
 商标分类
商标分类  商标转让
商标转让 
热弯方矩管在线冷却装置的制作方法
 2021-01-29 16:01:10|
2021-01-29 16:01:10| 320|
320| 起点商标网
起点商标网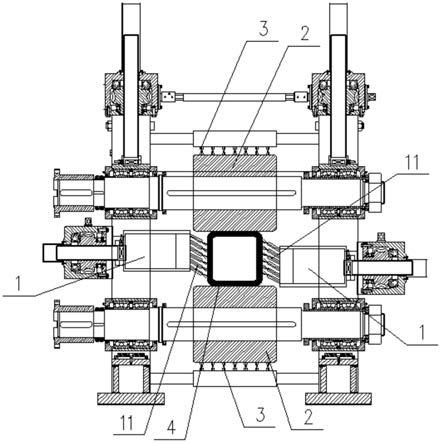
[0001]
本实用新型涉及高温带钢冷却技术领域,特别是涉及一种热弯方矩管在线冷却装置。
背景技术:
[0002]
热弯成型工艺是指以高温钢带(钢板)为原料,采用辊弯成型工艺来生产型钢。成型后的型钢一般采用空冷方式进行冷却,大大占用了厂房面积,冷却效率低,且对工厂内部环境造成很大的影响。尤其是热弯方矩管型钢,因其结构特性,在冷却过程中容易变形,而且冷却效率低,产品成型质量差。
技术实现要素:
[0003]
鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种热弯方矩管在线冷却装置,用于解决现有技术中热弯方矩管冷却效率低、冷却过程中易变形等问题。
[0004]
为实现上述目的及其他相关目的,本实用新型提供一种热弯方矩管在线冷却装置,包括沿热弯方矩管轴向分布的第一机架和第二机架,所述第一机架上设有向第一组侧壁组进行喷水冷却的喷水机构以及向第二组侧壁组进行施加矫直压力的轧辊机构,所述第二机架上设有向第一组侧壁组进行施加压力的轧辊机构以及向第二组侧壁组进行喷水冷却的喷水机构,所述轧辊机构运行推动热弯方矩管沿热弯方矩管轴向移动。
[0005]
本实用新型的有益效果是:结构简单,便于安装布局,使得同一断面的各个侧壁能够交替循环进行喷水冷却和施加矫直压力,同时实现冷却和抗变形,保证了冷却效果以及热弯方矩管的质量。
[0006]
可选地,所述喷水机构两个喷水件,两个喷水件分别位于同一侧壁组的两个相对侧壁的外侧,所述喷水件上设有向对应侧壁喷水的喷咀,所述喷咀的喷水方向与对应侧壁形成的夹角大于0
°
且小于90
°
。
[0007]
可选地,所述轧辊机构包括两个冷却轧辊,两个冷却轧辊分别位于同一侧壁组的两个相对侧壁的外侧,所述冷却轧辊与对应侧壁接触推动热弯方矩管移动以及冷却与其接触的侧壁。
[0008]
可选地,每个所述冷却轧辊设有与其对应的喷头,所述喷头对准冷却轧辊,并向冷却轧辊的表面喷水。
[0009]
可选地,所述冷却轧辊的辊面上设有蓄水凹槽。
[0010]
可选地,所述蓄水凹槽沿所述冷却轧辊的辊面螺旋设置。
[0011]
可选地,当所述蓄水凹槽数量大于或等于两个时,各蓄水凹槽互不相连。
[0012]
可选地,所述喷水机构采用高压水喷射,且喷射压力大于或等于6mpa。
[0013]
可选地,当所述第一机架和/或第二机架的数量大于或等于两架时,所述第一机架与第二机架交替设置。
[0014]
可选地,所述热弯方矩管包括四个侧壁,同一断面上的其中两个相对设置的侧壁
为第一组侧壁组,同一断面上的另外两个相对设置的侧壁为第二组侧壁组。
[0015]
采用上述可选地方案的有益效果是:提高了冷却效率,结构对称布置,降低了空间占用,布局紧凑。
附图说明
[0016]
图1显示为本实用新型热弯方矩管在线冷却装置的第一机架的结构示意图;
[0017]
图2显示为本实用新型热弯方矩管在线冷却装置的第二机架的结构示意图;
[0018]
图3显示为本实用新型热弯方矩管在线冷却装置的冷却轧辊的结构示意图;
[0019]
图4显示为本实用新型热弯方矩管在线冷却装置的俯视简图。
[0020]
零件标号说明
[0021]
1
ꢀꢀꢀꢀꢀꢀ
喷水件;
[0022]
11
ꢀꢀꢀꢀꢀ
喷咀;
[0023]
2
ꢀꢀꢀꢀꢀꢀ
冷却轧辊;
[0024]
21
ꢀꢀꢀꢀꢀ
蓄水凹槽;
[0025]
3
ꢀꢀꢀꢀꢀꢀ
喷头;
[0026]
4
ꢀꢀꢀꢀꢀꢀ
热弯方矩管;
[0027]
5
ꢀꢀꢀꢀꢀꢀ
第一机架;
[0028]
6
ꢀꢀꢀꢀꢀꢀ
第二机架。
具体实施方式
[0029]
以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。
[0030]
需要说明的是,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
[0031]
在对本实用新型实施例进行详细叙述之前,先对本实用新型的应用环境进行描述。本实用新型的技术主要是应用于带钢冷却,特别是应用热弯方矩管冷却效率低、易变形的技术问题,由于只对热弯方矩管进行喷水冷却或是只对热弯方矩管施加抗变形的矫直压力都无法同时满足冷却效率与防止热弯方矩管变形的要求,因此本实用新型对热弯方矩管的侧壁进行喷水冷却与施加矫直压力的交替循环操作,提高冷却效率的同时又防止了热弯方矩管的变形。
[0032]
如图1和图2所示,本实用新型的热弯方矩管在线冷却装置,用于热弯方矩管的在线冷却矫直,其中,热弯方矩管4包括两组相对设置的侧壁组,即同一断面上的四个侧壁,每两个相对的侧壁为一组侧壁组,例如,同一断面上的其中两个相对设置的侧壁为第一组侧壁组,同一断面上的另外两个相对设置的侧壁为第二组侧壁组。该热弯方矩管在线冷却装置包括沿热弯方矩管4轴向分布的第一机架和第二机架,第一机架与第二机架的间隔可以根据需求进行设置。第一机架上设有向第一组侧壁组进行喷水冷却的喷水机构以及向第二
组侧壁组进行施加矫直压力的轧辊机构,第二机架上设有向第一组侧壁组进行施加压力的轧辊机构以及向第二组侧壁组进行喷水冷却的喷水机构,即前后设置的两个机架可以配合形成一个闭环的喷水冷却和施加一个闭环的矫直压力,从而保证各个侧壁都能受到均匀的冷却和均匀的矫直压力,保证了冷却效果以及防止因应力而变形。轧辊机构运行推动热弯方矩管4沿热弯方矩管4的轴向移动,轧辊机构不仅能够与热弯方矩管4接触施加矫直压力,还能转动使得热弯方矩管4轴向移动,从而使得热弯方矩管4的同一断面能够在移动过程中与第一机架和第二机架接触,保证了各个侧壁均能喷水冷却和受到矫直压力。
[0033]
如图1和图2所示,在一示例性实施例中,喷水机构两个喷水件1,两个喷水件1分别位于同一侧壁组的两个相对侧壁的外侧,喷水件1上设有向对应侧壁喷水的喷咀11,喷咀11直接喷水对热弯方矩管4的相对的两个侧壁进行冷却,冷却效果好,为了减小热弯方矩管4在冷却过程中的应力变形,喷水机构可以采用高压水喷射,且喷射压力大于或等于6mpa。由于喷出的冷却水有一定的冲击力,喷咀11的喷水方向与对应侧壁形成的夹角可以大于0
°
且小于90
°
,即喷咀11的喷出水倾斜的射向热弯方矩管4的侧壁,采用该结构设计能够避免喷出的水直接冲击侧壁造成回弹,而先前回弹的水与接下来喷向侧壁的水相撞,前后喷出的水形成干涉,使得后喷出的水无法充分与侧壁接触对侧壁进行冷却,而倾斜喷水则有效的解决了前后喷出的水相互冲击干涉的问题,既能提供一定的抗变形冲击力,又能保证冷却效果。喷咀11的倾斜夹角可以根据需求进行设置,例如,在本实施例中,第一机架上的喷咀与水平方向形成的夹角为30
°
,其中,位于左侧的喷咀向下倾斜30
°
,位于左侧的喷咀向上倾斜30
°
;第二机架上的喷咀与竖直方向形成的夹角为60
°
,其中,位于顶侧的喷咀向左侧倾斜60
°
,位于底侧的喷咀向右侧倾斜60
°
,同一断面相对的两个侧壁上对应的喷咀倾斜夹角大小相同,倾斜方向相反,使得该两个侧壁受力冷却更加均匀。
[0034]
如图1和图2所示,在一示例性实施例中,轧辊机构包括两个冷却轧辊2,两个冷却轧辊2分别位于同一侧壁组的两个相对侧壁的外侧,冷却轧辊2与对应侧壁接触推动热弯方矩管4移动以及冷却与其接触的侧壁。在本实施例中,可以为每个冷却轧辊2设置与其对应的喷头3,喷头3对准冷却轧辊2,并向冷却轧辊2的表面喷水,从而实现冷却降温,使得冷却轧辊2不仅能够与热弯方矩管4的外侧壁接触直接施加矫直压力来克服热弯方矩管因应力而产生的变形,还能辅助降温。
[0035]
喷水机构的两个喷水件设置相对的两个侧壁外侧,轧辊机构的两个冷却轧辊设置在另外相对的两个侧壁外侧,采用该结构布局,一方面减小了空间占用,避免相邻两个侧壁同时设置冷却轧辊或相邻两个侧壁同时设置喷水件而产生干涉,对空间要求高,另一方面,受到喷水冷却的两个侧壁为对称的侧壁以及施加矫治压力的两个侧壁为对称的侧壁,使得冷却和受力都更加均匀,有利于提高冷却效果和矫直能力。
[0036]
如图1至图3所示,在一示例性实施例中,冷却轧辊2的辊面上设有蓄水凹槽21,蓄水凹槽21沿冷却轧辊的辊面螺旋设置,即蓄水凹槽21与冷却轧辊2的轴向或水平方向形成的夹角大于0
°
,形成一定的夹角有利于增大蓄水凹槽21与热弯方矩管4侧壁的接触面积,受力更加均匀,减少压痕,并且能够容纳更多的冷却水,形成的夹角大小可以根据需求设置,在本实施例中,形成的夹角可以为15
°
。当蓄水凹槽21数量大于或等于两个时,各蓄水凹槽21互不相连,采用该结构设计,有利于避免各个蓄水凹槽21内的冷却水相互干扰乱窜,避免冷热水混合影响冷却效果,便于把控冷却水的流动方向,提高冷却效果。为了使得蓄水凹槽
21充分接收容纳冷却水,喷头3的设置夹角可以根据需求和设置位置进行调整,例如,在本实施例中,第一机架上设置在热弯方矩管顶侧和底侧的喷头3喷水夹角可以为90
°
,即与水平方向垂直,第二机架上的喷头3的喷水夹角与水平方向形成的夹角可以为30
°
,其中,位于热弯方矩管4左侧壁和右侧壁的喷头的喷水方向均向上倾斜30
°
,冷却轧辊的蓄水凹槽与冷却轧辊轴线形成向上倾斜的夹角,使得喷头喷水方向与蓄水凹槽倾斜方向匹配,有利于使得喷出的水充分落入到蓄水凹槽内,充满蓄水凹槽,提高冷却水与冷却轧辊的接触时间,提高冷却轧辊的冷却效果。
[0037]
如图1、图2和图4所示,在一示例性实施例中,当第一机架和/或第二机架的数量大于或等于两架时,即当第一机架的数量大于或等于两架时、或当第二机架的数量大于或等于两架时、或当第一机架与第二机架的数量均大于或等于两架时,第一机架与第二机架交替间隔设置,使得同一断面的各个侧壁能够交替循环进行直接喷水冷却和施加矫直压力。其中,第一机架与第二机架数量以及相邻机架之间的距离可以根据需求设置,即保证直接喷水冷却与施加矫直压力冷却交替进行即可,既能提高热弯方矩管的冷却效率,又能防止在冷却过程中变形,保证了产品的生产质量。
[0038]
其工作过程为:热弯方矩管沿其轴向方向移动,当热弯方矩管的第一断面到达第一机架位置与第一机架接触时,第一机架上的喷水机构对第一断面上的第一组侧壁组直接喷水冷却,同时该第一机架上的轧辊机构对第一断面上的第二组侧壁组施加矫直压力;热弯方矩管持续沿其轴向移动到达第二机架位置与第二机架接触时,即第一断面到达第二机架位置,第二机架上的喷水机构对第一断面上的第二组侧壁组直接喷水冷却,同时该第二机架上的轧辊机构对第一断面上的第一组侧壁组施加矫直压力,热弯方矩管持续移动与第一机架、第二机架交替接触,使得同一组侧壁组交替循环进行喷水冷却和施加矫直压力,直至冷却降温完成。
[0039]
本实用新型的热弯方矩管在线冷却装置,通过对同一断面上的侧壁同时进行喷水冷却和施加矫直压力,使得同一断面的一些侧壁能够直接冷却来提高冷却效果,一些侧壁受到矫直压力来克服冷却过程中的应力变形,保证了该断面的侧壁质量,并且喷水冷却和施加矫直压力交替循环进行,使得冷却和矫直抗变形都能同时得到充分保证;另外通过简单的紧凑的结构布局降低了对厂房生产环境的空间占用,优化了生产环境,降低了成本,提高了冷却效率和冷却效果,保证了产品的生产质量。
[0040]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips