
 商标分类
商标分类  商标转让
商标转让 
一种用于燃气灶炉架生产用连续冲压机构的制作方法
 2021-01-29 17:01:07|
2021-01-29 17:01:07| 347|
347| 起点商标网
起点商标网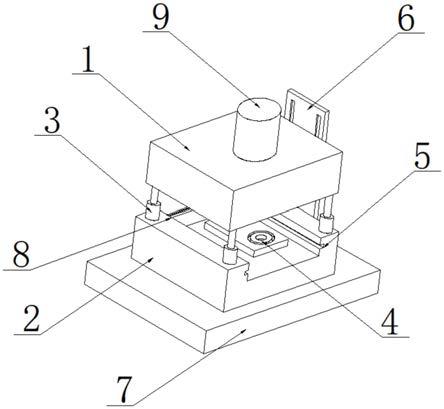
[0001]
本实用新型涉及冲压机械领域,具体是一种用于燃气灶炉架生产用连续冲压机构。
背景技术:
[0002]
燃气灶炉架大多是通过靠冲压成型后再根据需要焊接适当的支撑部件,冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压,冲压的坯料主要是热轧和冷轧的钢板和钢带。
[0003]
但是,在燃气灶炉架冲压过程中大多是整板一起冲压,在每次冲压完成后都需要进行手动去捡成型的部件,导致比较耽误冲压的效率。因此,本领域技术人员提供了一种用于燃气灶炉架生产用连续冲压机构,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种用于燃气灶炉架生产用连续冲压机构,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:
[0006]
一种用于燃气灶炉架生产用连续冲压机构,包括上压模,所述上压模的上表面安装有液压缸,且上压模的下方设置有型模,所述液压缸的下端位于上压模的内部安装有凸模,所述凸模的下端设置有凹槽,且凸模的一侧位于上压模的内侧面安装有成型切刀,所述成型切刀的正下方位于型模的内部设置有成型刀槽,所述型模的一侧设置有落料斜坡,所述成型切刀的一侧位于上压模的下表面安装有角料切刀,所述角料切刀的正下方设置有角料刀槽。
[0007]
作为本实用新型再进一步的方案:所述凸模与上压模伸缩连接,所述液压缸与凸模伸缩连接。
[0008]
作为本实用新型再进一步的方案:所述成型切刀的外径尺寸与成型刀槽的内径尺寸契合,所述角料切刀的外径尺寸与角料刀槽的外径尺寸契合。
[0009]
作为本实用新型再进一步的方案:所述凸模的正下方位于上压模的内部贯穿设置有落料孔,所述型模的下端设置有下凹模,所述下凹模与上压模之间安装有弹性支柱,所述下凹模的内侧壁设置有滑槽。
[0010]
作为本实用新型再进一步的方案:所述上压模与下凹模通过弹性支柱弹性连接,所述型模与下凹模通过螺栓连接。
[0011]
作为本实用新型再进一步的方案:所述下凹模的下端安装有底座,所述上压模的一侧安装有纵向支架。
[0012]
作为本实用新型再进一步的方案:所述上压模与纵向支架之间通过滑槽滑动连接,所述下凹模与底座通过焊接固定连接。
[0013]
与现有技术相比,本实用新型的有益效果是:设计的凸模的下方设置的凹槽,可以在对板材进行冲压时在成型的灶炉架之间预留一定的连接条,因此当板材继续往前移动时,成型的灶炉架不会和板材直接脱落,同时在第一个成型的灶炉架和板材继续移动到成型切刀的正下方时,则凸模和凹槽对板材后端继续进行成型冲压,同时成型切刀和成型刀槽会对成型的灶炉架和边角料之间残留的连接条进行切割,在连接条被切断后第一个灶炉架会在后面的板材推动,从而将灶炉架从落料斜坡后落下,保证了对灶炉架冲压时的连续性,从而保证了生产效率,同时也减少了人手动拿取成型的灶炉架导致的时间的浪费,由于在对灶炉架进行冲压的板材的长度较长,因此当边角料较长时会影响到冲压的精确性,在上压模的后表面的角料切刀和角料刀槽可以在边角料进行切割,放置边角料长度过长会划伤工作人员。
附图说明
[0014]
图1为一种用于燃气灶炉架生产用连续冲压机构的结构示意图;
[0015]
图2为一种用于燃气灶炉架生产用连续冲压机构中上压模和下凹模的剖视图;
[0016]
图3为一种用于燃气灶炉架生产用连续冲压机构中上压模和下凹模的侧视图。
[0017]
图中:1、上压模;2、下凹模;3、弹性支柱;4、型模;5、滑槽;6、纵向支架;7、底座;8、角料刀槽;9、液压缸;101、凸模;102、凹槽;103、成型切刀;104、成型刀槽;105、落料斜坡;106、角料切刀;401、落料孔。
具体实施方式
[0018]
请参阅图1~3,本实用新型实施例中,一种用于燃气灶炉架生产用连续冲压机构,包括上压模1,上压模1的上表面安装有液压缸9(型号为:cx-sd32),且上压模1的下方设置有型模4,液压缸9的下端位于上压模1的内部安装有凸模101,凸模101的下端设置有凹槽102,且凸模101的一侧位于上压模1的内侧面安装有成型切刀103,成型切刀103的正下方位于型模4的内部设置有成型刀槽104,型模4的一侧设置有落料斜坡105,成型切刀103的一侧位于上压模1的下表面安装有角料切刀106,角料切刀106的正下方设置有角料刀槽8。
[0019]
在图1、2、3中:凸模101与上压模1伸缩连接,液压缸9与凸模101伸缩连接,成型切刀103的外径尺寸与成型刀槽104的内径尺寸契合,角料切刀106的外径尺寸与角料刀槽8的外径尺寸契合,凸模101的正下方位于上压模1的内部贯穿设置有落料孔401,型模4的下端设置有下凹模2,下凹模2与上压模1之间安装有弹性支柱3,下凹模2的内侧壁设置有滑槽5,上压模1与下凹模2通过弹性支柱3弹性连接,型模4与下凹模2通过螺栓连接,下凹模2的下端安装有底座7,上压模1的一侧安装有纵向支架6,上压模1与纵向支架6之间通过滑槽滑动连接,下凹模2与底座7通过焊接固定连接。
[0020]
在图1、2中:先通过将板材放置在下凹模2内侧的滑槽5的内部,通过在凸模101的下端设置有一定数量的凹槽102,因此在对板材进行冲压时,因此在冲压成型后,成型的灶炉架会和边角料之间会存留数个和凹槽102内径大小一致的连接条,因此当板材继续往前移动时,成型的灶炉架不会和板材直接脱落,同时在第一个成型的灶炉架和板材继续移动到成型切刀103的正下方时,则凸模101和凹槽102对板材后端继续进行成型冲压,同时成型切刀103和成型刀槽104会对成型的灶炉架和边角料之间残留的连接条进行切割。
[0021]
在图2、3中:在连接条被切断后第一个灶炉架会在后面的板材推动,从而将灶炉架从落料斜坡105后落下,由于在对灶炉架进行冲压的板材的长度较长,因此当边角料较长时会影响到冲压的精确性,在上压模1的后表面的角料切刀106和角料刀槽8可以在边角料进行切割,防止边角料长度过长会划伤工作人员,通过在型模4上的落料孔401可以供板材中部的冲压角料落处。
[0022]
本实用新型的工作原理是:先通过将板材放置在下凹模2内侧的滑槽5的内部,通过在装置整体的前方设置有送料装置,可以保证每次的送料的距离相等,通过在凸模101的下端设置有一定数量的凹槽102,利用液压缸9控制凸模101的升降来控制对板材的冲压,因此在对板材进行冲压时,因此在冲压成型后,成型的灶炉架会和边角料之间会存留数个和凹槽102内径大小一致的连接条,因此当板材继续往前移动时,成型的灶炉架不会和板材直接脱落,同时在第一个成型的灶炉架和板材继续移动到成型切刀103的正下方时,则凸模101和凹槽102对板材后端继续进行成型冲压,同时成型切刀103和成型刀槽104会对成型的灶炉架和边角料之间残留的连接条进行切割,在连接条被切断后第一个灶炉架会在后面的板材推动,从而将灶炉架从落料斜坡105后落下,由于在对灶炉架进行冲压的板材的长度较长,因此当边角料较长时会影响到冲压的精确性,在上压模1的后表面的角料切刀106和角料刀槽8可以在边角料进行切割,防止边角料长度过长会划伤工作人员。
[0023]
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips