
 商标分类
商标分类  商标转让
商标转让 
一种减少中厚板轧机支承辊边部剥落的方法与流程
 2021-01-29 16:01:48|
2021-01-29 16:01:48| 238|
238| 起点商标网
起点商标网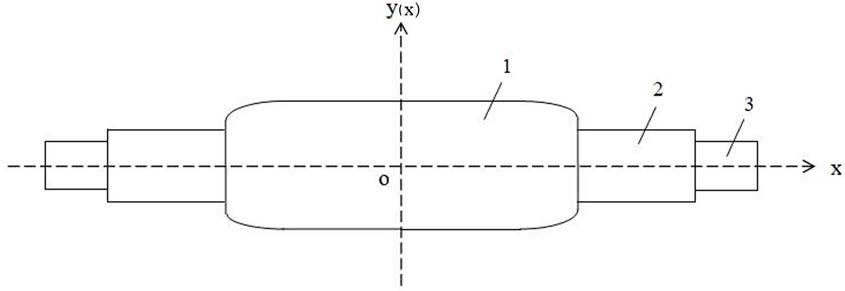
[0001]
本发明涉及金属材料加工设备技术领域,具体涉及一种减少中厚板轧机支承辊边部剥落的方法。
背景技术:
[0002]
在中厚板轧机上支承辊是主要的加工工具,轧制时轧制力通过工作辊传递给支承辊,以此来保持辊系的刚度和强度。一方面,支承辊在轧制力和压下力的力偶作用下发生挠曲变形,使辊缝形状发生改变的同时,工作辊与支承辊之间的接触压力呈不均匀分布,轧辊两端应力集中;另一方面,为了抵消轧辊的挠曲变形,轧机上通常配备有工作辊弯辊装置,通过在工作辊两端施加与轧辊挠曲方向相反的力,以保证辊缝形状。在弯辊力的作用下,工作辊与支承辊两端的应力集中更为加剧,有研究表明,轧辊的端部辊间接触应力较中间高2-3倍,由于轧制工艺的需要,通常支承辊硬度低于工作辊硬度,造成支承辊端部应力过大而产生剥落掉块等恶性事故,造成巨大的经济损失。
[0003]
为了解决支承辊边部剥落问题,行业内通常采用支承辊边部倒角的方法,即:在支承辊辊身端部加工一个倒角,使工作辊端部与支承辊端部空间分离,期望达到消除端部应力集中的目的。但是在实际使用过程中,支承辊端部采用倒角后,应力集中在最端部虽然改善,但在倒角处形成的尖锐过渡位置形成了新的应力集中区,对轧辊端部依然有破坏作用。为了完成倒角的加工,在支承辊磨削时,先整体磨削完辊身之后,然后分别在支承辊的两个端部加工倒角,加工过程复杂繁琐,同时由于支承辊辊身端部采用倒角,辊身轮廓形状不是一个连续的平滑过渡,在磨床上探伤时,辊身很容易碰撞测量臂上的探头,因此边部倒角区通常不探伤,这样就会导致边部潜在缺陷无法及时发现,支承辊反复长期使用使得缺陷不断扩大,最终形成轧辊剥落。
[0004]
另一方面,支承辊在板形控制中起到重要作用。因此在支承辊的设计上不仅要考虑边部剥落问题,同时要考虑板形控制问题。边部倒角辊在设计倒角时,如果倒角过小起不到边部避让的作用,倒角过大会使轧制区域倒角部分变形过于剧烈影响到板形的控制。
[0005]
目前已有的六次方支承辊辊型曲线设计,将支承辊边部加工成一个平滑过渡曲线,与边部倒角辊相比在应用效果上有所改进。但是由于辊型曲线最高次项过低,在板形控制和边部避让防止轧辊剥落的矛盾上仍然达不到理想的应用效果。
技术实现要素:
[0006]
本发明的目的在于提供一种减少中厚板轧机支承辊边部剥落的方法,具体是将支承辊辊身轮廓加工成平滑曲线,减少轧制过程中轧辊端部应力集中,减少轧辊边部剥落;同时兼顾板形控制,保证轧制的稳定。该曲线可连续加工成形,磨削过程简单易操作,平滑曲线可以有效避免探伤时辊身碰撞测量臂上的探头,从而可以实现轧辊辊身全长方向上的探伤,及时发现轧辊潜在缺陷并消除。
[0007]
为实现上述目的,本发明采用的技术方案为:
一种减少中厚板轧机支承辊边部剥落的方法,具体是将支承辊辊身轮廓加工成平滑曲线,该曲线以辊身长度中心线为对称,每半个辊身轮廓曲线可以用一个七次方函数曲线表示,该七次方函数曲线方程为:y(x)=a
1
x
1
+a
2
x
2
+a
3
x
3
+a
4
x
4
+a
5
x
5
+a
6
x
6
+a
7
x
7
,式中,x表示加工点距辊身长度中心线的距离;y(x)表示支承辊辊身轮廓边沿的磨削量;a
1
、a
2
、a
3
、a
4
、a
5
、a
6
、a
7
表示该方程系数,分别对应为:a
1
= 1.32700475
×
10^(-02);a
2
=
ꢀ-
3.26565893
×
10^(-05);a
3
= 4.62833359
×
10^(-08);a
4
=-4.03695526
×
10^(-11);a
5
= 2.14322108
×
10^(-14);a
6
=
ꢀ-
6.34965142
×
10^(-18);a
7
= 8.03622166
×
10^(-22)。
[0008]
与现有技术相比,本发明的有益效果为:1、本发明通过将支承辊辊身轮廓加工成七次方曲线的形式,辊型方程的高次项用于实现轧辊边部的应力集中,减少轧辊剥落。辊型方程的低次项用于轧制宽度范围内的板形控制。相比六次方辊型设计,由于拥有更高次项,可以使高次项和低次项分别针对中间部分板形控制和边部防止剥落的需要进行加工,更好的解决了支承辊板形控制与边部剥落的问题。
[0009]
2、本发明通过将支承辊辊身轮廓曲线设计成七次方曲线的形式,使得支承辊的磨削可以连续成形,简化了原来整体磨削完辊身之后,分别在辊身两个端部加工倒角的过程,磨削过程简单易操作。同时可以提高探伤操作的安全性,避免探伤时辊身碰撞测量臂上的探头,可以实现辊身表面的全覆盖探伤,及时发现并消除轧辊潜在缺陷,减少支承辊边部剥落。
[0010]
3、本发明在本公司炉卷轧机3450mm支承辊上应用以来,未再发生边部剥落事故,提高了轧辊使用寿命,同时支承辊辊型保持度大幅提高,板形控制能力增强。
附图说明
[0011]
图1为本发明支承辊轮廓曲线示意图;图中:1、辊身,2、辊颈;3、辊头。
具体实施方式
[0012]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0013]
实施例1本实施例提供一种减少中厚板轧机支承辊边部剥落的方法,具体是将支承辊辊身1的轮廓加工成平滑曲线,该曲线以辊身长度中心线为对称,每半个辊身轮廓曲线可以用一个七次方函数曲线表示,该七次方函数曲线方程为:y(x)=a
1
x
1
+a
2
x
2
+a
3
x
3
+a
4
x
4
+a
5
x
5
+a
6
x
6
+a
7
x
7
,式中,x表示加工点距辊身长度中心线的距离;y(x)表示支承辊辊身轮廓边沿的磨削量;
a
1
、a
2
、a
3
、a
4
、a
5
、a
6
、a
7
表示该方程系数,分别对应为:a
1
= 1.32700475
×
10^(-02);a
2
=
ꢀ-
3.26565893
×
10^(-05);a
3
= 4.62833359
×
10^(-08);a
4
=-4.03695526
×
10^(-11);a
5
= 2.14322108
×
10^(-14);a
6
=
ꢀ-
6.34965142
×
10^(-18);a
7
= 8.03622166
×
10^(-22)。
[0014]
本实施例中,支承辊的辊颈2和辊头3采用现有技术的规格,本实施例的支承辊用于本公司炉卷轧机3450mm支承辊上以来,未再发生边部剥落事故,提高了轧辊使用寿命,同时支承辊辊型保持度大幅提高,板形控制能力增强。
[0015]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0016]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 中厚板

 热门咨询
热门咨询




tips