
 商标分类
商标分类  商标转让
商标转让 
一种连铸连轧极板分切装置的制作方法
 2021-01-29 17:01:03|
2021-01-29 17:01:03| 241|
241| 起点商标网
起点商标网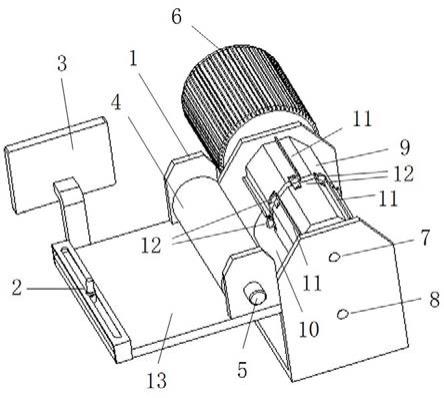
[0001]
本实用新型属于铅酸蓄电池技术领域,具体涉及一种连铸连轧极板分切装置。
背景技术:
[0002]
随着铅酸蓄电池行业的不断发展,对蓄电池产能效率要求越来越高,为提高生产效率,使用连铸连轧先进设备生产连铸连轧板栅,此种设备生产的板栅具有生产效率高的特点。且连铸连轧板栅设计有左右边框,左右边框可有效防止蓄电池在使用过程中板栅长大变形,进而改善蓄电池短路失效的质量问题。
[0003]
但连铸连轧板栅在涂填过程中,切刀分切板栅左右边框,易出现分切偏差,导致分切的极板不合格而报废。
技术实现要素:
[0004]
本实用新型的目的就是针对上述不足之处而设计一种连铸连轧极板分切装置,该装置分切精度高,可有效减少极板分切废品率,减少不必要的质量损失。
[0005]
本实用新型的技术解决方案是:一种连铸连轧极板分切装置,包括机架及安装在机架上的电机、滚刀轮、下滚轮和极板运输传送带,其特征在于:还包括测速轮、旋转编码器、光电感应器和微电脑;所述电机为伺服电机;所述测速轮通过转轴安装在滚刀轮前方的机架上,旋转编码器安装在转轴上;所述光电感应器安装在测速轮前方的机架上;所述微电脑安装在机架上。
[0006]
本实用新型的技术解决方案中所述的滚刀轮通过传动轴一安装在机架上部,逆时针运行;所述下滚轮通过传动轴二安装滚刀轮下方的机架上,顺时针运行;所述伺服电机置于机架旁,与传动轴一连接,传动轴二通过传动机构与传动轴一连接。
[0007]
本实用新型的技术解决方案中所述的滚刀轮表面设有分切横刀片和分切竖刀片。
[0008]
本实用新型的技术解决方案中所述的分切横刀片有8根,在滚刀轮上左、右两侧交叉分布;左侧的4根分切横刀片分布在滚刀轮上0
°
、90
°
、180
°
、270
°
处,右侧的4根分切横刀片分布在滚刀轮上45
°
、135
°
、225
°
、315
°
处。
[0009]
本实用新型的技术解决方案中所述的分切竖刀片有8根,在滚刀轮上左右交叉分布,左边的4根分切竖刀片分布在滚刀轮上45
°
、135
°
、225
°
、315
°
处,右边的4根分切竖刀片分布在滚刀轮上0
°
、90
°
、180
°
、270
°
处。
[0010]
本实用新型的技术解决方案中所述的伺服电机、旋转编码器和光电感应器与微电脑电连接。
[0011]
本实用新型的技术解决方案中所述的光电感应器通过安装支架安装在机架上;所述安装支架为设有长条形贯通槽的矩形体,横向固定于极板运输传送带的上方,光电感应器安装在长条形贯通槽上。
[0012]
本实用新型的技术解决方案中所述的微电脑安装在光电感应器与测速轮之间的机架侧部。
[0013]
本实用新型由于采用由机架、伺服电机、滚刀轮、下滚轮、极板运输传送带、测速轮、旋转编码器、光电感应器和微电脑构成的一种连铸连轧极板分切装置,测速轮通过转轴安装在滚刀轮前方的机架上,旋转编码器安装在转轴上,光电感应器安装在测速轮前方的机架上,所述微电脑安装在机架上,因而极板带被极板运输传送带运输通过光电感应器时,光电感应器感应极板位置后传输信号给微电脑,同时极板带带动测速轮转动,由旋转编码器将信号传输给微电脑,由微电脑通过信号处理,输出信号至伺服电机,驱动滚刀轮逆时针转动,下滚轮顺时针转动,在转动运行中,滚刀轮上的分切横刀片与分切竖刀片在微电脑的指令下于正确位置将极板带分切开,分切成单片极板,极板左右边框完好。
[0014]
本实用新型具有自动化程度高的特点,提升了生产效率,降低了劳动强度,且该装置分切精度高,可有效减少极板分切废品率,减少不必要的质量损失。
附图说明
[0015]
图1是本实用新型的结构示意图。
[0016]
图2是本实用新型另一方向的结构示意图。
[0017]
图中:1. 机架;2. 光电感应器;3. 微电脑;4. 测速轮;5. 旋转编码器;6. 伺服电机;7. 传动轴一;8. 传动轴二;9. 滚刀轮;10. 下滚轮;11. 分切横刀片;12. 分切竖刀片;13. 极板运输传送带。
具体实施方式
[0018]
下面结合附图对本实用新型作进一步详述。
[0019]
如图1、图2所示,本实用新型一个实施例一种连铸连轧极板分切装置,包括机架1、伺服电机6、滚刀轮9、下滚轮10、极板运输传送带13、测速轮4、旋转编码器5、光电感应器2和微电脑3。
[0020]
滚刀轮9通过传动轴一7安装在机架1上部,逆时针运行。下滚轮10通过传动轴二8安装滚刀轮9下方的机架1上,顺时针运行。伺服电机6置于机架1旁,与传动轴一7连接,传动轴二8通过传动机构与传动轴一7连接(图中未画出)。
[0021]
滚刀轮9表面设有分切横刀片11和分切竖刀片12。分切横刀片11有8根,在滚刀轮9上左、右两侧交叉分布。左侧的4根分切横刀片11分布在滚刀轮9上0
°
、90
°
、180
°
、270
°
处,右侧的4根分切横刀片11分布在滚刀轮9上45
°
、135
°
、225
°
、315
°
处。分切竖刀片12有8根,在滚刀轮9上左右交叉分布,左边的4根分切竖刀片12分布在滚刀轮9上45
°
、135
°
、225
°
、315
°
处,右边的4根分切竖刀片12分布在滚刀轮9上0
°
、90
°
、180
°
、270
°
处。
[0022]
测速轮4通过转轴安装在滚刀轮9前方的机架1上,旋转编码器5安装在转轴的一侧端部。测速轮4横跨于极板运输传送带13上方,与极板运输传送带13的间距以能带动测速轮4正常转动即可,间距过大影响正常转动,间距过小有可能对极板带有不利影响。
[0023]
光电感应器2通过安装支架安装在测速轮4前方的机架1上。安装支架为设有长条形贯通槽的矩形体,横向固定于极板运输传送带13的上方,光电感应器2安装在长条形贯通槽的中部,且位置可根据需要调整。
[0024]
伺服电机6、旋转编码器5和光电感应器2与微电脑3电连接,微电脑3安装在光电感应器2与测速轮4之间的机架1侧部。微电脑3采用allen-bradley plc的微电脑,与旋转编码
器5和光电感应器2电连接,构成常规的控制电路,精确控制伺服电机6的转动,从而控制滚刀轮9的精确转动,最终使分切横刀片11和分切竖刀片12在极板带上精准分切,避免板栅左右边框出现分切偏差。微电脑3也可采用工控机等代替,也与旋转编码器5和光电感应器2构成常规的控制电路。
[0025]
工作时,极板带被极板运输传送带13运输通过置于机架1上的光电感应器2感应极板位置后传输信号给微电脑3,配合机架1上的测速轮4,将测量极板带运行的速度信号传递给旋转编码器5,由旋转编码器5将信号传输给微电脑3,由微电脑3通过信号处理,输出信号至伺服电机6旋转,带动传动轴一7和传动轴二8运转,传动轴一7运转带动滚刀轮9逆时针转动,传动轴二8运转带动下滚轮10顺时针转动,在转动运行中,滚刀轮9上的分切横刀片11与分切竖刀片12在微电脑3的指令下于正确位置将极板带分切开,分切成单片极板,极板左右边框完好。下滚轮10在滚刀轮9下方起到类似砧板的作用。
[0026]
以上以对本实用新型创造的一种实施例进行了具体说明,但是本实用新型创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型创造精神的前提下还可以做出其他的等同变型或者替换,这些等同的变型或者替换包含在本申请权利要求所限定的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips