
 商标分类
商标分类  商标转让
商标转让 
一种汽车后桥壳总成偏心轴头总成的加工工艺及夹具的制作方法
 2021-01-29 17:01:08|
2021-01-29 17:01:08| 289|
289| 起点商标网
起点商标网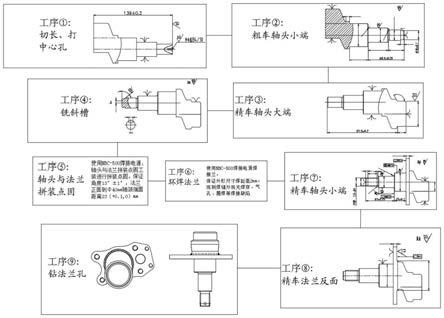
[0001]
本发明涉及机械加工技术领域,更具体地说,涉及一种汽车后桥壳总成偏心轴头总成的加工工艺及夹具。
背景技术:
[0002]
轴头总成是后桥壳总成中的重要零件,是连接桥体与轮毂、abs传感器的重要零件,因此轴头总成小端轴颈直径尺寸、大端直径尺寸以及粗糙度要求较高,轴头总成法兰孔位置度要求也较高,因该类轴头零件是偏心零件,形状完全不同于之前加工的传统类主动齿轮凸缘产品,因此有必要设计开发新的加工工艺及工装夹具用于加工该类轴头总成。
[0003]
新能源汽车是工业发展的必然趋势,是未来的大势所趋,该偏心轴类零件属于江铃新能源汽车零部件,是汽车后桥壳中重要的零部件。所以,设计一整套的汽车后桥壳总成偏心轴头总成的加工工艺及夹具,就显得尤为重要,一为实现新产品制作,二则拓展市场,提升品牌价值。
技术实现要素:
[0004]
1.要解决的技术问题
[0005]
针对现有技术中存在的问题,本发明的目的在于提供一种汽车后桥壳总成偏心轴头总成的加工工艺及夹具,通过工艺创新使工艺流程简单明确,同时能确保产品的质量,满足生产需求,能对轴头总成完成精准机械加工、焊接,可以完全满足顾客要求。
[0006]
2.技术方案
[0007]
为解决上述问题,本发明采用如下的技术方案。
[0008]
一种汽车后桥壳总成偏心轴头总成的加工夹具,包括粗车小端偏心轮夹具、弹性偏心夹具、轴头铣扁槽夹具、轴头总成立加钻孔夹具。
[0009]
优选的,所述粗车小端偏心轮夹具大外圆为φ110mm,厚度为20mm,小外圆为φ70mm,厚度为16mm,小外圆内孔为φ52,偏心距为20mm,轴头大端安装在小外圆内孔中,小外圆直径上分布5个m12的螺纹孔,用于调节压紧轴头大端;
[0010]
优选的,所述弹性偏心夹具、以及精车小端弹性偏心夹具上开有2mm的槽口,用于弹性夹紧,偏心距为20mm,夹具是通过三爪卡盘夹紧弹性部位实现配合装夹,夹具与轴头的配合都是间隙配合。
[0011]
优选的,所述轴头铣扁槽夹具包括导向键、大底板、垫板、安装底板、大端定位板、螺柱、旋转压板、小端定位板,所述大底板下端通过螺栓连接导向键,所述大底板上端通过螺栓连接垫板,所述安装底板位于大底板的底部,所述导向件位于安装底板内,所述垫板分别连接大端定位板和小端定位板,所述小端定位板通过螺柱连接旋转压板。
[0012]
优选的,所述轴头总成立加钻孔夹具包括底座、上板、衬套、定位块、轨道、销子、固定块、压杆,所述底座与上板间隙配合通过螺栓连接安装,所述衬套安装在底座内孔并过盈配合,所述上板上端面通过销子连接轨道和固定块,所述定位块安装在轨道上,所述压杆通
过螺栓连接在上板上,用于压紧轴头总成。
[0013]
一种汽车后桥壳总成偏心轴头总成的加工工艺,包括如下工序:
①
切长、打中心孔
→②
粗车轴头小端
→③
精车轴头大端
→④
铣斜槽
→⑤
轴头与法兰拼装点固
→⑥
环焊法兰
→⑦
精车轴头小端
→⑧
精车轴头法兰反面
→⑨
钻法兰孔,各个工序围绕汽车后桥壳总成偏心轴头总成小端直径确定加工基准,保证各工序的定位的基准与零件设计基准一致。
[0014]
优选的,所述切长、打中心孔工序将小端平面车到尺寸139
±
0.2,钻中心孔b4/10,保证中心孔锥面粗糙度ra6.3。
[0015]
优选的,所述粗车轴头小端工序采用粗车小端偏心轮夹具对轴头小端进行车削,偏心轮夹具通过三个螺栓对偏心轴头的大端进行装夹固定,三爪夹紧偏心轮夹具,尾座顶尖顶小端中心孔,保证轴头小端留0.6-0.1.5mm的外圆车削余量,长度留0.5-1mm的端面车削余量。
[0016]
优选的,所述精车轴头大端工序采用精车大端弹性偏心夹具对轴头大端直径和端面进行加工,精车大端弹性偏心夹具内孔装配轴头小端φ41.5直径尺寸,将工件套入弹性偏心夹具,再将偏心夹具放入三爪夹紧,尾座顶尖套套住大端毛坯外圆校调,调教完成后,夹紧偏心轮,松开顶尖套进行加工,保证大端直径φ44.2(+0.08,+0.03)mm,轴头大端长度15,轴头小端面到轴头大端长度121.5
±
0.2mm。
[0017]
优选的,所述铣斜槽工序采用轴头铣扁槽夹具装夹,大端轴颈定位于铣扁槽夹具大端定位板上,小端轴颈定位在小端定位板上,通过转销和旋转压板压紧,工装通过导向键与大底板固定安装在卧式铣床上,使用三面刃铣刀铣小端斜槽,保证宽度7,角度51
°
粗糙度12.5,距中心距离3.6。
[0018]
优选的,所述轴头与法兰拼装点固工序使用nbc-500焊接电源、轴头与法兰拼装点固工装进行拼装点固,保证角度13
°±
1
°
,法兰正面到φ40mm轴颈端面距离23(+0.1,0)mm。
[0019]
优选的,所述环焊法兰工序使用nbc-500焊接电源焊接法兰,保证外形尺寸焊趾高2mm,观测焊缝外观无焊穿、气孔、漏焊等焊接缺陷。
[0020]
优选的,所述精车轴头小端工序采用精车小端弹性偏心夹具对轴头小端直径和端面进行加工,精车小端弹性偏心夹具内孔装配轴头大端φ44.2(+0.08,+0.03)mm直径尺寸,两者为间隙配合,将工件套入弹性偏心夹具中,再将偏心夹具放入三爪卡盘夹紧,尾座顶尖顶小端中心孔进行加工,所有外圆直径及长度尺寸均加工到成品尺寸。
[0021]
优选的,所述精车轴头法兰反面工序采用三爪卡盘夹紧φ40mm外圆,贴平轴头总成法兰端面进行加工,保证法兰厚度7.1mm(0,-0.2),法兰反面端面粗糙度ra6.3,平面度0.2,以及焊接根部直径φ57(0,-0.2)mm,粗糙度ra12.5。
[0022]
优选的,所述钻法兰孔工序采用轴头总成立加钻孔夹具对轴头总成法兰孔进行加工,轴头总成小端竖直插入钻孔夹具中,与钻孔夹具中的衬套间隙配合,法兰面贴紧钻孔夹具端面,钻孔夹具上的定位块定位轴头总成的法兰竖直端面,拧紧螺栓,将立加钻孔夹具的压杆压紧轴头总成大端端面后进行加工,镗φ17.1(+0.1、0)mm孔,保证位置度φ0.15,粗糙度ra3.2,以及中心距40.8
±
0.1mm,加工m6-6h的两个螺纹孔,保证角度45
°
,中心距22.5
±
0.1mm,m8-6h的四个螺纹孔,保证分布圆φ84.4mm,角度118
°
,以及粗糙度ra6.3。
[0023]
3.有益效果
[0024]
相比于现有技术,本发明的优点在于:
[0025]
本发明整个工艺围绕偏心轴头总成小端轴颈确定加工基准,工艺流程简洁有效,产品质量稳定,提升产能,降低生产成本,完全满足设计和使用要求。
附图说明
[0026]
图1为本发明的工艺流程图;
[0027]
图2为本发明粗车小端偏心轮夹具的结构示意图;
[0028]
图3为本发明精车大端和精车小端的弹性偏心夹具的结构示意图;
[0029]
图4为本发明的轴头铣扁槽夹具的结构示意图;
[0030]
图5为本发明的轴头铣扁槽夹具的立体图;
[0031]
图6为本发明的轴头总成立加钻孔夹具的结构示意图;
[0032]
图7为本发明的轴头总成立加钻孔夹具的立体图;
[0033]
图8为本发明的汽车后桥壳总成偏心轴头总成产品结构示意图。
[0034]
图中标号说明:
[0035]
1、粗车小端偏心轮夹具;2、弹性偏心夹具;3、轴头铣扁槽夹具;31、导向键;32、大底板;33、垫板;34、安装底板;35、大端定位板;36、螺柱;37、旋转压板;38、小端定位板;4、轴头总成立加钻孔夹具;41、底座;42、上板;43、衬套;44、定位块;45、轨道;46、销子;47、固定块;48、压杆。
具体实施方式
[0036]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0037]
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0038]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0039]
请参阅图1-8,一种汽车后桥壳总成偏心轴头总成的加工夹具,包括粗车小端偏心轮夹具1、弹性偏心夹具2、轴头铣扁槽夹具3、轴头总成立加钻孔夹具4。
[0040]
请参阅图2,粗车小端偏心轮夹具1大外圆为φ110mm,厚度为20mm,小外圆为φ70mm,厚度为16mm,小外圆内孔为φ52,偏心距为20mm,轴头大端安装在小外圆内孔中,小外圆直径上分布5个m12的螺纹孔,用于调节压紧轴头大端;粗车轴头小端工序采用粗车小端偏心轮夹具1装夹轴头大端,尾座顶尖顶住小端中心孔定位,提高偏心轴头在旋转过程中的
稳定性和粗车小端偏心轮夹具1的适应性。
[0041]
请参阅图3,弹性偏心夹具2上开有2mm的槽口,用于弹性夹紧,偏心距为20mm,夹具是通过三爪卡盘夹紧弹性部位实现配合装夹,夹具与轴头的配合都是间隙配合,精车轴头大端与精车轴头小端工序都是采用弹性偏心夹具2,精车轴头大端工序用弹性偏心夹具2厚度为20mm,材质为45#钢,内孔直径为41.5(+0.08,+0.05)mm,与粗车轴头小端工序后的轴颈尺寸41.5(-0.01,-0.05)间隙配合,大外圆直径为φ90mm,装夹在φ250mm的三爪卡盘上,通过调节卡盘,夹紧偏心夹具,尾座顶尖套套住大端毛坯外圆校调,调教完成后,夹紧偏心轮,松开顶尖套进行加工;
[0042]
精车轴头小端工序用弹性偏心夹具2厚度同样为20mm,材质为45#钢,精车轴头小端弹性偏心夹具2内孔直径为44.2(+0.2,+0.15)mm,与精车轴头大端工序后的直径尺寸44.2(+0.08,+0.03)间隙配合,大外圆直径为φ94mm,装夹在φ250mm的三爪卡盘上,通过调节卡盘,夹紧偏心夹具,主轴旋转,观测产品装夹在上面的跳动,通过转动轴头的方向进行调节,直至转动平衡,无晃动或轻微晃动,之后将尾座顶尖顶住小端中心孔,进行车削加工。精车轴头大端工序采用轴头小端φ41.5mm直径尺寸定位安装,之后精车轴头小端工序使用轴头大端φ44.2mm直径尺寸定位安装,保证了定位基准的准确性和有效性,保证了加工出来的产品尺寸以及跳动要求满足产品要求,且保证了精车轴头小端轴颈尺寸φ25(+0.035,+0.01)的过程能力cpk值≥1.67。
[0043]
请参阅图4-5,轴头铣扁槽夹具3包括导向键31、大底板32、垫板33、安装底板34、大端定位板35、螺柱36、旋转压板37、小端定位板38,大底板32下端通过螺栓连接导向键31,大底板32上端通过螺栓连接垫板33,安装底板34位于大底板32的底部,导向件31位于安装底板34内,垫板33分别连接大端定位板35和小端定位板38,小端定位板38通过螺柱36连接旋转压板37;
[0044]
大端定位板35内孔直径为φ44.2(+0.114,+0.089),通过间隙配合与偏心轴头大端直径配合,小端定位板38半圆弧槽直径为φ26(+0.228,+0.207),圆心距离小端定位板38的距离为50
±
0.025mm,旋转压,37同样有一个直径为φ26(+0.228,+0.207)的半圆弧槽,两者进行配合安装,首先将轴头大端定位放进大端定位板35中,大端定位板35上有两孔,能加工左右两种轴头,实现快速切换,之后将轴头小端放进小端定位板38中,将旋转压板37盖上,拧紧螺柱36,实现轴头铣斜槽加工。
[0045]
请参阅图6-7,轴头总成立加钻孔夹具4包括底座41、上板42、衬套43、定位块44、轨道45、销子46、固定块47、压杆48,底座41与上板42间隙配合通过螺栓连接安装,衬套43安装在底座41内孔并过盈配合,上板42上端面通过销子46连接轨道45和固定块47,定位块44安装在轨道45上,压杆48通过螺栓连接在上板42上,用于压紧轴头总成,首先将轴头总成竖直插入夹具中,轴头总成小端轴颈直径与衬套43间隙配合,轴头总成法兰面贴紧上板42端面,定位块44定位轴头总成法兰竖直端面,通过螺栓压紧压杆48对轴头总成实现安装夹紧,为了保证轴头总成法兰面上孔的位置度要求,因此需要保证轴头总成立加钻孔夹具4上板42上端面的平行度≤0.02,底座41与上板42间隙配合,夹具装配会将误差叠加,因此需要保证底座41的上端面平面度≤0.01,上板42的下端面平面度≤0.01。
[0046]
请参阅图1,一种汽车后桥壳总成偏心轴头总成的加工工艺,包括如下工序:
①
切长、打中心孔
→②
粗车轴头小端
→③
精车轴头大端
→④
铣斜槽
→⑤
轴头与法兰拼装点固
→
⑥
环焊法兰
→⑦
精车轴头小端
→⑧
精车轴头法兰反面
→⑨
钻法兰孔,各个工序围绕汽车后桥壳总成偏心轴头总成小端直径确定加工基准,保证各工序的定位的基准与零件设计基准一致。
[0047]
①
切长、打中心孔工序将小端平面车到尺寸139
±
0.2,钻中心孔b4/10,保证中心孔锥面粗糙度ra6.3。
[0048]
②
粗车轴头小端:采用粗车小端偏心轮夹具1对轴头小端进行车削,偏心轮夹具通过三个螺栓对偏心轴头的大端进行装夹固定,三爪夹紧偏心轮夹具,尾座顶尖顶小端中心孔,保证轴头小端留0.6-0.1.5mm的外圆车削余量,长度留0.5-1mm的端面车削余量。
[0049]
③
精车轴头大端:采用精车大端弹性偏心夹具对轴头大端直径和端面进行加工,精车大端弹性偏心夹具内孔装配轴头小端φ41.5直径尺寸,将工件套入弹性偏心夹具,再将偏心夹具放入三爪夹紧,尾座顶尖套套住大端毛坯外圆校调,调教完成后,夹紧偏心轮,松开顶尖套进行加工,保证大端直径φ44.2(+0.08,+0.03)mm,轴头大端长度15,轴头小端面到轴头大端长度121.5
±
0.2mm。
[0050]
④
铣斜槽:采用轴头铣扁槽夹具3装夹,大端轴颈定位于铣扁槽夹具大端定位板35上,小端轴颈定位在小端定位板38上,通过转销和旋转压板37压紧,工装通过导向键31与大底板32固定安装在卧式铣床上,使用三面刃铣刀铣小端斜槽,保证宽度7,角度51
°
粗糙度12.5,距中心距离3.6。
[0051]
⑤
轴头与法兰拼装点固:使用nbc-500焊接电源、轴头与法兰拼装点固工装进行拼装点固,保证角度13
°±
1
°
,法兰正面到φ40mm轴颈端面距离23(+0.1,0)mm。
[0052]
⑥
环焊法兰:使用nbc-500焊接电源焊接法兰,保证外形尺寸焊趾高2mm,观测焊缝外观无焊穿、气孔、漏焊等焊接缺陷。
[0053]
⑦
精车轴头小端:采用精车小端弹性偏心夹具对轴头小端直径和端面进行加工,精车小端弹性偏心夹具内孔装配轴头大端φ44.2(+0.08,+0.03)mm直径尺寸,两者为间隙配合,将工件套入弹性偏心夹具中,再将偏心夹具放入三爪卡盘夹紧,尾座顶尖顶小端中心孔进行加工,所有外圆直径及长度尺寸均加工到成品尺寸。
[0054]
⑧
精车轴头法兰反面:采用三爪卡盘夹紧φ40mm外圆,贴平轴头总成法兰端面进行加工,保证法兰厚度7.1mm(0,-0.2),法兰反面端面粗糙度ra6.3,平面度0.2,以及焊接根部直径φ57(0,-0.2)mm,粗糙度ra12.5。
[0055]
⑨
钻法兰孔:采用轴头总成立加钻孔夹具4对轴头总成法兰孔进行加工,轴头总成小端竖直插入钻孔夹具中,与钻孔夹具中的衬套43间隙配合,法兰面贴紧钻孔夹具端面,钻孔夹具上的定位块44定位轴头总成的法兰竖直端面,拧紧螺栓,将立加钻孔夹具的压杆48压紧轴头总成大端端面后进行加工,镗φ17.1(+0.1、0)mm孔,保证位置度φ0.15,粗糙度ra3.2,以及中心距40.8
±
0.1mm,加工m6-6h的两个螺纹孔,保证角度45
°
,中心距22.5
±
0.1mm,m8-6h的四个螺纹孔,保证分布圆φ84.4mm,角度118
°
,以及粗糙度ra6.3。
[0056]
本发明整个工艺围绕偏心轴头总成小端轴颈确定加工基准,工艺流程简洁有效,产品质量稳定,提升产能,降低生产成本,完全满足设计和使用要求。
[0057]
以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips