图5是本公开实施例提供的第一定位件的位置示意图,参考图5可知,两个第一隔板21分别贴合放置在第一绳槽11的两侧壁上,第一定位件31则插设在两个第一隔板21之间。
[0071]
图6是本公开实施例提供的鞍体与第一定位件的俯视图,参考图6可知,在焊接时,还可在两个第一隔板21之间放置多个第一定位件31,且多个第一定位件31沿第一绳槽11的长度方向等距间隔设置。
[0072]
多个第一定位件31沿第一绳槽11的长度方向等距间隔设置,可以对两个第一隔板21起到有效支撑作用,保证两个第一隔板21的焊接质量。
[0073]
在本公开提供的一种实现方式中,第一隔板的厚度可为5mm。第一隔板的高度可为221mm。本公开中提供的其他隔板的尺寸可与第一隔板的尺寸相同,本公开对此不做限制。
[0074]
图7是本公开实施例提供的第一定位件的结构示意图,参考图7可知,第一定位件31上设置有同轴的圆柱凸起311,且圆柱凸起311与第一定位件上均设置有倒角312。
[0075]
s204:若第一隔板与第一隔板贴合的第一绳槽的侧壁之间的间隙均位于0~0.25mm内,则焊接两个第一隔板与第一绳槽。
[0076]
在焊接两个第一隔板与第一绳槽之前,可以先判断第一隔板与第一隔板贴合的第一绳槽的侧壁之间的间隙是否均位于0~0.25mm内,间隙位于以上范围内时,再焊接两个第一隔板与第一绳槽。可以保证焊接两个第一隔板与第一绳槽时,两个第一隔板与第一绳槽之间是紧密贴合焊接的,保证两个第一隔板之间的距离满足使用要求。
[0077]
需要说明的是,若第一隔板与第一隔板贴合的第一绳槽的侧壁之间的间隙不位于0~0.25mm的范围内,则对两个第一隔板与第一定位件的位置进行调整,直至第一隔板与第
一隔板贴合的第一绳槽的侧壁之间的间隙均位于0~0.25mm内。
[0078]
步骤s204中,焊接两个第一隔板与第一绳槽,可包括:
[0079]
同时焊接两个第一隔板与第一绳槽之间的坡口。
[0080]
可选地,同时焊接两个第一隔板与第一绳槽之间的坡口,可以使得两个第一隔板与第一绳槽之间产生的焊接变形,相互抵消部分,以保证两个第一隔板与第一绳槽的焊接质量。
[0081]
可选地,坡口位于第一隔板与第一绳槽的侧壁之间。便于进行第一隔板与第一绳槽的焊接处理。
[0082]
在本公开所提供的一种实现方式中,第一隔板与第一绳槽的侧壁之间的焊缝的焊脚尺寸可为4mm、焊缝长度可为100mm,焊缝宽度可为100mm。
[0083]
需要说明的是,焊脚尺寸是指焊缝根角至焊缝外边的尺寸。
[0084]
焊接完第一隔板与第一绳槽之间的坡口后的示意图可参见图8,图8中,坡口s位于第一隔板21与第一绳槽11的侧壁之间。
[0085]
s205:将两个第k隔板分别贴合放在第k绳槽的两个侧壁上,在每个第k隔板与每个第k-1隔板之间均插入第k定位件,使第k定位件均与一个第k隔板及一个第k-1隔板相抵。
[0086]
步骤s205中,在每个第k隔板与每个第k-1隔板之间均插入第k定位件,主索鞍的隔板焊接方法还可包括:
[0087]
在每个第k隔板与每个第k-1隔板之间均插入多个第k定位件,且多个第k定位件沿第k绳槽的长度方向等距设置。
[0088]
在每个第k隔板与每个第k-1隔板之间均插入多个第k定位件,且多个第k定位件沿第k绳槽的长度方向等距设置。可以保证每个第k隔板与每个第k-1隔板均受到第k定位件的定位支撑,保证最终得到的第k隔板与每个第k-1隔板的焊接质量。
[0089]
执行完步骤s205之后的结构示意图可参见图9,图9中k=3,此时已焊接完两个第三隔板23与第三绳槽13,第一定位件31、两个第二定位件32及第三定位件33依次插设在第一绳槽11、第二绳槽12与第三绳槽13中。
[0090]
s206:至少与一个第一定位件、两个第二定位件、
…
、两个第n定位件,在垂直于第一绳槽的长度的方向上依次间隔排列。
[0091]
那么在垂直于第一绳槽的长度的方向上,至少与一个第一定位件、两个第二定位件、
…
、两个第n定位件依次间隔排列,可以起到相互支撑的作用,并保证夹紧在第k定位件与第k-1定位件之间的第k-1隔板可以得到良好的支撑与定位,进一步提高所有隔板的焊接质量。
[0092]
可参见图10,如图10所示,那么在垂直于第一绳槽11的长度的方向上,至少与一个第一定位件31、两个第二定位件32、
…
、两个第n定位件33依次间隔排列。
[0093]
s207:若第k隔板与第k隔板贴合的第k绳槽的侧壁之间的间隙均位于0~0.25mm内,焊接两个第k隔板与第k绳槽,其中,k为整数,且2≤k≤n。
[0094]
在焊接两个第k隔板与第k绳槽之前,可以先判断第k隔板与第k隔板贴合的第k绳槽的侧壁之间的间隙是否均位于0~0.25mm内,间隙位于以上范围内时,再焊接两个第k隔板与第k绳槽。可以保证焊接两个第k隔板与第k绳槽时,两个第k隔板与第k绳槽之间是紧密贴合焊接的,保证两个第k隔板之间的距离满足使用要求。
[0095]
需要说明的是,若第k隔板与第k隔板贴合的第k绳槽的侧壁之间的间隙不位于0~0.25mm的范围内,则对两个第k隔板与第k定位件的位置进行调整,直至第k隔板与第k隔板贴合的第k绳槽的侧壁之间的间隙均位于0~0.25mm内。
[0096]
s208:将鞍体与第一定位件、第二定位件、
…
、第n定位件放置在室外,以释放应力。
[0097]
将鞍体与第一定位件、第二定位件、
…
、第n定位件放置在室外自然降温以释放应力,可以提高最终得到的主索鞍的焊接质量。
[0098]
可选地,可将鞍体与第一定位件、第二定位件、
…
、第n定位件放置在室外24~48h后,再拆除第一定位件、第二定位件、
…
、第n定位件。
[0099]
主索鞍在室外自然释放应力时,可能还会产生轻微形变,因此主索鞍在室外释放应力时,第一定位件、第二定位件、
…
、第n定位件依然分别插设在第一绳槽、第二绳槽、
…
、第n绳槽中,起到支撑作用,减小绳槽与隔板的变形,在释放完应力之后,再拆除第一定位件、第二定位件、
…
、第n定位件。最终得到的主索鞍的加工质量可以进一步提高。
[0100]
以上,并非对本发明作任何形式上的限制,虽然本发明已通过实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips