
 商标分类
商标分类  商标转让
商标转让 
一种干式摩擦合器盖旋转式智能加工设备及加工方法与流程
 2021-01-29 17:01:14|
2021-01-29 17:01:14| 246|
246| 起点商标网
起点商标网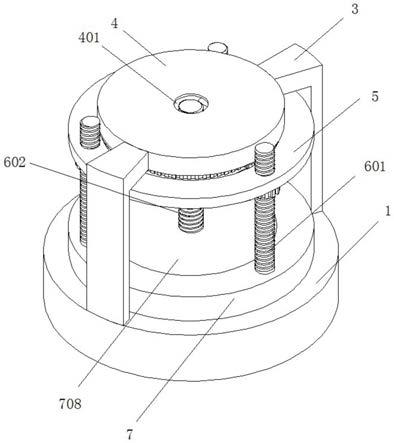
[0001]
本发明涉及加工设备技术领域,尤其涉及一种干式摩擦离合器盖旋转式智能加工设备及加工方法。
背景技术:
[0002]
摩擦离合器是应用得最广也是历史最久的一类离合器,它基本上是由主动部分、从动部分、压紧机构和操纵机构四部分组点成。主、从动部分和压紧机构是保证离合器处于接合状态并能传动动力的基本结构,而离合器的操纵机构主要是使离合器分离的装置。发动机飞轮是离合器的主动件,带有摩擦片的从动盘和从动毂借滑动花键与从动轴(即变速器的主动轴)相连。压紧弹簧则将从动盘压紧在飞轮端面上,发动机转矩即靠飞轮与从动盘接触面之间的摩擦作用而传到从动盘上,再由此经过从动轴和传动系中一系列部件传给驱动轮,压紧弹簧的压紧力越大,则离合器所能传递的转矩也越大。
[0003]
由于汽车在行驶过程中,需经常保持动力传递,而中断传动只是暂时的需要,因此汽车离合器的主动部分和从动部分是经常处于接合状态的,当离合器处于正常接合状态,分离套筒被回位弹簧拉到后极限位置时,在分离轴承和分离杠杆内端(膜片弹簧分离指)之间应保留有一定量的间隙(3-4mm),以保证摩擦片在正常磨损范围内离合器仍能完全接合,为消除这一间隙所需的离合器踏板行程(30-40mm),称为离合器自由行程。摩擦片磨损后压盘将会朝飞轮方向移动,这样膜片簧分离指或螺旋弹簧的分离杠杆将退近分离轴承,使自由间隙变小,一旦膜片弹簧分离指或螺旋弹簧的分离杠杆完全顶上了分离轴承,则弹簧的压力就不能完全起作用,离合器就会打滑。
[0004]
摩擦离合器主动部分由飞轮、离合器盖、压盘等组成,离合器盖可将飞轮和离合器盘总成连接起来,用于传输和停止传输发动机功率,在离合器盖生产加工过程中,通常需要锻压和打孔,但是二者不能同时加工,锻压完成后,将工件移至打孔位置进行打孔,导致工作效率低,同时在工件移动至打孔位置过程中可能会位置偏移,导致孔的位置不符合工件要求,导致工件报废,增加成本。针对这一问题,现设计一种干式摩擦离合器盖旋转式智能加工设备及加工方法。
技术实现要素:
[0005]
基于现有的离合器盖生产加工过程中锻压和打孔分两次加工的技术问题,本发明提出了一种干式摩擦离合器盖旋转式智能加工设备及加工方法。
[0006]
本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法,包括底座和工件,所述底座一表面开设有模腔,所述工件放置在模腔内,所述底座一表面固定安装有固定架,两个所述固定架之间固定安装有驱动盒,所述驱动盒下方设置有加工驱动装置,所述底座内开设有空腔,所述模腔内表面开设有辅助孔,所述辅助孔与空腔连通,所述空腔内固定安装有液压缸,所述液压缸一端固定安装有辅助板,所述辅助板一表面阵列有辅助块,所述辅助块与辅助孔重合。
[0007]
优选地,所述驱动盒一表面开设有驱动孔,所述驱动盒另一表面开设有环形槽,所述环形槽内滑动安装有第一电机,所述第一电机一表面固定安装有第一转轴,所述驱动盒内固定安装有第二电机,所述第二电机一表面固定安装有第二转轴。
[0008]
优选地,所述加工驱动装置包括安装盘,所述安装盘为环形结构,所述安装盘一表面开设有第一安装孔,多个所述第一安装孔均阵列在安装盘一表面,所述安装盘内表面安装有驱动盘,所述安装盘位于驱动盘周侧面,所述安装盘一表面开设有第二安装孔和第三安装孔。
[0009]
优选地,所述驱动盘与安装盘之间安装有第一齿轮,所述驱动盘周侧面固定安装有环形齿条,多个所述第一齿轮与环形齿条均通过啮合传动。
[0010]
优选地,所述第一齿轮一表面与第一转轴固定连接,多个所述第一齿轮均通过第一电机驱动,所述第一齿轮另一表面通过第一轴承安装有连接杆,所述连接杆一端固定安装有驱动齿轮,所述驱动齿轮周侧面啮合有第二齿轮,所述第二齿轮内表面为螺纹结构,多个第二齿轮均位于安装盘下表面,所述第二齿轮与驱动齿轮通过啮合传动。
[0011]
优选地,多个所述第一安装孔内活动套接有第一螺纹杆,所述第一螺纹杆与第二齿轮通过螺纹套接,所述第二安装孔内活动套接有第二螺纹杆,所述第二螺纹杆周侧面通过螺纹套接有第三齿轮,所述第三齿轮周侧面啮合有第四齿轮,所述第三齿轮与第四齿轮通过啮合传动,所述第四齿轮一表面与第二转轴固定安装,所述第四齿轮通过第二电机驱动。
[0012]
优选地,多个第一螺纹杆一端固定安装有锻压块,所述锻压块一表面开设有螺纹孔,多个所述螺纹孔均阵列在锻压块一表面,所述螺纹孔一端内表面开设有限位槽,所述限位槽内固定安装有弹簧,所述弹簧一端固定安装有限位板,所述限位板为半圆形结构。
[0013]
优选地,两个相邻所述限位板构成圆形结构,两个相邻所述限位板相互配合与螺纹孔一端重合。
[0014]
优选地,所述螺纹孔内通过螺纹套接有打孔柱,所述打孔柱周侧面为螺纹结构,所述打孔柱一端固定安装有钻头,所述钻头为锥型结构,多个所述打孔柱另一端通过第二轴承安装有固定盘,所述固定盘一表面与第二螺纹杆一端固定安装。
[0015]
优选地,一种加工方法,其具体包括如下步骤:步骤一、将未锻压和打孔的离合器盖工件放置在底座的模腔内,第一电机工作驱动第一转轴转动,第一转轴转动带动第一齿轮转动,第一齿轮与驱动盘周侧面固定安装的环形齿条啮合传动,第一齿轮沿着环形齿条的轨迹移动,做圆周运动,第一电机放置在驱动盒内,则带动第一转轴沿着驱动盒一表面的环形槽也做圆周运动,第一齿轮通过连接杆与驱动齿轮固定连接,因为连接杆与第一齿轮通过第一轴承连接,因此第一齿轮转动不带动连接杆转动,带动连接杆做圆周运动,带动驱动齿轮转动,驱动齿轮与第二齿轮啮合传动,带动第二齿轮转动,第二齿轮与第一螺纹杆通过螺纹套接,第二齿轮转动带动第一螺纹杆沿着螺纹方向向下移动,多个第一螺纹杆向下移动的同时带动锻压块也向下移动,锻压块向模腔内移动,通过锻压块向下的压力锻压工件,锻压完成,停止驱动第一电机工作;步骤二、锻压完成后,第一电机停止工作,控制底座空腔内的液压缸向下回缩,液压缸向下回缩带动辅助板向下移动,辅助板向下移动的同时带动辅助块与辅助孔分离;步骤三、液压缸完成指定动作后,驱动第二电机工作,第二电机驱动第二转轴转动,第
二电转轴转动带动第四齿轮转动,第四齿轮与第三齿轮通过啮合传动,第四齿轮转动带动第三齿轮转动,第三齿轮通过螺纹与第二螺纹杆套接,第三齿轮转动带动第二螺纹杆沿着螺纹方向向下移动,第二螺纹杆向下移动的同时带动固定盘向下移动,带动打孔柱向锻压块内的螺纹孔内移动,因为固定盘与打孔柱通过第二轴承连接,所以打孔柱因为螺纹转动而固定盘不转动,螺纹孔与打孔柱重合,螺纹孔分散的位置与工件需要打孔的位置一致,打孔柱沿着螺纹孔内的螺纹方向转动向下移动,钻头向下移动将两个限位块向两边的限位槽内挤压,露出工件,带动钻头旋转向下对工件进行打孔,砖头一直旋转向下打孔,钻头与辅助孔重合,打孔完成;步骤四、打孔完成后,驱动第二电机反转,带动第二螺纹杆向上移动的同时带动打孔柱旋转向上移动,钻头离开辅助孔,向锻压块上方移动,限位块失去挤压的力后通过弹簧复位,驱动液压缸向上延伸,带动辅助块与辅助孔重合后,驱动第一电机反转带动第一螺纹杆向上移动的同时带动锻压块也向上移动,离开模腔,锻压与打孔完成。
[0016]
本发明中的有益效果为:1、通过设置加工驱动装置,多个第一安装孔内活动套接有第一螺纹杆,第一螺纹杆与第二齿轮通过螺纹套接,第二安装孔内活动套接有第二螺纹杆,第二螺纹杆周侧面通过螺纹套接有第三齿轮,第三齿轮周侧面啮合有第四齿轮,第三齿轮与第四齿轮通过啮合传动,第四齿轮一表面与第二转轴固定安装,第四齿轮通过第二电机驱动,达到了第一电机工作带动第一齿轮转动,第二齿轮转动带动第一螺纹杆沿着螺纹方向向下移动的同时带动锻压块也向下移动,通过锻压块向下的压力锻压工件,第二电机驱动第二转轴转动,第三齿轮转动带动第二螺纹杆沿着螺纹方向向下移动同时带动固定盘向下移动,打孔柱沿着螺纹孔内的螺纹方向转动向下移动,带动钻头旋转向下对工件进行打孔,砖头一直旋转向下打孔,钻头与辅助孔重合,可不用搬运工件,对工件一次性完成锻压和打孔的目的,从而解决了现有的离合器盖生产加工过程中锻压和打孔分两次加工的问题。
附图说明
[0017]
图1为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的示意图;图2为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的安装盘结构立体图;图3为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的锻压块结构立体图;图4为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的驱动盒结构立体图;图5为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的驱动盘结构立体图;图6为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的第一螺纹杆结构立体图;图7为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的驱动齿轮结构立体图;
图8为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的底座结构剖视图;图9为本发明提出的一种干式摩擦离合器盖旋转式智能加工设备及加工方法的锻压块结构剖视图。
[0018]
图中:1、底座;101、模腔;102、空腔;103、辅助孔;104、液压缸;105、辅助板;106、辅助块;2、工件;3、固定架;4、驱动盒;401、驱动孔;402、环形槽;403、第一电机;404、第一转轴;405、第二电机;406、第二转轴;5、安装盘;501、第一安装孔;502、驱动盘;503、第二安装孔;504、第三安装孔;505、第一齿轮;506、环形齿条;507、第一轴承;508、连接杆;509、驱动齿轮;6、第二齿轮;601、第一螺纹杆;602、第二螺纹杆;603、第三齿轮;604、第四齿轮;7、锻压块;701、螺纹孔;702、限位槽;703、弹簧;704、限位板;705、打孔柱;706、钻头;707、第二轴承;708、固定盘。
具体实施方式
[0019]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0020]
参照图1-9,一种干式摩擦离合器盖旋转式智能加工设备及加工方法,包括底座1和工件2,底座1一表面开设有模腔101,工件2放置在模腔101内,底座1一表面固定安装有固定架3,两个固定架3之间固定安装有驱动盒4,驱动盒4下方设置有加工驱动装置,底座1内开设有空腔102,模腔101内表面开设有辅助孔103,辅助孔103与空腔102连通,空腔102内固定安装有液压缸104,液压缸104一端固定安装有辅助板105,辅助板105一表面阵列有辅助块106,辅助块106与辅助孔103重合。
[0021]
进一步地,驱动盒4一表面开设有驱动孔401,驱动盒4另一表面开设有环形槽402,环形槽402内滑动安装有第一电机403,第一电机403一表面固定安装有第一转轴404,驱动盒4内固定安装有第二电机405,第二电机405一表面固定安装有第二转轴406。
[0022]
进一步地,加工驱动装置包括安装盘5,安装盘5为环形结构,安装盘5一表面开设有第一安装孔501,多个第一安装孔501均阵列在安装盘5一表面,安装盘5内表面安装有驱动盘502,安装盘5位于驱动盘502周侧面,安装盘5一表面开设有第二安装孔503和第三安装孔504。
[0023]
进一步地,驱动盘502与安装盘5之间安装有第一齿轮505,驱动盘502周侧面固定安装有环形齿条506,多个第一齿轮505与环形齿条506均通过啮合传动。
[0024]
进一步地,第一齿轮505一表面与第一转轴404固定连接,多个第一齿轮505均通过第一电机403驱动,第一齿轮505另一表面通过第一轴承507安装有连接杆508,连接杆508一端固定安装有驱动齿轮509,驱动齿轮509周侧面啮合有第二齿轮6,第二齿轮6内表面为螺纹结构,多个第二齿轮6均位于安装盘5下表面,第二齿轮6与驱动齿轮509通过啮合传动。
[0025]
进一步地,多个第一安装孔501内活动套接有第一螺纹杆601,第一螺纹杆601与第二齿轮6通过螺纹套接,第二安装孔503内活动套接有第二螺纹杆602,第二螺纹杆602周侧面通过螺纹套接有第三齿轮603,第三齿轮603周侧面啮合有第四齿轮604,第三齿轮603与第四齿轮604通过啮合传动,第四齿轮604一表面与第二转轴406固定安装,第四齿轮604通过第二电机405驱动。
[0026]
进一步地,多个第一螺纹杆601一端固定安装有锻压块7,锻压块7一表面开设有螺纹孔701,多个螺纹孔701均阵列在锻压块7一表面,螺纹孔701一端内表面开设有限位槽702,限位槽702内固定安装有弹簧703,弹簧703一端固定安装有限位板704,限位板704为半圆形结构。
[0027]
进一步地,两个相邻限位板704构成圆形结构,两个相邻限位板704相互配合与螺纹孔701一端重合。
[0028]
进一步地,螺纹孔701内通过螺纹套接有打孔柱705,打孔柱705周侧面为螺纹结构,打孔柱705一端固定安装有钻头706,钻头706为锥型结构,多个打孔柱705另一端通过第二轴承707安装有固定盘708,固定盘708一表面与第二螺纹杆602一端固定安装。
[0029]
通过设置加工驱动装置,多个第一安装孔501内活动套接有第一螺纹杆601,第一螺纹杆601与第二齿轮6通过螺纹套接,第二安装孔503内活动套接有第二螺纹杆602,第二螺纹杆602周侧面通过螺纹套接有第三齿轮603,第三齿轮603周侧面啮合有第四齿轮604,第三齿轮603与第四齿轮604通过啮合传动,第四齿轮604一表面与第二转轴406固定安装,第四齿轮604通过第二电机405驱动,达到了第一电机403工作带动第一齿轮505转动,第二齿轮6转动带动第一螺纹杆601沿着螺纹方向向下移动的同时带动锻压块7也向下移动,通过锻压块7向下的压力锻压工件2,第二电机405驱动第二转轴406转动,第三齿轮603转动带动第二螺纹杆602沿着螺纹方向向下移动同时带动固定盘708向下移动,打孔柱705沿着螺纹孔701内的螺纹方向转动向下移动,带动钻头706旋转向下对工件2进行打孔,砖头一直旋转向下打孔,钻头706与辅助孔103重合,可不用搬运工件2,对工件2同时进行锻压和打孔的目的,从而解决了现有的离合器盖生产加工过程中锻压和打孔分两次加工的问题。
[0030]
步骤一、将未锻压和打孔的离合器盖工件2放置在底座1的模腔101内,第一电机403工作驱动第一转轴404转动,第一转轴404转动带动第一齿轮505转动,第一齿轮505与驱动盘502周侧面固定安装的环形齿条506啮合传动,第一齿轮505沿着环形齿条506的轨迹移动,做圆周运动,第一电机403放置在驱动盒4内,则带动第一转轴404沿着驱动盒4一表面的环形槽402也做圆周运动,第一齿轮505通过连接杆508与驱动齿轮509固定连接,因为连接杆508与第一齿轮505通过第一轴承507连接,因此第一齿轮505转动不带动连接杆508转动,带动连接杆508做圆周运动,带动驱动齿轮509转动,驱动齿轮509与第二齿轮6啮合传动,带动第二齿轮6转动,第二齿轮6与第一螺纹杆601通过螺纹套接,第二齿轮6转动带动第一螺纹杆601沿着螺纹方向向下移动,多个第一螺纹杆601向下移动的同时带动锻压块7也向下移动,锻压块7向模腔101内移动,通过锻压块7向下的压力锻压工件2,锻压完成,停止驱动第一电机403工作;步骤二、锻压完成后,第一电机403停止工作,控制底座1空腔102内的液压缸104向下回缩,液压缸104向下回缩带动辅助板105向下移动,辅助板105向下移动的同时带动辅助块106与辅助孔103分离;步骤三、液压缸104完成指定动作后,驱动第二电机405工作,第二电机405驱动第二转轴406转动,第二电转轴转动带动第四齿轮604转动,第四齿轮604与第三齿轮603通过啮合传动,第四齿轮604转动带动第三齿轮603转动,第三齿轮603通过螺纹与第二螺纹杆602套接,第三齿轮603转动带动第二螺纹杆602沿着螺纹方向向下移动,第二螺纹杆602向下移动的同时带动固定盘708向下移动,带动打孔柱705向锻压块7内的螺纹孔701内移动,因为固
定盘708与打孔柱705通过第二轴承707连接,所以打孔柱705因为螺纹转动而固定盘708不转动,螺纹孔701与打孔柱705重合,螺纹孔701分散的位置与工件2需要打孔的位置一致,打孔柱705沿着螺纹孔701内的螺纹方向转动向下移动,钻头706向下移动将两个限位块向两边的限位槽702内挤压,露出工件2,带动钻头706旋转向下对工件2进行打孔,砖头一直旋转向下打孔,钻头706与辅助孔103重合,打孔完成;步骤四、打孔完成后,驱动第二电机405反转,带动第二螺纹杆602向上移动的同时带动打孔柱705旋转向上移动,钻头706离开辅助孔103,向锻压块7上方移动,限位块失去挤压的力后通过弹簧703复位,驱动液压缸104向上延伸,带动辅助块106与辅助孔103重合后,驱动第一电机403反转带动第一螺纹杆601向上移动的同时带动锻压块7也向上移动,离开模腔101,锻压与打孔完成。
[0031]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips