
 商标分类
商标分类  商标转让
商标转让 
一种多工位全自动组装设备的制作方法
 2021-01-29 17:01:52|
2021-01-29 17:01:52| 217|
217| 起点商标网
起点商标网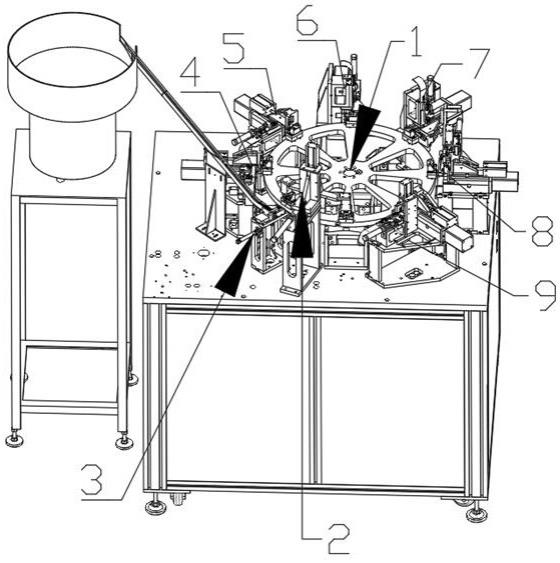
[0001]
本发明涉及裁切加工领域,尤其涉及一种多工位全自动组装设备。
背景技术:
[0002]
在日常生活中,电子产品是生活中常用的产品之一,因为电子产品都是很小的部件,有很多的产品都需要安装和裁切的,接插件也叫连接器。国内也称作接头和插座,一般是指电器接插件。即连接两个有源器件的器件,传输电流或信号,公端与母端经由接触后能够传递讯息或电流,也称之为连接器,接插件的基本性能可分为三大类:即机械性能、电气性能和环境性能,现有的设备只能进行单工位的加工或人工进行全方位的加工,不能实现将产品放入设备内,设备自动完成不同位置的加工,现有的加工方式人工成本高,加工时间久,生产效率慢,生产方式复杂。
[0003]
现有技术存在缺陷,需要改进。
技术实现要素:
[0004]
为了解决现有技术存在的缺陷,本发明提供了一种多工位全自动组装设备。
[0005]
本发明提供的技术文案,一种多工位全自动组装设备,包括机架和工作架,所述机架和工作架平行设置,所述机架上分别设置旋转装置、夹取装置、送料装置、下排装置、上排装置、第一插接装置、第二插接装置、第一裁切装置和第二裁切装置,所述工作架上设置振动盘,所述机架上中部设置旋转装置,所述送料装置、下排装置、上排装置、第一插接装置、第二插接装置、第一裁切装置、第二裁切装置和夹取装置分别依次按顺时针方向设置与所述旋转装置周边,所述振动盘连接送料轨道一端,所述送料轨道另一端连接所述送料装置内,所述送料轨道下表面设置轨道支架,所述轨道支架底端设置与所述机架上。
[0006]
优选的,所述送料装置包括送料架、送料气缸、送料载座、送料滑动座和送料挡板,所述送料架设置与所述机架上,所述送料载座设置与所述送料架,所述送料架右侧设置送料滑动座,所述送料滑动座设置与送料滑轨上,所述送料滑轨设置与所述送料架上的滑槽内,所述送料滑动座右侧设置送料挡板,所述送料挡板底端设置与所述送料架上,所述送料气缸通过送料载块设置与所述送料架前侧面,所述送料气缸连接送料滑动杆一端,所述送料滑动杆另一端穿过送料架连接所述送料滑动座前侧面。
[0007]
优选的,所述下排装置包括下排架、接料料斗、移送组件和安装组件,所述接料料斗设置与所述下排架内部,所述移送组件和安装组价均设置与所述下排架上且相对设置,所述移送组件包括移送架、移送载板、移送气缸、移送轨道、移送滑动块、移送滑板和移送立板,所述移送载板和移送轨道平行设置且均设置与所述移送架上,所述移送载板上设置移送料槽,所述移送气缸设置与所述移送架左侧面,所述移送气缸连接所述移送滑动块,所述移送滑动块下表面通过移送滑块设置与所述移送轨道上,所述移送滑动块上表面上设置移送滑板一端,所述移送滑板另一端垂直设置与所述移送立板侧面,所述移送立板下端设置与所述移送移送料槽内,所述移送立板将移送料槽内的端子输送到安装组件内。
[0008]
优选的,所述安装组件包括安装电机、第一滑轨、第二滑轨、安装滑动块、安装气缸、安装移动块、安装底板、安装顶板和顶板气缸,所述安装电机设置与所述第一滑轨后端,所述第一滑轨设置与所述下排架上,所述第二滑轨下表面通过第一滑动块设置与所述第一滑轨内,所述安装电机连接所述第二滑轨后端,所述第二滑轨前端设置安装底板,所述安装移动块下表面通过第二滑动块设置与所述第二滑轨上,所述安装气缸设置与所述第二滑轨上安装移动块后侧,所述安装气缸连接所述安装移动块,所述安装移动块前侧面设置安装滑动块,所述安装滑动块前侧面设置顶板气缸,所述顶板气缸上设置安装顶板。
[0009]
优选的,所述安装顶板底端设置第一错位卡槽,所述安装底板顶端设置第二错位卡槽,所述第一错位卡槽和第二错位卡槽相匹配。
[0010]
优选的,所述第一裁切装置包括裁切底座、裁切组件、折弯组件和插接组件,所述裁切组件、折弯组件和插接组件依次平行设置与所述裁切底座上,所述裁切组件右端连接所述折弯组件,所述折弯组件右端连接所述裁切组件。
[0011]
优选的,所述折弯组件包括第一折弯电机、第二折弯电机、折弯架、折弯载板、折弯顶块、折弯联轴、折弯块和折弯底轴,所述折弯架设置与所述裁切底座上,所述第一折弯电机设置与所述折弯架顶端,所述第二折弯电机设置与所述折弯架底端,所述折弯载板垂直设置与所述折弯架中部,所述第一折弯电机垂直朝下穿过折弯架连接所述折弯顶块,所述第二折弯电机朝上连接所述折弯联轴底端,所述折弯联轴顶端连接所述折弯块底端,所述折弯块顶端设置折弯底轴。
[0012]
优选的,所述夹取装置包括夹取底架、第一夹取滑轨、第二夹取滑轨、第一夹取气缸、第二夹取气缸、夹取滑动块、夹取立板、夹取载块和夹取载板,所述夹取底架设置与所述机架上,所述第一夹取滑轨设置与所述夹取底架上,所述第一夹取气缸设置与所述第一夹取滑轨后侧,所述夹取滑动块下表面通过夹取滑块设置与所述第一夹取滑轨上,所述第一夹取气缸连接所述夹取滑动块,所述夹取滑动块上设置夹取立板,所述夹取立板顶端设置第二夹取气缸,所述夹取立板右侧面设置第二夹取滑轨,所述夹取载块内表面通过载块滑块设置与所述第二夹取滑轨上,所述第二夹取气缸连接所述夹取载块顶端,所述夹取载板下端垂直设置所述夹取载板上表面,所述夹取载板上分别设置第一夹取爪和第二机械爪。
[0013]
相对于现有技术的有益效果,本发明设置了旋转装置、夹取装置、送料装置、下排装置、上排装置、第一插接装置、第二插接装置、第一裁切装置和第二裁切装置,实现了电子产品在加工过程中实现全方位全自动加工,无需人工手动操作,降底成本,加工速度快,减缓加工时间,生产效率高,生产方式简单,具有良好的市场应用价值。
附图说明
[0014]
图1为本发明整体结构示意图;图2为本发明送料装置结构示意图;图3为本发明下排装置结构示意图;图4为本发明安装组件结构示意图;图5为本发明折弯组件结构示意图;图6为本发明夹取装置结构示意图。
具体实施方式
[0015]
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
[0016]
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
[0017]
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
[0018]
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
[0019]
下面结合附图对本发明作详细说明。
[0020]
如图1-图6所示的一种实施方式:一种多工位全自动组装设备,包括机架和工作架,所述机架和工作架平行设置,所述机架上分别设置旋转装置1、夹取装置2、送料装置3、下排装置4、上排装置5、第一插接装置6、第二插接装置7、第一裁切装置8和第二裁切装置9,所述工作架上设置振动盘,所述机架上中部设置旋转装置1,所述送料装置3、下排装置4、上排装置5、第一插接装置6、第二插接装置7、第一裁切装置8、第二裁切装置9和夹取装置2分别依次按顺时针方向设置与所述旋转装置1周边,所述振动盘连接送料轨道一端,所述送料轨道另一端连接所述送料装置3内,所述送料轨道下表面设置轨道支架,所述轨道支架底端设置与所述机架上;首先,工作架上的振动盘将电子产品输送到下方的送料装置3内,送料装置3将产品移送向前输送,夹取装置2将送料装置3移送的产品抓取放置到旋转装置1上,旋转装置1顺时针方向转动,依次将产品转动到每个工位进行加工,当转动到下排装置4的时候,下排装置4对其产品下方进行安装加工,转动到上排装置5的时候,上排装置5对其产品上方进行安装加工,转动到第一插接装置6的时候,对其产品左边进行安装加工,转动到第二插接装置7的时候,对其产品右边进行安装加工,转动到第一裁切装置8的时候,第一裁切装置8对其先将部件进行折弯,然后将折弯后的部件安装到电子产品你内,加工完成后转动到第二裁切装置9工作,第二裁切装置9同时进行和第一裁切装置8相同的安装加工方式,加工完成后,产品经过旋转装置1的转动转到夹取装置2下方,夹取装置2将加工完成的产品取出,然后将夹取装置2上的代加工件放到旋转装置1上,依次循环加工直至完成。
[0021]
优选的,所述送料装置3包括送料架31、送料气缸32、送料载座33、送料滑动座34和送料挡板35,所述送料架31设置与所述机架上,所述送料载座33设置与所述送料架31上,所述送料架31右侧设置送料滑动座34,所述送料滑动座34设置与送料滑轨上,所述送料滑轨设置与所述送料架31上的滑槽内,所述送料滑动座34右侧设置送料挡板35,所述送料挡板35底端设置与所述送料架31上,所述送料气缸32通过送料载块设置与所述送料架31前侧面,所述送料气缸32连接送料滑动杆一端,所述送料滑动杆另一端穿过送料架31连接所述
送料滑动座34前侧面;送料气缸32带动送料滑动杆进行工作,送料滑动杆带动送料滑动座34将送料架31内的产品依次向前推送。
[0022]
优选的,所述下排装置4包括下排架41、接料料斗42、移送组件和安装组件43,所述接料料斗42设置与所述下排架41内部,所述移送组件和安装组价均设置与所述下排架41上且相对设置,所述移送组件包括移送架44、移送载板45、移送气缸46、移送轨道、移送滑动块47、移送滑板48和移送立板49,所述移送载板45和移送轨道平行设置且均设置与所述移送架44上,所述移送载板45上设置移送料槽,所述移送气缸46设置与所述移送架44左侧面,所述移送气缸46连接所述移送滑动块47,所述移送滑动块47下表面通过移送滑块设置与所述移送轨道上,所述移送滑动块47上表面上设置移送滑板48一端,所述移送滑板48另一端垂直设置与所述移送立板49侧面,所述移送立板49下端设置与所述移送移送料槽内,所述移送立板49将移送料槽内的端子输送到安装组件43内;移送气缸46带动移送滑动块47在移送轨道上进行工作,移送滑动块47带动移送滑板48进行工作,移送滑板48带动移送立板49进行工作,移送立板49将移送载板45上的插件依次输送到安装组件43内。
[0023]
优选的,所述安装组件43包括安装电机431、第一滑轨432、第二滑轨433、安装滑动块434、安装气缸435、安装移动块436、安装底板437、安装顶板439和顶板气缸438,所述安装电机431设置与所述第一滑轨432后端,所述第一滑轨432设置与所述下排架41上,所述第二滑轨433下表面通过第一滑动块设置与所述第一滑轨432内,所述安装电机431连接所述第二滑轨433后端,所述第二滑轨433前端设置安装底板437,所述安装移动块436下表面通过第二滑动块设置与所述第二滑轨433上,所述安装气缸435设置与所述第二滑轨433上安装移动块436后侧,所述安装气缸435连接所述安装移动块436,所述安装移动块436前侧面设置安装滑动块434,所述安装滑动块434前侧面设置顶板气缸438,所述顶板气缸438上设置安装顶板439;安装电机431带动第二滑轨433在第一滑轨432上进行滑动,第二滑轨433移动的同时带动安装气缸435进行移动,安装气缸435带动安装移动块436在第二滑轨433上进行滑动,安装移动块436带动顶板气缸438进行工作,顶板气缸438带动安装顶板439件工作,安装顶板439和下方的安装底板437相匹配工作将移送载板45输送过来的插件输送到旋转装置1上的产品内。
[0024]
优选的,所述安装顶板439底端设置第一错位卡槽,所述安装底板437顶端设置第二错位卡槽,所述第一错位卡槽和第二错位卡槽相匹配。
[0025]
优选的,所述第一裁切装置8包括裁切底座、裁切组件881、折弯组件和插接组件882,所述裁切组件881、折弯组件和插接组件882依次平行设置与所述裁切底座上,所述裁切组件881右端连接所述折弯组件,所述折弯组件右端连接所述裁切组件881;裁切组件881将插件进行分段裁切,裁切好后分批输送到折弯组件,折弯组件加工完成后,输送到插接组件882内,插接组件882将折弯完成的产品输送到旋转装置1上的电子产品内。
[0026]
优选的,所述折弯组件包括第一折弯电机81、第二折弯电机82、折弯架83、折弯载板84、折弯顶块85、折弯联轴86、折弯块87和折弯底轴88,所述折弯架83设置与所述裁切底座上,所述第一折弯电机81设置与所述折弯架83顶端,所述第二折弯电机82设置与所述折弯架83底端,所述折弯载板84垂直设置与所述折弯架83中部,所述第一折弯电机81垂直朝下穿过折弯架83连接所述折弯顶块85,所述第二折弯电机82朝上连接所述折弯联轴86底端,所述折弯联轴86顶端连接所述折弯块87底端,所述折弯块87顶端设置折弯底轴88;第一
折弯电机81带动折弯顶块85进行工作,第二折弯电机82带动折弯联轴86进行工作,折弯联轴86带动折弯块87进行工作,折弯块87带动折弯底轴88进行工作,折弯底轴88对折弯载板84上的零件进行折弯,上方的折弯顶块85是用来顶住零件,方便折弯顶轴的折弯。
[0027]
优选的,所述夹取装置2包括夹取底架21、第一夹取滑轨22、第二夹取滑轨23、第一夹取气缸24、第二夹取气缸25、夹取滑动块26、夹取立板27、夹取载块28和夹取载板29,所述夹取底架21设置与所述机架上,所述第一夹取滑轨22设置与所述夹取底架21上,所述第一夹取气缸24设置与所述第一夹取滑轨22后侧,所述夹取滑动块26下表面通过夹取滑块设置与所述第一夹取滑轨22上,所述第一夹取气缸24连接所述夹取滑动块26,所述夹取滑动块26上设置夹取立板27,所述夹取立板27顶端设置第二夹取气缸25,所述夹取立板27右侧面设置第二夹取滑轨23,所述夹取载块28内表面通过载块滑块设置与所述第二夹取滑轨23上,所述第二夹取气缸25连接所述夹取载块28顶端,所述夹取载板29下端垂直设置所述夹取载板29上表面,所述夹取载板29上分别设置第一夹取爪和第二机械爪;第一夹取气缸24带动夹取滑动块26在第一夹取滑轨22上进行工作,夹取滑动块26带动夹取立板27进行工作,夹取立板27带动第二夹取气缸25和第二夹取滑轨23进行工作,第二夹取气缸25带动第二夹取载块28在第二夹取滑轨23上进行工作,夹取载块28带动夹取载板29进行移动工作,夹取载板29分别带动第一夹取爪和第二夹取爪对旋转装置1上的产品件夹取。
[0028]
实施例二与以上不同之处在于,所述下排装置4、上排装置5、第一插接装置6和第二车插接装置结构相同,第一裁切装置8和第二裁切装置9结构相同。
[0029]
实施例三与以上不同之处在于,所述旋转装置1中部设置检测装置,所述检测装置用来检测组装完成后是否合格。
[0030]
实施例四与以上不同之处在于,所述裁切组件881包括裁切底架、裁切气缸、裁切轨道、裁切滑动块、裁切载板、裁切刀、裁切料板和裁切压板,所述裁切底架设置与所述裁切底座上,所述裁切气缸设置与所述裁切底架左侧面,所述裁切料板和裁切轨道平行设置与所述裁切底架上,所述裁切滑动块下表面通过裁切滑块设置与所述裁切轨道上,所述裁切气缸连接所述裁切滑动块左侧,所述裁切载板设置与所述裁切滑动块上,所述裁切刀设置与所述裁切载板内,所述裁切压板设置与所述裁切料板上,所述裁切刀穿过裁切压板设置与所述裁切料板内。
[0031]
实施例五与以上不同之处在于,所述夹取装置2右侧设置成品收料盒。
[0032]
本发明的工作原理:首先,工作架上的振动盘将电子产品输送到下方的送料装置3内,送料装置3将产品移送向前输送,夹取装置2将送料装置3移送的产品抓取放置到旋转装置1上,旋转装置1顺时针方向转动,依次将产品转动到每个工位进行加工,当转动到下排装置4的时候,下排装置4对其产品下方进行安装加工,转动到上排装置5的时候,上排装置5对其产品上方进行安装加工,转动到第一插接装置6的时候,对其产品左边进行安装加工,转动到第二插接装置7的时候,对其产品右边进行安装加工,转动到第一裁切装置8的时候,第一裁切装置8对其先将部件进行折弯,然后将折弯后的部件安装到电子产品你内,加工完成后转动到第二裁切装置9工作,第二裁切装置9同时进行和第一裁切装置8相同的安装加工方式,加工完成后,产品经过旋转装置1的转动转到夹取装置2下方,夹取装置2将加工完成的产品取出,然后将夹取装置2上的代加工件放到旋转装置1上,依次循环加工直至完成。
[0033]
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,
均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 旋转变换

 热门咨询
热门咨询




tips