
 商标分类
商标分类  商标转让
商标转让 
一种汽车前保险杠吸能盒制造用成型工作台及其操作方法与流程
 2021-01-29 17:01:08|
2021-01-29 17:01:08| 237|
237| 起点商标网
起点商标网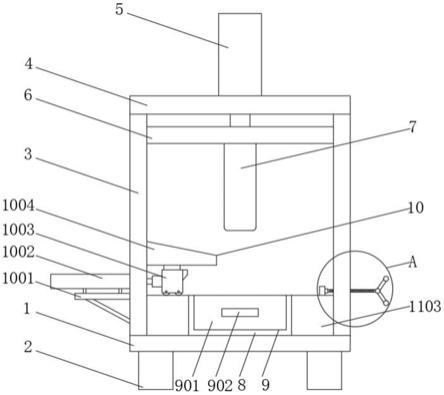
[0001]
本发明涉及吸能盒制造领域,具体涉及一种汽车前保险杠吸能盒制造用成型工作台,更具体涉及一种汽车前保险杠吸能盒制造用成型工作台及其操作方法。
背景技术:
[0002]
汽车前保险杠吸能盒,是一种安装在汽车前保险杠与纵梁之间的方形盒状工件,当产生撞击的时候,其能够起到吸能缓冲的作用,降低汽车在收到撞击时的损伤,提高乘员的安全,吸能盒在制造的时候,通常是通过折弯机连续折弯四次;
[0003]
但是现有的通过折弯机连续折弯的方式,一方面操作麻烦,增加了吸能盒制造的繁琐性和制造时间;其次,不具备限位功能,不方便确定折弯位置,加工精度低,使用效果差。
技术实现要素:
[0004]
本发明的主要目的在于提供一种汽车前保险杠吸能盒制造用成型工作台,可以有效解决背景技术中的操作麻烦,增加了吸能盒制造的繁琐性和制造时间;其次,不具备限位功能,不方便确定折弯位置,加工精度低,使用效果差的技术问题。
[0005]
为实现上述目的,本发明采取的技术方案为:
[0006]
一种汽车前保险杠吸能盒制造用成型工作台,包括底座,所述底座的底部固定安装有支脚,所述底座的上部固定安装有龙门架,所述龙门架的上部固定安装有顶板,所述顶板的上部居中位置固定安装有第一气缸,所述龙门架的内侧滑动连接有悬臂,所述悬臂的底部居中位置固定安装有模仁,所述底座的上部居中位置固定安装有模座,所述模座的前部设有支撑机构,所述支撑机构包括有支撑板、把手、导向柱、支撑块和插孔,所述龙门架的侧边设有限位机构,所述限位机构包括有限位螺杆、转柄、滑座、限位块和连接轴套,所述龙门架的另一侧设有折弯机构,所述模座的上表面居中位置开设有模槽。
[0007]
作为本发明的进一步方案,所述把手固定安装在支撑板的前部居中位置,所述导向柱固定安装在支撑板的后部侧边位置,所述支撑块固定安装在支撑板的后部居中位置,所述插孔开设在模座的前表面侧边位置。
[0008]
作为本发明的进一步方案,所述导向柱与插孔滑动连接,所述支撑块与模槽的形状相同,且支撑块的尺寸小于模槽的尺寸。
[0009]
作为本发明的进一步方案,所述限位螺杆螺纹连接在龙门架的侧边,所述转柄固定连接在限位螺杆的一端,所述滑座固定安装在底座的上部位于模座的一侧,所述限位块滑动连接在模座的上部,所述限位螺杆通过连接轴套与限位块活动连接。
[0010]
作为本发明的进一步方案,所述限位块与滑座之间设有t形块,所述转柄的形状为v字形。
[0011]
作为本发明的进一步方案,所述模仁与模槽垂直对应,且模仁的宽度小于模槽的宽度,所述第一气缸的输出轴贯穿顶板与悬臂固定连接。
[0012]
作为本发明的进一步方案,所述折弯机构包括有承台座、第二气缸、折弯块、加固块、滑块、推块和滚轮,所述承台座固定安装在龙门架的另一侧,所述第二气缸固定安装在承台座的上部,所述第二气缸的输出轴贯穿龙门架与折弯块固定连接,所述加固块固定安装在龙门架的内侧位于折弯块的上方位置,所述滑块固定安装在折弯块的上部,所述推块固定安装在折弯块的一侧顶部位置,所述滚轮活动安装在折弯块的底部。
[0013]
作为本发明的进一步方案,所述滑块与加固块固定连接滑动连接,所述加固块的形状为三角形。
[0014]
一种汽车前保险杠吸能盒制造用成型工作台的操作方法,该操作方法具体包括以下步骤:
[0015]
步骤一:首先,针对吸能盒的尺寸调节好限位机构的位置,操作时,利用转柄转动限位螺杆,因限位块与限位螺杆之间是通过连接轴套活动连接的,故限位螺杆通过与龙门架之间的螺纹作用,推动限位块通过t形块在滑座的上部移动,将限位块调整到与模槽之间保留合适的位置,即限位块与靠近模槽最侧边之间的距离等于吸能盒坯料的1/4长度;
[0016]
步骤二:然后利用把手将支撑板通过导向柱在插孔的内部抽出,使得支撑块脱离模槽,此时将吸能盒坯料的边缘贴合限位块放置到模槽的上部,第一气缸工作,其输出轴推动悬臂垂直下压,使得模仁压迫吸能盒坯料到模槽的内部,吸能盒坯料形变,此时吸能盒坯料受到模槽配合模仁的压迫形成鱼钩形;
[0017]
步骤三:随后第一气缸复位,带动模仁复位,此时利用把手配合导向柱和插孔将支撑块插入到模槽的内部,支撑块位于吸能盒坯料与模槽之间;
[0018]
步骤四:启动第二气缸工作,其输出轴推动折弯块移动,使得推块推动吸能盒坯料弯曲,随着折弯块的持续推进,配合支撑块的支撑,最终将吸能盒坯料折弯成方形的盒子,完成整个成型工作,而且在折弯块移动的时候,滑块在加固块的底部滑动。
[0019]
与现有技术相比,本发明具有如下有益效果:
[0020]
通过设置模仁、模座和折弯机构,第一气缸工作,其输出轴推动悬臂垂直下压,使得模仁压迫吸能盒坯料到模槽的内部,吸能盒坯料形变,此时吸能盒坯料受到模槽配合模仁的压迫形成鱼钩形,第二气缸工作,其输出轴推动折弯块移动,使得推块推动吸能盒坯料弯曲,随着折弯块的持续推进,配合支撑块的支撑,最终将吸能盒坯料折弯成方形的盒子,完成整个成型工作,能够直接通过模仁和模槽将吸能盒坯料折弯成鱼钩状,然后在通过折弯机构将吸能盒折弯成型,整个加工步骤只需折弯两次,相比传统的需要折弯四次,减少了一半的加工步骤,节省时间、精力,增加工作效率,而且在折弯块移动的时候,滑块在加固块的底部滑动,增加稳定性;
[0021]
通过设置支撑机构,第一气缸工作时,利用把手将支撑板通过导向柱在插孔的内部抽出,使得支撑块脱离模槽,第二气缸工作时,用把手配合导向柱和插孔将支撑块插入到模槽的内部,支撑块位于吸能盒坯料与模槽之间,为吸能盒坯料进行支撑,折弯的时候,支撑效果好,拆装也非常方便,整个操作过程中,只需人工放置吸能盒坯料和抽拉支撑板,操作更加方便,实用性更高;
[0022]
通过设置限位机构,利用转柄转动限位螺杆,因限位块与限位螺杆之间是通过连接轴套活动连接的,故限位螺杆通过与龙门架之间的螺纹作用,推动限位块通过t形块在滑座的上部移动,将限位块调整到与模槽之间保留合适的位置,即限位块与靠近模槽最侧边
之间的距离等于吸能盒坯料的1/4长度,具备较好的限位功能,能够方便人们对吸能盒坯料进行限位,提高加工精度,更加利于使用。
附图说明
[0023]
图1为本发明一种汽车前保险杠吸能盒制造用成型工作台的整体结构示意图;
[0024]
图2为本发明一种汽车前保险杠吸能盒制造用成型工作台的图1中a的放大图;
[0025]
图3为本发明一种汽车前保险杠吸能盒制造用成型工作台的模座与支撑板拆分图;
[0026]
图4为本发明一种汽车前保险杠吸能盒制造用成型工作台的图3中b的放大图;
[0027]
图5为本发明一种汽车前保险杠吸能盒制造用成型工作台的支撑板俯视图;
[0028]
图6为本发明一种汽车前保险杠吸能盒制造用成型工作台的吸能盒制造演示图。
[0029]
图中:1、底座;2、支脚;3、龙门架;4、顶板;5、第一气缸;6、悬臂;7、模仁;8、模座;9、支撑机构;901、支撑板;902、把手;903、导向柱;904、支撑块;905、插孔;10、折弯机构;1001、承台座;1002、第二气缸;1003、折弯块;1004、加固块;1005、滑块;1006、推块;1007、滚轮;11、限位机构;1101、限位螺杆;1102、转柄;1103、滑座;1104、限位块;1105、连接轴套;12、模槽。
具体实施方式
[0030]
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0031]
如图1-6所示,一种汽车前保险杠吸能盒制造用成型工作台,包括底座1,底座1的底部固定安装有支脚2,底座1的上部固定安装有龙门架3,龙门架3的上部固定安装有顶板4,顶板4的上部居中位置固定安装有第一气缸5,龙门架3的内侧滑动连接有悬臂6,悬臂6的底部居中位置固定安装有模仁7,底座1的上部居中位置固定安装有模座8,模座8的前部设有支撑机构9,支撑机构9包括有支撑板901、把手902、导向柱903、支撑块904和插孔905,龙门架3的侧边设有限位机构11,限位机构11包括有限位螺杆1101、转柄1102、滑座1103、限位块1104和连接轴套1105,龙门架3的另一侧设有折弯机构10,模座8的上表面居中位置开设有模槽12;
[0032]
把手902固定安装在支撑板901的前部居中位置,导向柱903固定安装在支撑板901的后部侧边位置,支撑块904固定安装在支撑板901的后部居中位置,插孔905开设在模座8的前表面侧边位置;导向柱903与插孔905滑动连接,支撑块904与模槽12的形状相同,且支撑块904的尺寸小于模槽12的尺寸;限位螺杆1101螺纹连接在龙门架3的侧边,转柄1102固定连接在限位螺杆1101的一端,滑座1103固定安装在底座1的上部位于模座8的一侧,限位块1104滑动连接在模座8的上部,限位螺杆1101通过连接轴套1105与限位块1104活动连接;限位块1104与滑座1103之间设有t形块,转柄1102的形状为v字形,t形块能够起到滑动连接的作用;模仁7与模槽12垂直对应,且模仁7的宽度小于模槽12的宽度,第一气缸5的输出轴贯穿顶板4与悬臂6固定连接;折弯机构10包括有承台座1001、第二气缸1002、折弯块1003、加固块1004、滑块1005、推块1006和滚轮1007,承台座1001固定安装在龙门架3的另一侧,第二气缸1002固定安装在承台座1001的上部,第二气缸1002的输出轴贯穿龙门架3与折弯块
1003固定连接,加固块1004固定安装在龙门架3的内侧位于折弯块1003的上方位置,滑块1005固定安装在折弯块1003的上部,推块1006固定安装在折弯块1003的一侧顶部位置,滚轮1007活动安装在折弯块1003的底部;滑块1005与加固块1004固定连接滑动连接,加固块1004的形状为三角形。
[0033]
一种汽车前保险杠吸能盒制造用成型工作台的操作方法,该操作方法具体包括以下步骤:
[0034]
步骤一:首先,针对吸能盒的尺寸调节好限位机构11的位置,操作时,利用转柄1102转动限位螺杆1101,因限位块1104与限位螺杆1101之间是通过连接轴套1105活动连接的,故限位螺杆1101通过与龙门架3之间的螺纹作用,推动限位块1104通过t形块在滑座1103的上部移动,将限位块1104调整到与模槽12之间保留合适的位置,即限位块1104与靠近模槽12最侧边之间的距离等于吸能盒坯料的1/4长度;
[0035]
步骤二:然后利用把手902将支撑板901通过导向柱903在插孔905的内部抽出,使得支撑块904脱离模槽12,此时将吸能盒坯料的边缘贴合限位块1104放置到模槽12的上部,第一气缸5工作,其输出轴推动悬臂6垂直下压,使得模仁7压迫吸能盒坯料到模槽12的内部,吸能盒坯料形变,此时吸能盒坯料受到模槽12配合模仁7的压迫形成鱼钩形;
[0036]
步骤三:随后第一气缸5复位,带动模仁7复位,此时利用把手902配合导向柱903和插孔905将支撑块904插入到模槽12的内部,支撑块904位于吸能盒坯料与模槽12之间;
[0037]
步骤四:启动第二气缸1002工作,其输出轴推动折弯块1003移动,使得推块1006推动吸能盒坯料弯曲,随着折弯块1003的持续推进,配合支撑块904的支撑,最终将吸能盒坯料折弯成方形的盒子,完成整个成型工作,而且在折弯块1003移动的时候,滑块1005在加固块1004的底部滑动。
[0038]
本发明通过设置模仁7、模座8和折弯机构10,第一气缸5工作,其输出轴推动悬臂6垂直下压,使得模仁7压迫吸能盒坯料到模槽12的内部,吸能盒坯料形变,此时吸能盒坯料受到模槽12配合模仁7的压迫形成鱼钩形,第二气缸1002工作,其输出轴推动折弯块1003移动,使得推块1006推动吸能盒坯料弯曲,随着折弯块1003的持续推进,配合支撑块904的支撑,最终将吸能盒坯料折弯成方形的盒子,完成整个成型工作,能够直接通过模仁7和模槽12将吸能盒坯料折弯成鱼钩状,然后在通过折弯机构10将吸能盒折弯成型,整个加工步骤只需折弯两次,相比传统的需要折弯四次,减少了一半的加工步骤,节省时间、精力,增加工作效率,而且在折弯块1003移动的时候,滑块1005在加固块1004的底部滑动,增加稳定性;通过设置支撑机构9,第一气缸5工作时,利用把手902将支撑板901通过导向柱903在插孔905的内部抽出,使得支撑块904脱离模槽12,第二气缸1002工作时,用把手902配合导向柱903和插孔905将支撑块904插入到模槽12的内部,支撑块904位于吸能盒坯料与模槽12之间,为吸能盒坯料进行支撑,折弯的时候,支撑效果好,拆装也非常方便,整个操作过程中,只需人工放置吸能盒坯料和抽拉支撑板901,操作更加方便,实用性更高;通过设置限位机构11,利用转柄1102转动限位螺杆1101,因限位块1104与限位螺杆1101之间是通过连接轴套1105活动连接的,故限位螺杆1101通过与龙门架3之间的螺纹作用,推动限位块1104通过t形块在滑座1103的上部移动,将限位块1104调整到与模槽12之间保留合适的位置,即限位块1104与靠近模槽12最侧边之间的距离等于吸能盒坯料的1/4长度,具备较好的限位功能,能够方便人们对吸能盒坯料进行限位,提高加工精度,更加利于使用。
[0039]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips