
 商标分类
商标分类  商标转让
商标转让 
一种铝合金窗冲孔机用上料装置的制作方法
 2021-01-29 17:01:45|
2021-01-29 17:01:45| 250|
250| 起点商标网
起点商标网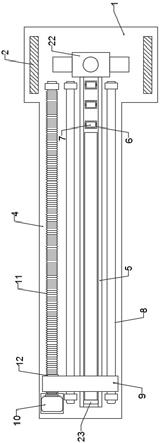
[0001]
本实用新型涉及铝合金窗领域,具体为一种铝合金窗冲孔机用上料装置。
背景技术:
[0002]
铝合金窗是由铝合金建筑型材制作框、扇结构的窗,分普通铝合金门窗和断桥铝合金门窗。铝合金窗具有美观、密封、强度高,广泛应用于建筑工程领域,在家装中,常用铝合金门窗封装阳台。铝合金表面经过氧化光洁闪亮。窗扇框架大,可镶较大面积的玻璃,让室内光线充足明亮,增强了室内外之间立面虚实对比,让居室更富有层次。铝合金本身易于挤压,型材的横断面尺寸精确,加工精确度高,因此在装修中很多业主都选择采用铝合金门窗。
[0003]
铝合金门窗的框扇组装一般采用螺丝连接,因此不论是横竖杆件的组装,还是配件的固定,均需要在相应的位置钻孔。现有铝合金窗冲孔机在进行冲孔时,需要人工手持铝合金窗框杆进行进给上料,冲孔精度低,人工进给上料时费事费力,且存在一定的安全隐患。
技术实现要素:
[0004]
针对以上缺陷,本实用新型提供一种铝合金窗冲孔机用上料装置,以解决铝合金窗冲孔机上料问题。
[0005]
为实现上述目的,本实用新型采用以下技术方案:
[0006]
一种铝合金窗冲孔机用上料装置,包括加工台面和固定安装在加工台面上冲压安装架,冲压安装架上安装有液压冲孔机,所述加工台面一侧连接有上料台面,上料台面上设有上料机构;
[0007]
上料机构包括窗框放置导轨、若干个安装凹槽、转动滚筒、一组相对的圆杆、上料安装架、驱动电机、丝杆、丝母、步进电机、转动杆、一组相对的外螺纹、螺母块、连接板、一组相对的限位凹槽、一组滑动杆、限位块以及夹持板,
[0008]
所述窗框放置导轨横向安装在上料台面上,若干个安装凹槽均匀开在窗框放置导轨内前端,所述转动滚筒活动安装在安装凹槽内,一组相对的圆杆横向安装在上料台面上,且位于窗框放置导轨两侧,所述上料安装架滑动安装在一组相对的圆杆上,且呈n型,所述驱动电机水平安装在上料台面后端一侧,所述丝杆安装在驱动电机旋转端上,且位于圆杆一侧,所述丝母套装在丝杆上,且与所述上料安装架一侧连接,所述步进电机水平安装在上料安装架内一侧,所述转动杆安装在步进电机旋转端上,一组相对的外螺纹攻在转动杆外表面两侧,所述螺母块套装在外螺纹上,所述连接板竖直安装在螺母块底部,一组相对的限位凹槽开在连接板内,一组滑动杆后端分别滑动安装在一组相对的限位凹槽内,且前端伸出限位凹槽,所述限位块安装在滑动杆后端,所述夹持板安装在滑动杆前端。
[0009]
进一步的,所述加工台面上安装有与液压冲孔机相对应的模具压板,模具压板与窗框放置导轨前端相对应。
[0010]
进一步的,所述窗框放置导轨内后端安装有定位挡板。
[0011]
进一步的,所述上料安装架底部通过一组轴套活动套装在一组相对的圆杆上。
[0012]
进一步的,所述滑动杆后端套装有弹簧,弹簧一端与限位块连接,且另一端与限位凹槽内壁连接。
[0013]
进一步的,所述夹持板前端安装有橡胶防滑垫。
[0014]
本实用新型提供了一种铝合金窗冲孔机用上料装置,具备以下有益效果,通过位于上料台面上的上料机构可以实现铝合金窗框杆的自动进给上料,有效提高冲孔精度,减少人工上料劳动力和防止安全隐患的产生。
附图说明
[0015]
图1为本实用新型所述一种铝合金窗冲孔机用上料装置示意图。
[0016]
图2为本实用新型所述液压冲孔机示意图。
[0017]
图3为本实用新型所述上料机构示意图。
[0018]
图4为本实用新型图3中a处局部放大图。
[0019]
图5为本实用新型铝合金窗框杆进给上料示意图。
[0020]
图中:1、加工台面;2、冲压安装架;3、液压冲孔机;4、上料台面;5、窗框放置导轨;6、安装凹槽;7、转动滚筒;8、圆杆;9、上料安装架;10、驱动电机;11、丝杆;12、丝母;13、步进电机;14、转动杆;15、外螺纹;16、螺母块;17、连接板;18、限位凹槽;19、滑动杆;20、限位块;21、夹持板;22、模具压板;23、定位挡板;24、轴套;25、弹簧;26、橡胶防滑垫。
具体实施方式
[0021]
下面结合附图对本实用新型进行具体描述,如图1-5所示:一种铝合金窗冲孔机用上料装置,包括加工台面1和固定安装在加工台面1上冲压安装架2,冲压安装架2上安装有液压冲孔机3,所述加工台面1一侧连接有上料台面4,上料台面4上设有上料机构;上料机构包括窗框放置导轨5、若干个安装凹槽6、转动滚筒7、一组相对的圆杆8、上料安装架9、驱动电机10、丝杆11、丝母12、步进电机13、转动杆14、一组相对的外螺纹15、螺母块16、连接板17、一组相对的限位凹槽18、一组滑动杆19、限位块20以及夹持板21,所述窗框放置导轨5横向安装在上料台面4上,若干个安装凹槽6均匀开在窗框放置导轨5内前端,所述转动滚筒7活动安装在安装凹槽6内,一组相对的圆杆8横向安装在上料台面4上,且位于窗框放置导轨5两侧,所述上料安装架9滑动安装在一组相对的圆杆8上,且呈n型,所述驱动电机10水平安装在上料台面4后端一侧,所述丝杆11安装在驱动电机10旋转端上,且位于圆杆8一侧,所述丝母12套装在丝杆11上,且与所述上料安装架9一侧连接,所述步进电机13水平安装在上料安装架9内一侧,所述转动杆14安装在步进电机13旋转端上,一组相对的外螺纹15攻在转动杆14外表面两侧,所述螺母块16套装在外螺纹15上,所述连接板17竖直安装在螺母块16底部,一组相对的限位凹槽18开在连接板17内,一组滑动杆19后端分别滑动安装在一组相对的限位凹槽18内,且前端伸出限位凹槽18,所述限位块20安装在滑动杆19后端,所述夹持板21安装在滑动杆19前端;所述加工台面1上安装有与液压冲孔机3相对应的模具压板22,模具压板22与窗框放置导轨5前端相对应;所述窗框放置导轨5内后端安装有定位挡板23;所述上料安装架9底部通过一组轴套24活动套装在一组相对的圆杆8上;所述滑动杆19后端套
装有弹簧25,弹簧25一端与限位块20连接,且另一端与限位凹槽18内壁连接;所述夹持板21前端安装有橡胶防滑垫26。
[0022]
本实施方案的工作原理:该装置所使用的用电设备由外接的控制器进行控制,使用时,使用者首先将需要冲孔的铝合金窗框杆放置在窗框放置导轨5内,并使铝合金窗框杆后端抵住窗框放置导轨5内的定位挡板23,定位挡板23用来对铝合金窗框杆进行定位,便于后续进给上料;
[0023]
进给上料时:驱动电机10首先开始工作,带动旋转端上的丝杆11,丝杆11上套装有丝母12,丝母12上端与上料安装架9一侧固定连接,且上料安装架9底部通过一组轴套24活动套装在一组相对的圆杆8上,如图3所示,驱动电机10的正反转可带动上料安装架9在丝杆11上来回滑动,驱动电机10首先反转,带动上料安装架9滑动到圆杆8后端,如图1所示,上料安装架9滑动到圆杆8后端后,驱动电机10停止工作,夹持板21的初始位置位于转动杆14底部两侧,如图3所示,步进电机13开始工作,带动旋转端上的转动杆14,一组相对的外螺纹15攻在转动杆14外表面两侧,螺母块16套装在外螺纹15上,连接板17竖直安装在螺母块16底部,步进电机13正转,带动螺母块16底部的夹持板21相对向内运动,对窗框放置导轨5内的铝合金窗框杆进行夹持,一组相对的限位凹槽18开在连接板17内,一组滑动杆19后端分别滑动安装在一组相对的限位凹槽18内,且前端伸出限位凹槽18,限位块20安装在滑动杆19后端,用于限制滑动杆19的位置,夹持板21安装在滑动杆19前端,且滑动杆19后端套装有弹簧25,弹簧25一端与限位块20连接,且另一端与限位凹槽18内壁连接,弹簧25可以起到缓冲作用,如图4所示,防止铝合金窗框杆因压力过大发生变形现象,夹持板21前端安装有橡胶防滑垫26,橡胶防滑垫26防止发生脱落现象,铝合金窗框杆夹持好之后,驱动电机10正转,带动铝合金窗框杆进行间歇进给上料,若干个安装凹槽6均匀开在窗框放置导轨5内前端,转动滚筒7活动安装在安装凹槽6内,转动滚筒7便于对铝合金窗框杆进行进给上料,加工台面1上安装有与液压冲孔机3相对应的模具压板22,模具压板22与窗框放置导轨5前端相对应,铝合金窗框杆冲孔部进入模具压板22内后,液压冲孔机3对合金窗框杆进行冲孔加工,铝合金窗框杆冲孔完成后,步进电机13反转,带动夹持板21松开,使用者将冲孔后的铝合金窗框杆取出,并放置下一个需要冲孔加工的铝合金窗框杆,然后打开驱动电机10开关,上料安装架9滑动到圆杆8后端,重复上述动作,进行循环冲孔加工,通过位于上料台面4上的上料机构可以实现铝合金窗框杆的自动进给上料,有效提高冲孔精度,减少人工上料劳动力和防止安全隐患的产生。
[0024]
上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips